Дипломная работа: Разработка процесса производства изопропилбензола на ОАО "Омский каучук"Дипломная работа: Разработка процесса производства изопропилбензола на ОАО "Омский каучук"ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Омский государственный технический университет НЕФТЕХИМИЧЕСКИЙ ИНСТИТУТ КАФЕДРА «ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ ОРГАНИЧЕСКИХ ВЕЩЕСТВ»
ВЫПУСКНАЯ РАБОТА БАКАЛАВРА Разработка процесса производства изопропилбензола на ОАО "Омский каучук" Шифр проекта: БР-2068998-49-19 Направление: 240100.62 «Химическая технология и биотехнология» Руководитель проекта: Ломова О.С. (подпись, дата) Разработал студент: (подпись, дата) Омск 2009 г. Омский государственный технический университет НХИ Кафедра: Химическая технология органических веществ УтверждаюЗав. кафедрой _______Корнеев С.В. «___» июня 2009 г. Заданиена бакалаврскую работу Студент: Тема проекта: Разработка процесса производства изопропилбензола на ОАО «Омский каучук». Алкилирование Исходные данные к проекту: Годовая производительность по ИПБ, тонн:124000 Время непрерывной работы в году, час: 8520 Содержание расчётно-пояснительной записки: В соответствии с учебным пособием «Дипломное проектирование»Перечень графического материала: 3.1. Предлагаемая технологическая схема производства; 3.2. Чертёж общего вида алкилатора. Дата выдачи задания: __________________10 марта 2009г. Срок сдачи законченного проекта на утверждение: Руководитель __________________ (подпись) (дата) Задание принял к исполнению Студент ____________________ (подпись) (дата) Техническое задание 1. Годовая производительность по товарному продукту, тонн 124000; 2. Число часов непрерывной работы в году 8520; 3. Состав реакционной массы алкилирования на выходе из реактора Таблица 1.
4. Удельный расход сырья и материалов на технологию: бензол – 780 кг/т ИПБ; пропилен – 234 кг/т ИПБ. 5. Исходные данные к материальному балансу. Согласно данным действующих заводов принято: 1. Расход бензола на 1 т товарного ИПБ 0,78 т. 2. Молярное соотношение поступающего на алкилирование пропилена к бензолу 0,3:1. 3. Конверсия бензола за один проход 29,5 % массовых. 4. Расход пропилена:
5. Потери ИПБ = 3% массовых от ИПБ, полученного при алкилирование. 6. Этилен и бутилены, содержащиеся в исходном газе, переходят соответственно в этилбензолы и бутилбензолы полностью. 7. Расход катализатора (AlCl3) – 6,5 кг на 1 т товарного ИПБ. 8. Расход 10 % раствора щелочи – 5 кг на 1 т ИПБ. РЕФЕРАТ Выпускная работа бакалавра содержит: 43 с. пояснительной записки, 6 таблиц, библиографии 11 наименований, 2 приложения, 2 рисунка, 2 листа чертежей формата А1. Ключевые слова: ИЗОПРОПИЛБЕНЗОЛ (КУМОЛ), БЕНЗОЛ, ПРОПИЛЕН, ХЛОРИД АЛЮМИНИЯ, РЕАКЦИОННАЯ МАССА АЛКИЛИРОВАНИЯ, ПОЛИАЛКИЛБЕНЗОЛЫ, АЛКИЛИРОВАНИЕ. В бакалаврской работе исследовано производство изопропилбензола алкилирования бензола пропиленом в присутствии хлористого алюминия на ОАО «Омский каучук». Выявлены особенности данного производства. Особенности производства заключаются в том, что технология обладает высокой эффективностью и при конверсии олефина до 99% дифференциальная селективность по моноалкилбензолу достигает 91%. Конверсия бензола за один проход составляет – 30-40 %. Образующиеся в ходе процесса побочные продукты диалкилбензолы используются для получения целевого продукта за счет совмещения реакции алкuлирования с реакцией переалкилирования. Для обеспечения полного использования бензола используется принцип рециркуляции. Характерной особенностью данной технологии является наличие нескольких рециркуляционных циклов, охватывающих реакторную и разделительные подсистемы. В данном случае они направлены на полное использование исходного сырья - рецикл по бензолу, на использование побочных продуктов для получения целевого изопропилбензола. Технология обладает невысоким энергопотреблением за счет использования тепла реакции. Существенным недостатком технологии является большое потребление воды, которая идет для приготовления щелочных растворов и промывки в скрубберах и превращается в кислотные, щелочные или солевые стоки. Полученные результаты могут быть использованы как рекомендации предприятиям по производству изопропилбензола. Содержание ВВЕДЕНИЕ 1. АНАЛИТИЧЕСКИЙ ОБЗОР 1.1. Теоретические основы процесса алкилирования 1.2.Характеристика промышленных способов алкилирования бензола пропиленом 1.3. Принципы алкилирования бензола олефинами в химической технологии 1.4. Проблемы проектирования технологических установок алкилирования бензола 2.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 2.1. Описание технологии процесса алкилирования бензола 2.2. Разработка структурной схемы процесса производства ИПБ 2.3. Технологическая схема производства алкилирования бензола пропиленом 2.4. Расчёт материального баланса процесса алкилирования бензола 2.5. Технологический расчёт узла алкилирования 3. АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ 4. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ 5. ЭКОНОМИЧЕСКАЯ ОЦЕНКА ПРОИЗВОДСТВА АЛКИЛИРОВАНИЯ 6. ЗАКЛЮЧЕНИЕ 7. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ ПРИЛОЖЕНИЯ: 1. Принципиальная технологическая схема 2. Чертёж реактора ВВЕДЕНИЕ Проблема эффективной химической переработки невозобновляемого природного сырья (нефть, уголь, сланцы, торф, углеводородные газы и другие) и возобновляемого сырья растительного и животного происхождения имеет первостепенное значение в химической технологии нашего времени. При этом химический процесс является важнейшим этапом переработки сырья в целевые продукты. К настоящему времени в мире синтезировано огромное количество органических соединений, отнесенных к продуктам основного органического и нефтехимического синтеза и обладающих ценными химическими и физико-химическими свойствами. Многие из них являются целевыми продуктами, а других полупродуктами при производстве полимеров, лекарственных и других веществ. Потребность в каждом из них, как и в мире, так и в России исчисляется десятками и сотнями тысяч тонн в год. Главная цель отрасли основного органического и нефтехимического синтеза заключается в получении большого ассортимента мономеров, растворителей, исходных продуктов для синтеза лекарственных препаратов, средств защиты растений и других продуктов наиболее простыми, дешевыми способами их доступного сырья. Кром того, в связи с многотоннажностью производств технологии должны быть экологически безопасными. Таким образом, отрасль основного органического и нефтехимического синтеза является ведущей и определяет прогресс химической промышленности. Алкилароматические соединения широко используются в химии и химической технологии для получения полимерных материалов, поверхностно-активных веществ, высокооктановых добавок к топливу и в качестве полупродуктов. Наибольшее значение имеют этилбензол и изопропилбензол как исходные вещества при получении таких мономеров, как стирол и α-метилстирол. Изопропилбензол также является полупродуктом при производстве фенола и ацетона «кумольным» методом. Этим методом получают более 95% всего производимого в мире фенола. Во время Великой Отечественной войны изопропилбензол широко применялся в качестве высокооктановой добавки к топливу. И в настоящее время он является одним из важных продуктов органического синтеза. В России изопропилбензол получают алкилированием бензола пропиленом в присутствии хлористого алюминия. За рубежом основное количество изопропилбензола производят этим же способом на гетерогенном фосфорнокислом катализаторе. В настоящее время только для получения фенола и ацетона производится свыше 7 млн. тонн в год изопропилбензола. Задачей выпускной работы является разработка и изучение процесса производства изопропилбензола на ОАО «Омский каучук». 1. АНАЛИТИЧЕСКИЙ ОБЗОР 1.1. Теоретические основы процесса алкилирования Алкилирование – это широкий класс реакций, в результате которых в молекулу М вводят группу атомов R при условии, что при этом образуется связь какого-либо из атомов М с атомом С группы R. Эти реакции подразделяются на многие частные случаи: метилирование, этилирование, арилирование, бензилирование, хлорметилирование, винилирование и др. Алкилирующими агентами могут выступать органические соединения различных классов: углеводороды (алкены, алкадиены и алкины), галоген-замещенные углеводороды, спирты, эфиры и т. д. Среди многообразия реакций алкилирования наибольшие промышленные масштабы принадлежат процессам алкилирования изобутана алкенами в производстве моторных топлив и алкилирования бензола низшими алкенами. Алкилароматические углеводороды широко используются в химии и химической технологии для получения полимеров, поверхностно-активных веществ, высокооктановых добавок к моторным топливам и в качестве полупродуктов в органическом синтезе. Наибольшее значение имеют
