Дипломная работа: Реконструкция сталеплавильного производства ОХМК с целью производства трубных марок сталей повышенной прочностиДипломная работа: Реконструкция сталеплавильного производства ОХМК с целью производства трубных марок сталей повышенной прочностиПОЯСНИТЕЛЬНАЯ ЗАПИСКА К ДИПЛОМНОМУ ПРОЕКТУ на тему: "Реконструкция сталеплавильного производства ОХМК с целью производства трубных марок сталей повышенной прочности" Введение Детальные маркетинговые исследования на рынке металлопродукции убедительно показывают, что одним из перспективных направлений завоевания значительной рыночной ниши для целого ряда российских предприятий является производство высококачественной трубной заготовки, что в свою очередь потребует разработки и внедрения высоких технологий её производства. Это в первую очередь относится к комплексной внепечной обработке стали, где закладываются основные эксплуатационные характеристики готового металла. В настоящей работе поставлена задача на основе глубоких физико-химических исследований, использования последних достижений металлургической науки разработать технологию комплексного воздействия на металлический расплав в агрегатах типа АКОС и промковше МНЛЗ с целью получения в трубной стали сверхнизких содержаний вредных примесей ([0] 20 ppm; [N] 50 ppm; [H.B] < 20 ppm; [P] 70 ppm; [S] 20 ppm). Это позволит в значительной степени очистить межузлие решётки и границы зёрен, и тем самым достичь уникального уровня эксплуатационных характеристик готового металла. Данная задача будет решаться за счёт использования нетрадиционных рафинирующих шлаковых смесей с высокой сорбционной ёмкостью и регулируемым уровнем окисленности, воздействия вакуума и микролегирования высокоактивными элементами. Для точного регулирования и контроля окисленности рафинирующих фаз намечено использовать методы их электрохимического раскисления, а также применения датчиков активометров специально разработанной конструкции. Технология эффективного раскисления и микролегирования стали будет разработана на основе детального экспериментального изучения и компьютерного моделирования процессов образования, трансформации и удаления неметаллических фаз при расслоении металлических расплавов за счёт введения раскислетелей и легирующих элементов. Возможность успешного выполнения проекта базируется на достаточно плодотворных наработках кафедры ЭМСИФ МИСИС в указанных научных и технологических направлениях, сделанных в последние 10–15 лет и широко представленных в многочисленных публикациях в отечественных и зарубежных периодических изданиях, а также трудах международных конференций. Базовым предприятием для освоения и внедрения новой технологии комплексной внепечной обработки и разливки трубной стали может стать ОАО «НОСТА», где производство конкурентоспособной высококачественной трубной стали определено как наиболее приоритетное направление перспективного развития электросталеплавильного производства комбината. 1. Обоснование проекта 1.1 Описание предприятия 1.1.1 Анализ существующего положения ОАО «НОСТА» и ЭСПЦ Акционерное общество «НОСТА» (ОХМК), образованное на базе Орско-Халиловского металлургического комбината, является крупным металлургическим предприятием с полным металлургическим циклом. 5 марта 1955 года доменная печь №1 выдала первый чугун, и этот день стал датой рождения комбината. АО «НОСТА» (ОХМК) работает на базе уникального месторождения природнолегированной железной руды. В руде этого месторождения, кроме железа, содержатся такие ценные элементы, как никель, хром и кобальт. В этом же районе были найдены промышленные запасы известняка, никеля и огнеупорной глины. Сегодня АО «НОСТА» (ОХМК) – это высококачественный прокат, это около ста марок углеродистой, легированной и низколегированной стали, это единственный в мире хромоникелевый природнолегированный чугун, кокс и химическая продукция. Для принятия обоснованного решения по реконструкции ЭСПЦ необходим полный детальный анализ сложившегося положения на ОХМК и в ЭСПЦ в частности. На сегодняшний день Орско-Халиловский металлургический комбинат, являющийся крупным металлургическим предприятием, имеет в своем составе следующие основные цеха и производства: аглофабрику, коксохимическое производство, доменный цех (4 печи) (ДЦ), мартеновский цех (2 двухванных агрегата и 6 мартеновских печей) (МЦ), электросталеплавильный цех (ЭСПЦ), листопрокатные цеха 1 (стан 2800) (ЛПЦ-1) и 2 (стан 800) (ЛПЦ-2), сортопрокатный цех (стан 950/800) (СПЦ). Цифры представленные в табл. 1 полностью отражают возможные мощности цехов и сложившуюся на сегодняшний день ситуацию на ОХМК. Таблица 1. Производство основных цехов ОХМК на 01.01.99 г., тыс. т
Хотя на сегодняшний день объем производства не является основной характеристикой производства, эти цифры хорошо отражают возможности ОАО «НОСТА» при условии выпуска продукции высокого качества и конкурентоспособной на внутреннем и внешнем рынке. За 1997 год сортамент продукции прокатных цехов имел следующее распределение, тыс. т.: 1) ЛПЦ-1 производство составило: – штрипсы – 293,992; – толстый лист – 400,630; 2) ЛПЦ-2 производство полосы велось из углеродистых и низколегированных сталей; 3) СПЦ: сортамент продукции имел следующее распределение: – трубная заготовка – 234,430; – осевая заготовка – 55,085; – крупный сорт – 37,974; – балка – 5,216; – конструкционный сорт – 69,606; – заготовка для переката – 884,511. По сталеплавильному производству сложившееся положение можно оценить по цифрам отражающим наряду с объемом производства расходные коэффициенты металлошихты, угар железа и технологию разливки, эти данные приведены в табл. 2. Таблица 2. Характеристика производства стали на 1997 г.