этилбензол и изопропилбензол (кумол) как исходные вещества
для получения стирола и Непрерывный рост производства алкилароматических соединений обусловлен высокой потребностью в продуктах, получаемых на их основе. В качестве алкилирующих агентов могут применяться непредельные углеводороды, а также спирты и алкилгалогениды. Ведущее место среди подобных процессов занимает каталитическое алкилирование бензола олефинами. Около 80 % всего производимого в мире бензола потребляется для получения алкилбензолов. В промышленно развитых странах примерно 50 % бензола идет в производство этилбензола и 20 % – в производство изопропилбензола. Алкилирование ароматических углеводородов представляет собой сложный многостадийный процесс, включающий взаимосвязанные реакции алкилирования, изомеризации, диспропорционирования, переалкилирования, полимеризации, деалкилирования и др. Катализаторами в технологии алкилирования могут быть протонные и апротонные кислоты. При алкилировании бензола олефинами и спиртами используют протонные кислоты, причем их активность падает в ряду HF > H2SO4 > H3PO4. Кислоты Льюиса как катализаторы по своей активности располагаются в следующем порядке: AlBr3 > AlCl3 > FeCl3 > ZrCl4 > TaCl5 > BF3 > UСl4 > TiCl3 > WCl6 > CdCl5 > ZnCl2 > SnCl4 > TiCl4 > BeCl2 > SbCl5 > HgCl2 > BiCl5 > AsF3. При этом активность, селективность и стабильность катализаторов зависят от температуры, давления, химической природы алкилирующего агента. Катализаторы алкилирования могут применяться в твердом и жидком состоянии. Использование твердых гетерогенных катализаторов предпочтительнее, т. к. в этом случае является более легким разделение продуктов реакции и каталитической композиции. Это позволяет существенно сократить затраты на очистку реакционной массы от катализатора, очистку и нейтрализацию сточных вод. Следует также обратить внимание на снижение коррозии оборудования при применении твердых катализаторов. Особенно преимущество твердых катализаторов наблюдается при проведении технологического процесса в паровой фазе. Для этого случая пригодны катализаторы, обладающие не только высокой активностью и селективностью, но и способностью осуществлять реакции переалкилирования полиалкилбензолов в моноалкилбензолы. В этом плане наиболее перспективными катализаторами алкилирования бензола олефинами и спиртами следует считать синтетические цеолиты. Известны также исследования по применению для этой цели катионнобменных смол, представляющих собой гетерополикислоты, состоящие из высокомолекулярной матрицы и катионогенных групп. Из них наиболее перспективны SO3H+, COOH+, PO3H2+, AsO3H2+. Могут также применяться металлооганические катализаторы, которые обычно используют в комплексе с солями тяжелых металлов, например, TiCl3 или TiCl4. Очень активным является Al(C2H5)3, но его активность под действием воды или воздуха стремительно падает. В промышленности в качестве алкилирующих агентов наиболее распространены чистые олефины или их фракции, например этан-этиленовая и пропан-пропиленовая. Если используют чистые олефины, то катализаторами являются протонные кислоты и кислоты Льюиса. Примесями, отрицательно влияющими на процесс алкилирования, являются С2Н2, бутадиен-1,3, СО, СО2, СН3СНО, эфиры и др. В их присутствии снижается выход целевого продукта. С2Н2 и бутадиен-1,3 полимеризуются на кислых катализаторах с образованием смол, которые осаждаются на активных центрах, что приводит к падению активности катализатора. Дезактивирует катализатор и СО, который трудно отделить от олефинов. Присутствие в сырье кислорода, альдегидов и кетонов ведет к увеличению выхода полиалкилбензолов (ПАБ) и заметному изменению активности катализаторного комплекса. Это может происходить за счет образования катион-радикалов, которые меняют направление основного процесса. Поэтому сырье надо подвергать тщательной предварительной очистке перед подачей в процесс. Наличие воды в реагентах приводит к необратимой дезактивации АlCl3, который гидролизуется в гидроксид. Поэтому необходима глубокая осушка сырья. Кроме того, бензол необходимо очищать от сернистых соединений, которые необратимо отравляют катализатор. Другая причина падения селективности реакции – несоблюдение параметров процесса. Повышение температуры, времени контакта, концентрации катализатора, низкая эффективность смешения реагентов и изменение их соотношения увеличивают долю примесей в продуктах процесса. Для образования комплекса в сырье вводят инициатор НСl c концен-трацией 0,5 моля/моль AlCl3. Его вводят в процесс, добавляя в сырье соответствующее количество алкилхлорида, который реагирует с бензолом, образуя алкилбензол и НСl, или частичным гидролизом AlCl3 водой. Промышленный процесс алкилирования бензола олефинами проводят в жидкой и газовой фазе. Применяют катализаторы кислотного типа, такие как AlCl3,, H2SO4, безводный HF, BF3,, H3PO4 на носителе, алюмосиликаты, цеолиты, ионообменные смолы. Наиболее перспективными считаются цеолиты и ионообменные смолы как наиболее экологически безопасные. 1.2. Характеристика промышленных способов
алкилирования Известны три основных способа получения изопропилбензола, имеющие промышленное значение: 1. Алкилирование бензола пропиленом в присутствия безводного хлористого алюминия (алкилирование по Фриделю – Крафтсу). 2. Алкилирование бензола пропиленом в паровой фазе с применением фосфорнокислого катализатора. 3.Алкилирование бензола пропиленом на цеолитных катализаторах. Алкилирование бензола пропиленом в присутствия безводного хлористого алюминия. Технология характеризуется одностадийностью и непрерывностью. Бензол и олефины или олефин - парафиновая фракция являются дешевым и доступным сырьем. Технология обладает высокой эффективностью и при конверсии олефина до 99% дифференциальная селективность по моноалкилбензолу достигает 91%. Конверсия бензола за один проход – 30-40%. Образующиеся в ходе процесса побочные продукты диалкилбензолы используются для получения целевого продукта за счет совмещения реакции алкuлирования с реакцией переалкилирования. Для обеспечения полного использования бензола используется принцип рециркуляции. Характерной особенностью данной технологии является наличие нескольких рециркуляционных циклов, охватывающих реакторную и разделительные подсистемы. В данном случае они направлены на полное использование исходного сырья - рецикл по бензолу, на использование побочных продуктов для получения целевого моноалкилбензола (принцип полноты использования отходов) - рецикл по диалкилбензолу, на повышение эффективности процесса - рецикл по бензолу, ди- и полиалкилбензолам, обеспечивающий оптимальную структуру каталитического комплекса. Организация этих рециркуляционных потоков становится возможной за счет реализации принципа полноты выделения всех продуктов из реакционной смеси. Технология обладает невысоким энергопотреблением за счет использования тепла реакции, хотя необходимо отметить, что эта энергия используется недостаточно из-за низкого ее потенциала. Существенным недостатком технологии жидкофазного алкилирования на катализаторах на основе хлорида алюминия является большое потребление воды, которая идет для приготовления щелочных растворов и промывки в скрубберах и превращается в кислотные, щелочные или солевые стоки В данной технологии необходима предварительная очистка сырья от примесей и его гетероазеотропная осушка до содержания воды 0,002–0,005 %. Наличие такого количества остаточной влаги в сырье позволяет протекать частичному гидролизу хлорида алюминия с целью образования небольшого количества хлористого водорода, необходимого для достижения требуемой активности катализатора и образования активированного комплекса. Этот процесс является жидкофазным и протекает с выделением значительного количества энергии. С целью улучшения экологической чистоты рассматриваемого производства целесообразно организовать взаимную нейтрализацию кислых и щелочных вод. Для этого необходимо создать такие условия, чтобы соблюдалось определенное соотношение кислоты и щелочи. В этом случае рассмотренная технология будет более приемлемой. Следует отметить, что раствор хлорида алюминия (отработанный катализатор) может быть использован как коагулянт для очистки сточных вод в нефтеперерабатывающей и целлюлозно-бумажной промышленности. Смола, получаемая в процессе, в настоящее время используется как топливо. Однако это не лучший способ ее применения, она может быть использована более эффективно в строительстве. Основным недостатком этой технологии является отсутствие регенерации теплоты реакции, которая отводится водой в конденсаторе. Технология жидкофазного алкилирования, разработанная фирмой «Monsanto» (США), позволяет ликвидировать недостатки рассмотренного выше процесса. Предложено использовать небольшое количество АlСlз (около 2 г на 1 кг алкилата) без его регенерации. Давление при жидкофазном алкилировании зависит от температуры процесса, так как реакционная смесь должна находиться в жидком состоянии. Несмотря на повышенные температуры (160-2000С при соответствующем давлении), вследствие небольшого количества катализатора степень смолообразования низкая, что очень важно для создания малоотходных производств. Однако в этом случае при условиях процесса алкилирования не протекает переалкилирование полиалкилбензолов, поэтому в технологии предусмотрен дополнительный реактор. Если полиалкилбензолы используются как целевые продукты, то необходимость в этой стадии отпадает. Необходимо отметить, что технология алкилирования бензола пропиленом в присутствии хлорида алюминия аналогична технологии получения этилбензола. В качестве алкилирующего агента, кроме пропилена, может использоваться пропан-пропиленовая фракция, которая предварительно тщательно очищается от влаги, диоксида углерода и других примесей. Алкилирование бензола пропиленом в паровой фазе с применением фосфорнокислого катализатора. В настоящее время известны следующие гетерогенные катализаторы алкилирования бензола пропиленом: фосфорнокислотный, катализаторы на основе оксидов и солей металлов, оксиды, модифицированные BP3, аморфные алюмосиликаты, цеолиты и катиониты. Применение твердых катализаторов намного упрощает технологическую схему, позволяет автоматизировать процесс, исключает проблему коррозии аппаратуры, облегчает отделение продуктов реакции, не требующих дополнительной очистки, которая в гомогенном катализе приводит к образованию стойких эмульсий и больших объемов сточных вод. Эти катализаторы можно регенерировать и использовать многократно. Ионообменники в качестве катализаторов алкилирования в промышленности пока не используются. Однако этот вариант может быть как экономически, так и экологически наиболее выгодным, поскольку он может быть реализован как совмещенный реакционно-ректификационный процесс, повышающий селективность и снижающий затраты на разделение, так как в реакторе может быть достигнута конверсия бензола до 100 %. Алкилирование бензола пропиленом на цеолитных катализаторах. В последние годы за рубежом получил распространение процесс фирмы «Моbil - Вadgеr» (США), в котором используется катализатор на основе цеолитов. Эта технология применена на нескольких действующих крупных установках получения этилбензола с единичной мощностью 335-465 тыс. т этилбензола в год. Процесс производится при температуре 370-5000С и давлении 1,4-2,8 МПа. По этой технологии образующиеся в процессе полиалкилбензолы возвращаются в узел алкилирования. Конверсия этилена составляет 100%, а выход этилбензола в расчете на этилен достигает ≈ 98 %. Технология алкилирования бензола на цеолитном катализаторе имеет ряд преимуществ в сравнении с известной схемой с использованием AlCl3. Главное достоинство касается экологических аспектов. Отсутствие в схеме кислотного фактора резко снижает образование кислых сточных вод. Другие достоинства – это меньшие расход катализатора (на два порядка), металлоемкость, площадь установки, количество персонала. 1.3. Принципы
алкилирования бензола олефинами в химической Для оценки различных катализаторов в процессе алкилирования рассмотрим некоторые показатели производства изопропилбензола (ИПБ), представленные в таблице 2 Таблица 2 Показатели процесса алкилирования бензола пропиленом на различных катализаторах
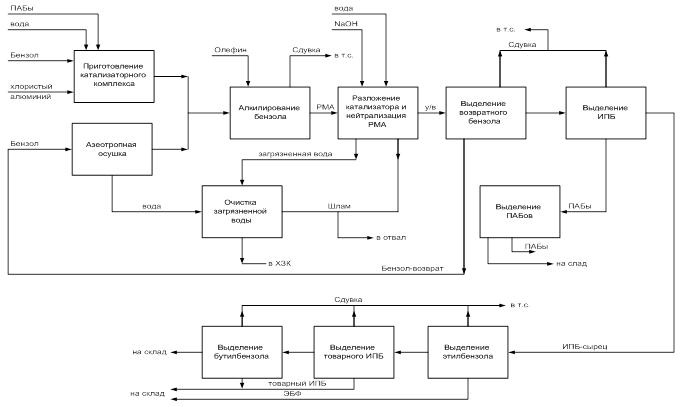
Из таблицы 2видно, что самая низкая себестоимость изопропилбензола соответствует процессу, в котором в качестве катализатора используется фосфорная кислота на кизельгуре, чуть более высокая - процессу с цеолитсодержащими катализаторами. Однако в первом случае наблюдается значительный унос фосфорной кислоты и требуется очистка от нее продуктов, а во втором - нет необходимости в очистке, кроме того, не образуются сточные воды. Несмотря на то, что в мировой практике известны технологии алкилирования с применением гетерогенных катализаторов, в России единственным катализатором алкилирования до сих пор является хлорид алюминия, в т. ч. и на установке алкилирования бензола пропиленом на ОАО «Омский каучук». Именно рассмотрению этой установки и посвящен данный проект. 1.4. Проблемы проектирования технологических установок алкилирования бензола Технология жидкофазного алкилирования бензола олефинами на катализаторах на основе хлорида алюминия характеризуется одностадийностью и непрерывностью. Бензол и олефины или олефин - парафиновая фракция являются дешевым и доступным сырьем. Технология обладает высокой эффективностью и при конверсии олефина до 99% дифференциальная селективность по моноалкилбензолу достигает 91%. Конверсия бензола за один проход – 30-40%. Образующиеся в ходе процесса побочные продукты диалкилбензолы используются для получения целевого продукта за счет совмещения реакции алкuлирования с реакцией переалкилирования. Для обеспечения полного использования бензола используется принцип рециркуляции. Характерной особенностью данной технологии является наличие нескольких рециркуляционных циклов, охватывающих реакторную и разделительные подсистемы. В данном случае они направлены на полное использование исходного сырья - рецикл по бензолу, на использование побочных продуктов для получения целевого моноалкилбензола (принцип полноты использования отходов) - рецикл по диалкилбензолу, на повышение эффективности процесса - рецикл по бензолу, ди- и полиалкилбензолам, обеспечивающий оптимальную структуру каталитического комплекса. Организация этих рециркуляционных потоков становится возможной за счет реализации принципа полноты выделения всех продуктов из реакционной смеси. Технология обладает невысоким энергопотреблением за счет использования тепла реакции, хотя необходимо отметить, что эта энергия используется недостаточно из-за низкого ее потенциала. Существенным недостатком технологии жидкофазного алкилирования на катализаторах на основе хлорида алюминия является большое потребление воды, которая идет для приготовления щелочных растворов и промывки в скрубберах и превращается в кислотные, щелочные или солевые стоки. Таким образом, жидкофазное алкилирование ароматических углеводородов позволило решить многие технологические задачи и получить ряд ароматических углеводородов в промышленности. Вместе с тем данная технология имеет ряд недостатков: промышленные катализаторы являются недостаточно стабильными и активными; такие промышленные катализаторы, как АlСlз, HCl и другие, вызывают коррозию аппаратуры и плохо регенерируются; протекание вторичных реакций снижает селективность основной реакции, а также требует затрат на очистку основных алкилбензолов и регенерацию вторичных продуктов; образуется большое количество сточных вод, в том числе и кислых, что требует затрат на их очистку. В связи с этим необходимо искать другие технологические решения. Следует отметить, что ряд недостатков можно избежать, если использовать в качестве катализаторов цеолиты и ионообменники. 2. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ2.1. Описание технологии базового процесса алкилирования бензола Производство изопропилбензолана ОАО «Омский каучук» включает в себя следующие стадии: алкилирование бензола пропиленом; разложение катализаторного комплекса и нейтрализация реакционной массы; нейтрализация абгазов; последовательное выделение готовых и побочных продуктов производится путем ректификации реакционной массы алкилирования (РМА). Алкилирование бензола пропиленом производится в присутствии катализатора хлористого алюминия (AICI3) - при мольном соотношении бензола к пропилену в пределах 1:0,3-0,33 или при весовом соотношении 6:1. Первой стадией процесса является присоединение олефина к хлористому алюминию в присутствии хлористого водорода: 2AICI3 + HCI + C3H6 → AI2CI6 × C3H7CI Затем присоединяется бензол и образуется тройной комплекс: AI2Cl6 × C3H7Cl + C6H6 → Al2Cl6 × C6H5 × C3H7 × HCl После образования тройного комплекса реакция протекает по следующей схеме: а) присоединяется олефин к комплексу: Al2Cl6 × C6H5 × C3H7 × HCl + C3H6 → Al2Cl6 × C6H4(C3H7)2 × HCl б) реакция обмена между комплексом и исходным углеводородом (бензолом) c образованием алкилбензола: Al2Cl6 × C6H4(C3H7)2 × HCl + C6H6 → Al2Cl6 × C6H5 × C3H7 × HCl + C6H5C3H7 Все эти комплексы находятся в состоянии подвижного равновесия, т.е. алкильные радикалы непрерывно переходят из одного комплексного соединения в другое. Хлористый алюминий может образовывать тройные комплексы не только с одним, но и с двумя, тремя и так далее алкильными радикалами: Al2Cl6 × C6H4(C3H7)2 × HCl Al2Cl6 × C6H3(C3H7)3 × HCl В результате присоединения олефина образуются комплексы с еще большим числом алкильных радикалов, которые при обменной реакции с исходным углеводородом (бензолом) дают полиалкилбензолы: Al2Cl6 × C6H3(C3H7)3 × HCl + C6H6 → Al2Cl6 × C6H5C3H7 × HCl + C6H4(C3H7)2 Комплексы могут вступать в обменную реакцию не только с бензолом, но и с продуктами реакции, например, с диалкилбензолами, тогда происходит процесс деалкилирования: Al2Cl6 × C6H5C3H7 × HCl + C6H4(C3H7)2 → Al2Cl6 × C6H4(C3H7)2 × HCl + C6H5C3H7 Чем больше концентрация алкильных радикалов в среде, окружающей комплекс, тем больше алкильных радикалов будет содержаться в комплексных соединениях хлористого алюминия и тем больше будет образовываться полиалкилбензолов. Следовательно, с увеличением отношения поглощенного олефина к бензолу реакция идет в сторону образования полиалкилбензолов. Таким образом, в результате протекающих реакций образуется ИПБ и вся гамма алкилбензолов и в то же время меняется углеводородная часть комплекса. Этот процесс продолжается до тех пор, пока не установится совершенно определенный состав продуктов реакции, который обуславливается только отношением алкильных радикалов к бензольным ядрам в реакционной смеси и не зависит от состава исходного сырья. Реакция алкилирования бензола пропиленом осуществляется в алкилаторе при температуре не более 130 0С и давлении не более 0,4 МПа. Тепловой эффект реакции алкилирования равен 621 ккал/кг поглощенного пропилена. Разложение катализаторного комплекса и нейтрализация реакционной массы. Получение алюмохлорида происходит на 1-й системе разложения по следующему уравнению: AlCl3 + H2O → AlCl3-n(OH)n × nHCl, где: n = 1, 2, 3 Разложение катализаторного комплекса на 2-ой системе разложения производится водой и протекает по уравнению: Al2Cl6 х C6H5C3H7 х HCl + 6H2O → C6H5C3H7 + 2Al(OH)3 + 7HCl Нейтрализация реакционной массы производится щелочью и протекает по уравнению: HCl + NаOH → NаCl + H2O Отмывка реакционной массы от фенолов производится щелочью и протекает по уравнению: C6H5OH + NаOH → C6H5ONа + H2O Нейтрализация абгазов производится щелочной водой и протекает по уравнению: HCl + NаOH → H2O + NаCl Последовательное выделение готовых и побочных продуктов производится путем ректификации реакционной массы алкилирования (РМА).Данная стадия происходит в цехе И – 15, где последовательно осуществляется азеотропная осушка бензола и ректификация РМА. 2.2. Структурная схема процесса производства ИПБ Производство изопропилбензола на ОАО «Омский каучук» состоит из трех отделений: Цех И – 14: приготовление катализаторного комплекса; алкилирование бензола пропиленом; отстой РМА; разложение катализаторного комплекса; нейтрализация РМА и отмывка её от щёлочи; отстой РМА от воды; отчистка абсорбционных газов от бензола и хлорводорода; очистка химстоков от органики; Цех И – 15: азеотропная осушка бензола; ректификация РМА; Цех И – 15а: промежуточный склад хранения бензола и продуктов производства. Структурная схема производства представлена на рисунке 1.1. Описание производственного процесса. Катализаторный комплекс готовят с использованием безводного хлорида алюминия, бензола и полиалкилбензолов. Для образования хлористого водорода в смесь добавляют ограниченное количество воды (не более 2% от массы хлорида алюминия). Готовую суспензию перекачивают в реактор – алкилатор, в который подают предварительно осушенную (до содержания воды до 0,0005%) жидкую смесь свежего и возвратного бензола, а также предварительно испаренный и подогретый пропилен. Бензол берут в избытке (мольное соотношение пропилена и бензола равно 1:3). Выделяющиеся в процессе алкилирования тепло используется для испарения избытка бензола, пары которого вместе с инертными газами, поступающие с пропиленом, выводят из реактора и конденсируют в водяном конденсаторе. получающийся конденсат самотеком возвращается в реактор, а газообразные примеси отправляют в производственную сеть. Степень превращения бензола не превышает 50% (т.к. он находится в избытке), в то время как пропилен реагирует на 100%. Продукты реакции в жидком виде вместе с катализаторным комплексом непрерывно отводят в отстойную зону, где отделяют катализаторный комплекс от углеводородов и возвращают в реактор. Углеводороды откачивают на разделение через систему очистки от остатков катализаторного комплекса и нейтрализации соляной кислоты. Н стадии разделения продуктов реакции, называемых реакционной массой (РМ), выделяют непрореагировавший (возвратный) бензол и направляют его на смешение со свежим бензолом. Далее выделяют целевой продукт – изопропилбензол, полиалкилбензолы (ПАБы), возвращаемые в реактор, этилбензольную и бутилбензольную фракции, которые отправляют на склад.
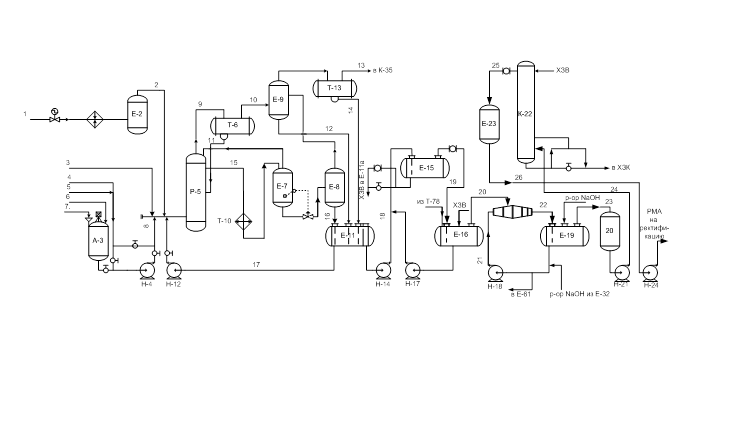
Рис. 1. Структурная схема производства изопропилбензола 2.3. Технологическая схема производства алкилирования бензола пропиленом Технологическая схема – это совокупность типовых процессов, расположенных в последовательности, определяемой целью химико-технологического процесса (ХТП). Типовые процессы протекают в соответствующем оборудовании, которое соединяется материальными потоками. Технологическая схема процесса разрабатывается для каждой стадии, которые связаны между собой материальными потоками, что обеспечивает ей непрерывность. Приготовление катализаторного комплекса. Для приготовления катализаторного комплекса необходимо смешать все его компоненты. В качестве такого аппарата будем использовать мешалку, в которую будем последовательно подавать периодически компоненты в следующей последовательности: - осушенную бензольную шихту (ОБШ – смесь свежего и возвратного бензола); - хлорид алюминия расчета концентрации будущего комплекса 10 %; - воду в количестве 1-2 % от веса загруженного хлористого алюминия (для получения хлористого водорода, являющегося инициатором процесса). Далее включается мешалка и производится выдержка в течение 2-4 часов. Готовый катализаторный комплекс подаётся насосом на следующую стадию – алкилирование. Алкилирование бензола пропиленом осуществляется в специальном реакторе –алкилаторе, куда подается катализаторный комплекс и пропилен. В алкилатор подают: - осушенную бензольную шихту; - пропан-пропиленовую фракцию (ППФ); - свежий катализаторный комплекс. Процесс алкилирования протекает в алкилаторе Р-7 при небольшом избыточном давлении и температуре 130 °С. Образующаяся реакционная масса стекает в отстойник, где катализаторный комплекс отделяется и возвращается в алкилатор. Образующаяся РМА подается на следующую стадию процесса. Разложение катализаторного комплекса и нейтрализация РМ. Так как смесь углеводородов, выводимая из алкилатора содержит посторонние вещества: остатки катализаторного комплекса, хлороводород, то перед разделение смесь необходимо предварительно очистить. Очистку проводят в отстойниках, добавляя соответствующие нейтрализующие реактивы и проводя процесс отстаивания. На стадию подается РМА, содержащая катализаторный комплекс. Для нейтрализации последнего в трубопровод подается вода, далее смесь подается в отстойник для отделения воды. Далее производят нейтрализацию РМА щелочью (NaOH). После нейтрализации РМА подается в отмывочную колонну для удаления остатков щелочи. Далее очищенная РМА подается в ректификационный узел для разделения. Очистка и нейтрализация химически загрязненных стоков и отходящих газов. Для очистки химически загрязненной воды будем использовать отстаивание, с последующим обезвреживанием и фильтрацией. Пары воды и углеводородов будем конденсировать в конденсаторе, после чего направлять в отстойник, а несконденсированные газы отправим в скруббер улавливания бензола из абгазов. Принципиальная технологическая схема представлена на рисунке 2 Где цифрами обозначены материальные потоки: 1. Пропилен, поступающий со склада; 2. Пропилен газ, поступающий в алкилатор; 3. Свежий бензол, поступающий в алкилатор; 4. Осушенная бензольная шихта, поступающая в алкилатор; 5. Полиалкилбензолы, поступающие в алкилатор; 6. Вода, поступающая в аппарат с мешалкой; 7. Хлористый алюминий, поступающий в аппарат с мешалкой; 8. Катализаторный комплекс, поступающий в алкилатор; 9. Бензол-газ и абгазы с верха алкилатора; 10. Бензол-газ и абгазы, поступающие в сепаратор; 11. Бензол, после конденсатора; 12. Бензол на отстой в Е-11; 13. Абгазы на утилизацию; 14. Бензол на отстой в Е-11; 15. Реакционная масса алкилирования (РМА), выходящая из алкилатора; 16. РМА, поступающая на отстой в Е-11; 17. Катализаторный комплекс после отстоя; 18. РМА, поступающая на отстой в Е-15; 19. Реакционная масса (РМ), поступающая на отстой в Е-16; 20. РМ, поступающая в смеситель; 21. Раствор щелочи; 22. Смесь РМ со щелочью, поступающая в отстойник Е-19; 23. РМ, направленная в сборник Е-20; 24. РМ, направленная в промывную колонну; 25. РМ, прошедшая очистку водой; 26. РМ на склад. В таблице 2.1. представлены основные материальны потоки. Таблица 2.1. Основные материальные потоки
Рис. 2 Технологическая схема узла алкилирования бензола пропиленом 2.4. Расчёт материального баланса процесса алкилирования бензола Процесс алкилирования бензола пропиленом осуществляют в реакторе – алкилаторе. Который представляет собой вертикальный цилиндрический полый аппарат с эллиптическими днищами, выполненный из углеродистой стали. Избыточное тепло отводится за счёт испарения части бензола при температуре 120-130°С, т.е. процесс проводят при кипении реакционной массы. Произведем расчет основных материальных потоков и составим сводный материальный баланс установки алкилирования, и рассчитаем тепловой баланс алкилатора. Исходные данные 1. Годовая производительность по товарному продукту, тонн 124000; 2. Число часов непрерывной работы в году 8520; 3. Состав РМА табл. 1; 4. Степень конверсии бензола, % 60; 5. Степень конверсии пропилена, % 70; 6. Температура промоборотной воды на охлаждение, 250С; 7. Перечень основных материальных потоков табл. 2.1; 7. Параметры водяного пара на входе: - Давление, МПа 0,1; - Температура, 0С 260; - Давление, МПа 0,15; - Температура, 0С 280. Реакционная масса 1. Плотность 870 кг/м3 2. Состав, % масс.: - Пропан – 0,1 - Бензол – 51,3 - Этилбензол – 1,1 - Изопропилбензол – 31,7 - Бутилбензолы – 0,4 - Полиалкилбензолы – 14,5 - Смолы – 0,9 Согласно данным действующих заводов принято: 1. Расход бензола на 1 т товарного ИПБ 0,78 т. 2. Молярное соотношение поступающего на алкилирование пропилена к бензолу 0,3:1. 3. Конверсия бензола за один проход 29,5 % массовых. 4. Расход пропилена:
5. Потери ИПБ = 3% массовых от ИПБ, полученного при алкилировании. 6. Этилен и бутилены, содержащиеся в исходном газе, переходят соответствен-но в этилбензолы и бутилбензолы полностью. 7. Расход катализатора (AlCl3) – 6,5 кг на 1 т товарного ИПБ. 8. Расход 10 % раствора щелочи – 5 кг на 1 т ИПБ. 9. Количество циркулирующей воды для разложения катализаторного комплекса, м3/м3 реакционной массы 1,0 1. Расчет часовой производительности по готовой продукции По заданной годовой производительности и числу часов непрерывной работы в году рассчитываем часовую производительность системы по товарному продукту:
Производительность цеха по ИПБ в пересчёте на 100-процентный: 14554/0,995 = 14672 кг/ч, где 99,5 % – содержание ИПБ в товарном продукте. Необходимая масса товарного ИПБ составляет: 14598 / 0,97 = 15049 кг/ч Количество примесей в ИПБ составляет: 15049 – 14598 = 451 кг/ч 2. Расчет расхода пропилена
Теоретически на образование ИПБ по реакции:
Зная молекулярную массу пропилена (42) и ИПБ (120), а также часовую производительность ИПБ, мы можем рассчитать, сколько пропилена теоретически идет на образование ИПБ:
На образование смол:
На образование полиалкилбензолов:
Всего связывается пропилена: 3590,3 + 148 + 15,9 = 3754,2 кг/ч. Потери пропилена составляют: 3900 – 3754,2 = 145,8 кг/ч, в том числе: а) с пропановой фракцией 120 кг/ч; б) в виде механических потерь 25,8 кг/ч. 3. Расчет расхода свежего бензола При принятом расходном коэффициенте на 1 т ИПБ расход свежего бензола составляет 14598 0,78 = 11386,4 кг/ч Из этого количества расходуется а) на образование ИПБ (15049 78) / 120 = 9781,9 кг/ч б) на образование этилбензола (94 78) / 28 = 261,9 кг/ч где 94 кг/ч количество этилена в ППФ в) на образование бутилбензолов 65,5 кг/ч г) на образование полиалкилбензолов (15,9 78) / (42 2) = 14,8 кг/ч д) на образование смол 90 кг/ч Количество связанного бензола: 9781,9 + 261,9 + 65,5 + 14,8 + 90 = 10214 кг/ч Потери бензола на побочные реакции: 11368,4 – 10214 = 1172,4 кг/ При принятом соотношении пропилена к бензолу количество бензола, поступающего на алкилирование составит: (5725 78) / (42 0,3) = 35440,4763 кг/ч Количество возвратного бензола: 35440 – 11386,4 = 24053,6 кг/ч Конверсия бензола за один проход составит: (10214 100) / 35440 = 29% 3. Расчёт расхода хлорида алюминия
При принятом расходном коэффициенте на 1 т. ИПБ в ректификате расход катализатора – AlCl3 составит (14598 6,5) / 1000 = 277,362 кг/ч При разложении хлористого алюминия водой образуется по реакции: 1) Гидроокись алюминия (277,4 78) / 133,5 = 162,1 кг/ч 2) Хлористый водород (277,4 3 36,5) / 133,5 = 227,5 кг/ч 3) Расходуется воды на разложение (277,4 54) / 133,5 = 112,2 кг/ч 4. Расчёт расхода щелочи (гидроксид натрия)
При принятом расходном коэффициенте на 1 т ИПБ (14598 5) / 1000 = 72,9 кг/ч По реакции этим количеством щелочи нейтрализуется хлорида водорода (72,9 36) / 40 = 65,6 кг/ч При нейтрализации образуется: 1) Поваренной соли (72,9 58) / 40 = 105,7 кг/ч 2) Воды (72,9 18) / 40 = 32,8 кг/ч Результаты расчетов материального баланса сводим в таблицы 2.3 – 2.8 Таблица 2.3 Состав и количество ППФ, поступающей на алкилирование
Состав и количество свежего бензола, поступающего на алкилирование 11386,4 кг/ч Таблица 2.4 Состав и количество возвратного бензола, поступающего на алкилирование
Таблица 2.5 Состав и количество бензольной шихты, поступающей на алкилирование
Таблица 2.6 Состав и количество суспензии катализатора подаваемое на алкилирование
Таблица 2.7 Состав и количество реакционной массы выводимой из алкилатора
Таблица 2.8 Состав и количество паров, поступающих из алкилатора в конденсатор 8
Количество бензола, уносимое с пропановой фракцией из конденсатора 8 при температуре 40 0С (101,45 0,24 78) / (7 – (0,24 + 0,02)) = 282 кг/ч где: 101,45 кмоль / ч – количество пропановой фракции; 0,24 и 0,02 МПа – упругость паров бензола и изопропилбензола при температуре 40 0С. Количество бензола, конденсирующегося в конденсаторе 3260 – 282 = 2978 кг/ч Принимается, что весь ИПБ конденсируется. Общее количество конденсата 29878 + 250 = 3228 кг/ч Таблица 2.9 Состав и количество пропановой фракции из конденсатора 8
Количество бензола, уносимое с пропановой фракцией из конденсатора 51 при температуре 15 0С (101,45 0,097 78) / (7 – 0,079) = 79 кг/ч где: 0,079 МПа – упругость паров бензола при температуре 15 0С. Количество бензола, конденсирующегося в конденсаторе 51 282 – 79 = 203 кг/ч Таблица 2.10 Состав и количество пропановой фракции, поступающей на абсорбцию в аппарат 35 из конденсатора 51
Таблица 2.11 Состав и количество реакционной массы после дросселирования до атмосферного давления
Таблица 2.12 Состав и количество реакционной массы после отстоя, передаваемой в цех 15а
Таблица 2.13 Состав и количество
фракции полиалкилбензолов, поступающей на
Таблица 2.14 Состав и количество пропановой фракции, выходящей с абсорбции
Таблица 2.15 Состав и количество фракции полиалкилбензолов, выходящей с абсорбции
Таблица 2.16 Сводный материальный баланс установки алкилирования
2.5. Технологический расчёт узла алкилирования Реактор предназначен для осуществления реакции алкилирования бензола пропиленом в присутствии хлорида алюминия с целью получения ИПБ. Алкилирование проводится под давлением 0,4 МПа. Температура в алкилаторе принимается 122 0С. Количество испаренного бензола определяется из теплового баланса алкилатора. Тепловой баланс алкилатора. Приход тепла. С бензольной шихтой при температуре 35 0С 35440 15,6 = 552864 ккал/ч , где: 15,6 ккал/кг – теплосодержание 1 кг бензольной шихты при температуре 35 0С. 2. Тепло реакции алкилирования. По практическим данным тепловой эффект реакции алкилирования равен 621 ккал/кг поглощенного пропилена и 811 ккал/кг поглощенного этилена 5507,4 621 + 94 811 = 3496329,4 ккал/ч где: 5507,4; 94 кг/ч количество поглощенных соответственно пропилена и этилена. 3. С пропан пропиленовой фракции при температуре 15 0С 13641 0,4 15 = 81846 ккал/ч где: 0,4 ккал / кг 0С – теплоемкость ППФ при 15 0С. 4. С суспензией катализатора при Т = 65 0С 1023,2 30,0 = 30696 ккал/ч где: 30,0 ккал/кг – теплосодержание 1 кг суспензии катализатора при 65 0С. 5. С фракцией ПАБов при температуре 1 0С 4118,8 0,44 = 1810 ккал/ч, где: 0,44 ккал/кг – теплосодержание 1 кг фракции ПАБ. 6. С бензольным конденсатом при Т = 40 0С (x - 79) 0,43 40 = 17,2 x – 1360 ккал/кг где: x – количество испаренного бензола и изопропилбензола; 0,43 ккал / кг 0С – теплоемкость 1 кг бензола при 40 0С. Общий приход тепла 552864+3496329+81846+30696+1810+17,2 x – 1360 = 4162185+17,2 x Расход тепла 1. С реакционной массой при t = 122 0С 50992,6 59,5 = 3034059,7 ккал/ч где: 59,5 ккал/кг – теплосодержание 1 кг реакционной массы при 122 0С. 2. С отходящими газами при температуре 122 0С 7830,8 0,48 125 + (0,47 122 + 86) x = 458572 + 143,3 x где: 7830,8 – количество паров, выходящих из алкилатора (кг/час); 0,48 и 0,47 ккал / кг 0С – теплоемкость пропана и бензола при 122 0С. 3. Потери тепла в окружающую среду 176000 ккал/ч Общий расход тепла 3034059,7 + 458572 + 143,3 х + 176000 = 3668631,7 + 143,3 х Общий баланс тепла 4162185,4 + 17,2 х = 3668631,7 + 143,3 х Количество испарившихся углеводородов х = (4162185,4 – 3668631,7) / (143,3 – 17,2) = 3900 кг/ч Всего уносится углеводородов 3260 + 250 = 3510 кг/ч, что приблизительно совпадает с количеством испаренных углеводородов определенным из теплового баланса алкилатора. К установке принимается алкилатор диаметром 1600 мм. и высотой столба реакционной жидкости 8,0 м. Объем реакционной жидкости в алкилаторе 1,62 0,785 8 = 16,1 м3 По практическим данным в 1 м3 реакционной жидкости содержится 330 кг изопропилбензола. Производительность одного алкилатора составит 16,1 ∙ 330 = 5300 кг/ч изопропилбензола. Необходимое количество рабочих алкилаторов 14882 / 5300 = 2,81 ≈ 3 шт. где: 14882 кг/ч – количество ИПБ, полученного при алкилировании. К установке принимается алкилатор в виде полой колонны со следующей характеристикой: - диаметр – 1600 мм. - высота цилиндрической части – 10305 мм. - материал – сталь углеродистая - количество – 4шт. (+ 1 – резервный) 3. АВТОМАТИЗАЦИЯ И АСУТП В нефтеперерабатывающей промышленности комплексной механизации и автоматизации уделяется большое внимание. Это объясняется сложностью и высокой скоростью протекания технологических процессов, а также чувствительностью их к нарушению режима, вредностью условий работы, взрыва – и пожароопасностью перерабатываемых веществ. Автоматизация производственных процессов является одним из основных направлений технического прогресса производства. Большое значение имеет автоматизация нефтеперерабатывающей промышленности. Автоматизация позволяет увеличить производительность технологического оборудования и производительность труда обслуживающего персонала, улучшает качество продукции, повышает безопасность работы, предупреждает загрязнение атмосферного воздуха, также позволяет осуществлять новые высокоинтенсивные процессы, недоступные при ручном управлении. Автоматизированная система управления технологическими процессами (АСУТП) – это человеко-машинная система, обеспечивающая эффективное функционирование технологического объекта на основе быстрой и точной информации о состоянии объекта и выработки соответствующих команд управления объектом с помощью средств автоматизации и вычислительной техники. При этом под технологическим объектом управления (ТОУ) понимается технологическое оборудование и реализуемый в нем технологический процесс производства или транспортирования продукции. Назначение, цель и функции АСУТП АСУТП предназначена для целенаправленного управления технологическими процессом и обеспечения информацией смежных и вышестоящих автоматизированных систем управления. Например, технологи-операторы получают оперативную информацию в едином темпе (реальном времени) с технологическим процессом, что позволяет им своевременно вмешаться в ход процесса, корректировать режимы и нагрузки машин и установок. Целью АСУТП является обеспечение оптимального в определенном смысле функционирования технологического процесса, например, получение максимального экономического эффекта с учетом плановых, экономических и технических ограничений. В частном случае это может быть максимальная производительность технологического процесса при заданном качестве продукта и исходного сырья, минимальная себестоимость продукции, минимальный расход дорого сырья и т.п. Функцией АСУТП называется совокупность ее действий направленных на достижения определенной цели. Различают три функции АСУТП: управляющую, информационную и вспомогательную. К управляющей функции АСУТП относятся: программные изменения режима (пуск – остановка машин и агрегатов, аварийные блокировки, распределение нагрузки между агрегатами и т.п.); логическое управление, например, определение «узкого места» и согласования нагрузок технологического оборудования; оптимизация установившегося режима технологического процесса в целом и режимов отдельных видов технологического оборудования; оптимальное управление переходными режимами управляемого процесса; автоматическое регулирование и стабилизация отдельных параметров технологического процесса с помощью одноконтурных, комбинированных и многосвязанных АСР; реализация управления исполнительными органами. Информационная функция включает получение, обработку и передачу информации о состоянии ТОУ или внешней сферы. На вспомогательные функции АСУТП возлагаются контроль за правильностью ее функционирования, реализация и контроль информационного обмена с системами управления более высокого уровня, слежения за астрономическим временем и отсчет временных интервалов, воздействия на соответствующие средства АСУТП т.д. [6]. В данном случае объектом управления является процесс алкилирования бензола пропиленом. Для ведения технологического процесса узел алкилирования оснащен следующими средствами контроля и автоматики: 1.Автоматические регуляторы. Первичные приборы регуляторов расположены по месту, в непосредственной близости от отборных устройств. Вторичные приборы расположены на щитах управления в операторной. Каждый из регуляторов может быть использован как в автоматическом, так и в ручном режимах. 2. Автоматические регистраторы. Первичные приборы регистраторов расположены по месту в непосредственной близости от отборных устройств, вторичные – на щите управления в операторной, компьютер - в операторной цеха. 3.Предупредительная сигнализация. Предупредительная сигнализация технологических и общецеховых параметров автоматическим включением звукового (звонок или сирена) и светового (лампа или табло) сигналов на щите управления в операторной оповещает обслуживающий технологический персонал о приближении какого-либо технологического параметра к предельно допустимому значению или достижении каким-либо общецеховым параметром предельно допустимого значения. Непринятие мер обслуживающим технологическим персоналом может привести к нарушению норм технологического регламента, технологического режима или аварийной остановке. Применение средств дистанционного управления параметрами позволяет своевременно реагировать на изменение в рабочей среде аппаратов. Автоматическое регулирование ведется со щита, в операторном отделении, и, в аварийной ситуации, системой противоаварийной автоматической защиты. Управление технологическим процессом может осуществляться автоматически, а в случае неисправности возможно переключение полностью на ручное управление. 4. БЕЗОПАСНОСТЬ
ЖИЗНЕДЕЯТЕЛЬНОСТИ И ОХРАНА Главной задачей охраны труда является обеспечение здоровья и безопасности условий труда. В получении ИПБ используется бензол и другое сырье, представленное в таблице 4.1и 4.2. Таблица 4.1 Характеристика пожароопасных и токсичных свойств сырья, полупродуктов, готовой продукции и отходов производства.
Таблица 4.2
Изопропилбензол считается опасным в силу своих свойств: температура вспышки 34°С; температура самовоспламенения 424°С; область воспламенения 0,9 - 6,5 % об.; ПДК 50 мг/м3; класс опасности 4. Установка алкилирования бензола относится к пожаро-взрывоопасному производству, т.к. процесс ведется при высоких температурах и значительных давлениях в аппаратах и трубопроводах, высоких электрических напряжениях в высоковольтных электродвигателях насосов, при наличии горючих и токсичных нефтепродуктов и их паров, сероводорода, возможности образования взрывоопасных смесей паров нефтепродукта с воздухом и соединений, способных к самовозгоранию. Наиболее опасные места в цехе: - Катализаторное отделение И-14 - возможность выделения хлористого водорода, разлива бензола, воспламенения паров, взрыва. - Насосное отделение И-14 - возможность выделения бензола, реакционной массы алкилирования, пропан-пропиленовой фракции при нарушении герметичности аппаратов и трубопроводов. Создание взрывоопасных смесей паров и газов с воздухом может привести к взрыву, пожару. Возможны ожоги при попадании на тело и в глаза щелочи, алюмохлорида. - Наружная установка И-14 - возможность нарушения целостности трубопроводов, аппаратов в результате коррозии, прорыва на установку пропан-пропиленовой фракции, бензола, реакционной массы алкилирования. Наличие открытой отстойной ямы. Организация и проведение технологического процесса должны предусматривать: · устранение непосредственного контакта работающих с исходным сырьем, готовой продукцией, применяемыми реагентами, оказывающими вредное воздействие; · автоматизацию процесса; · герметичность оборудования; · применение средств защиты работающих; · своевременное удаление разливов нефтепродуктов и реагентов, являющихся источником опасных и вредных производственных факторов. Контроль параметров режима осуществляется по показаниям контрольно-измерительных приборов, правильная работа которых наряду с работоспособностью сигнализации и автоматической защиты обеспечивает безопасную эксплуатацию оборудования. Для контроля загазованности по нижнему концентрационному пределу воспламенения в производственных помещениях предусмотрены средства автоматического газового анализа с сигнализацией, срабатывающей при достижении предельно-допустимой величины. Во всех насосных цеха установлены сигнализаторы довзрывоопасных концентраций (СТХ-3У4): в отделении И-14 - 3 датчика, в отделении И-15 - 4 датчиков, в отделении И-15а - 1 датчик. При достижении концентрации взрывоопасных веществ 5-50 % от нижнего концентрационного предела воспламенения одновременно включается световая и звуковая сигнализация на устройствах защиты и сигнализации УЗС-10А в операторной И-14 и И-15 и по месту установки датчика, световая сигнализация перед входом в насосные, а также вытяжная аварийная вентиляция, сблокированная с сигнализаторами довзрывоопасных концентраций. При срабатывании любого датчика в насосной одновременно включаются все аварийные вентиляторы: в насосной И-14 - АВ-14-15-16-18-19-20-21; в насосной И-15 - АВ-10-11; в насосной И-15а - АВ-5. АВ-26 в катализаторном отделении включается вручную. Контроль за содержанием взрывоопасных и токсичных веществ в воздухе рабочей зоны производится согласно плану-графику контроля воздушной среды в производственных помещениях, утвержденному техническим директором ОАО "Омский каучук" и согласованному с ЦГСЭН. Охрана окружающей среды имеет большое значение, так как превышение концентраций многих веществ, применяемых на производстве, может привести к трагическим последствиям для окружающей среды и работников цеха. В цехе очень много точек выбросов веществ в окружающую среду, и поэтому основной целью, наряду с уменьшением себестоимости продукции, является снижение доли выбросов с производства. Таблица 4.1. Выбросы в атмосферу.
Таблица 4.2. Сточные воды.
Таблица 4.3 Жидкие отходы.
Уменьшение до или ниже регламентированного уровня (ПДК) или полная ликвидация загрязнения атмосферы наряду с другими технологическими показателями является одним из критериев качества работы установки. Для снижения выделения вредных выбросов в атмосферу предусматриваются следующие мероприятия: - строгий контроль над состоянием – торцевых и сальниковых уплотнений работающих насосов; - сброс воды, подаваемой на охлаждение насосов, а также воды после мытья полов насосных производится в промканализацию, оборудованную гидрозатворами. - обеспечение четкой и надежной работы приборов раздела фаз, сброс ливневых стоков с территории установки в промышленную канализацию. 5. ЭКОНОМИЧЕСКАЯ ОЦЕНКА ПРОИЗВОДСТВА АЛКИЛИРОВАНИЯ 5.1. Расчёт использования основных фондов Таблица 5.1. Расчёт режима работы оборудования
5.2. Расчёт численности рабочих и фонда заработной платы 5.2.1 Расчёт баланса рабочего времени
Номинальный фонд времени:
Эффективный фонд времени:
или 1454,2 часа Коэффициент невыходов:
Таблица 5.2 Баланс рабочего времени
Таблица 5.3. Численность рабочих
5.2.2. Расчёт годового фонда заработной платы 1) Среднечасовая тарифная ставка, рублей: 6-й разряд - 54 5-й разряд - 47 4-й разряд - 39 Среднечасовая ставка, 2) Фонд заработной платы по тарифу:
3) Премия, в размере 60%:
4) Доплата за работу в вечернее время, в размере 25%:
5) Доплата за работу в ночное время в размере 50%:
6) Основной фонд заработной платы:
(5.10) 7) Дополнительная заработная плата: 8) Общий фонд заработной платы:
(5.12) 9) Отчисления в фонд социального страхования в размере 27,5% от общего фонда:
5.3. Себестоимость 5.3.1. Расчёт затрат на реагенты и вспомогательные материалы для технологии Таблица 5.4 Вспомогательные материалы и реагенты
5.3.2 Расчёт затрат на энергоресурсы Таблица 5.5 Энергозатраты на производство ИПБ
5.3.3 Расчёт калькуляции себестоимости продукции Таблица 5.6 Калькуляция себестоимости продукции
5.3.4 Стоимость основных фондов Цех И-14-15 ОЗСК введен в эксплуатацию в 1966 году, реконструкции замены основного оборудования на предприятии не проводилось. На момент реконструкции стоимость основных фондов цеха составила 8742041 рублей. На проведение реконструкции необходимо затратить 7919870 рублей. Таблица 5.7 Затраты на реконструкцию установки
Таким образом, стоимость основных фондов после проведения реконструкции цеха И-14-15 составит 16661911 рублей. 5.4. Расчёт технико-экономических показателей 5.4.1. Годовая производительность по ИПБ: 125000 тон. 5.4.2. 5.4.3. Удельные капитальные вложения
5.4.4. (5.16) 5.4.5. (5.17) 5.4.6. примерно 85 дней или 3 месяца. Таблица 5.8 Технико-экономические показатели
ЗАКЛЮЧНИЕ При изучении производства изопропилбензола на ОАО «Омский каучук» была разработана структурная и технологическая схемы узла алкилирования бензола пропиленом в присутствии катализатора – хлористого алюминия. Также выявлены недостатки данного производства связанные с низкой регенерируемостью катализаторного комплекса; большое потребление воды, которое приводит к образованию химзагрязненных стоков; агрессивная среда каталитического комплекса вызывает коррозию аппаратуры; катализаторный комплекс является недостаточно стабильным и активным. В связи с этим необходимо искать другие технологические решения организации производства изопропилбензола. Следует отметить, что ряд недостатков можно избежать, если использовать в качестве катализаторов цеолиты и ионообменники. 7. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Б.Д. Кружалов «Совместное получение фенола и ацетона из кумола», М.: Гос. науч. изд-во хим. лит-ры, 1963 г, 236 с. 2. «Химическая энциклопедия» под редакцией А.М. Прохоров и др., М: Советская энциклопедия, 1988 г, 624 с. 3. В.С. Тимофеев, Л.А. Серафимов «Принципы технологии основного органического и нефтехимического синтеза», М.: Высшая школа, 2003 г, 536 с. 4. С.А. Ахметов, М.Х. Ишмияров, А.П. Веревкин, Е.С. Докучаев, Ю.М. Малышев «Технология, экономика и автоматизация процессов переработки нефти и газа», М.: Химия, 2005 г, 736 с. 5. И.И. Юкельсон «Технология основного органического синтеза», М: Химия, 1968 г. 6. И.В. Мозговой, А.Г. Нелин, Г.М. Давидан, Е.Д. Скутин «Технология нефтехимического синтеза. Мономеры», Омск, ОмГТУ, 2008г, 280 с. 7. «Химическая энциклопедия» под редакцией И.Л. Кнунянц, М: Советская энциклопедия, 1988г, 783 с 8.А.Г. Нелин, Г.М. Давидан, Л.Н. Олейник, Е.Д. Скутин «Основы проектирования химико-технологических процессов. Курсовое проектирование», Омск: ОмГТУ, 2008., 168 с. 9.А.Н. Плановский, В.М. Рамм, С.З. Каган «Процессы и аппараты химической технологии», М: Госхимиздат, 1962 г, 846 с. 10.А.К. Мановян «Технология первичной переработки нефти и природного газа», М: Химия, 2001 г, 569 с. 11. И.В. Мозговой, Г.М. Давидан, А.Г. Нелин, Е.Д. Скутин «Дипломное проектирование», Омск, ОмГТУ, 101 с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 (5.1)
(5.1) (5.5)
(5.5)