Из представленных данных видно, что основная масса стали, выплавляемой на ОХМК, разливается в слитки, что приводит к высоким расходным коэффициентам на последующем прокатном переделе, и большим потерям металла с литниками и недоливками. В результате использования устаревшей технологии разливки, в слитки, имеются высокие расходные коэффициенты (РК) на станах и высокие сквозные расходные коэффициенты (СРК) по всему прокатному переделу: – в ОБЦ РК=1200–1290 кг/т; – в ЛПЦ-1 при 100 прокате из слитков РК=1290–1230 и СКР = =1510–1535 кг/т; – в ЛПЦ-2 при перекате катаной заготовки со стана 950/800 РК=1050–1075 и СРК=1226 кг/т; при прокате из слитка РК=1080–1100 и СРК=1250 кг/т; – в СПЦ при прокате из слитков РК=1060, из литой заготовки РК=1057 и СРК=1223 кг/т. Кроме того, отсутствие в сталеплавильных цехах современных технологий внепечной обработки и разливки стали, приводит к недостаточному качеству конечной продукции, что сказывается на ее конкурентоспособности, как на внутреннем, так и на внешнем рынках. В связи с этим основными направлениями развития производства на комбинате и в ЭСПЦ, в частности, должно быть внедрение и освоение новых технологий, дающих возможность производить высококачественную и конкурентоспособную продукцию. 1.1.2 Экономическое положение ОАО «НОСТА» (ОХМК) ОАО «НОСТА» (ОХМК) является одним из крупнейших металлургических мероприятий России. В рейтинге крупнейших компаний России за 1995 год по объёму реализации продукции ОАО «НОСТА» (ОХМК) занимает 23 место. В рейтинге крупнейших компаний России за 1995 год по рыночной стоимости (капитализации) на 1 июля 1996 года ОАО «НОСТА» (ОХМК) занимает 69 место. В связи с неразвитостью рынка ценных бумаг, продажа акций ОАО «НОСТА» (ОХМК) ограничивалось, оно попало в список 20 наиболее недооцененных инвесторами крупнейших акционерных обществ России. ОАО «НОСТА» (ОХМК) зарегистрировано в 1992 году с уставным капиталом 27244692 тыс. рублей. По балансу на 01. 01. 97 год стоимость чистых активов ОАО «НОСТА» (ОХМК) составляет 6272 млрд. рублей. Продукция комбината ориентированна в основном на внутренний рынок. Предприятие производит в больших объёмах товарный литейный чугун, трубную заготовку и штрипсы для трубных заводов, толстолистовой прокат для судо- и мостостроения, а также сосудов, работающих под давлением, фасонные и специальные профили для машиностроения и многочисленную другую продукцию. В настоящее время из-за отсутствия платёжеспособного спроса на рынке России, комбинат находится в тяжёлом финансовом положении. При расчётах предприятия с потребителями отсутствует поток «живых» денег и преобладает натуральный обмен. Для решения указанных проблем комбинат вынужден значительную часть своей продукции на мировом рынке. В 1996 году доля экспорта составила 33%; в 1997 году 57%, произведя при этом 2,5 млн. т стали. В течении многих лет ОАО «НОСТА» (ОХМК) является крупнейшим производителем металла для бесшовных труб и труб большого диаметра. Поставки металла для бесшовных труб ведутся с 1969 года. Максимально достигнутый объём поставок 826 тыс. тонн в год. В 1995 году продано 230 тыс. тонн, в 1996 году – 220 тыс. тонн. Возможности по производству в 1997 году – около 800 тыс. тонн. Поставки металла для электросварных труб большого диаметра ведутся с 1960 года. Максимальный объём поставок 1045 тыс. тонн в год. В 1995 году продано 294 тыс. тонн, в 1996 году – 265,5 тыс. тонн. На 1997 год возможности по производству – около 500 тыс. тонн. Если сравнивать комбинат с другими предприятиями отрасли, то видно, что перед многими из них ОАО «НОСТА» (ОХМК) имеет определённые конкурентные преимущества. К ним относятся следующие: * более 20% продукции комбината не имеет аналогов в России. Уникальным является производство природнолегированного хромоникелевого чугуна, штрипсов для труб в «северном» исполнении и некоторых других видов металлопродукции. * техническое оснащение, сортамент выпускаемой продукции, а также географическое местоположение комбината позволяет рассматривать вариант создания металлургического комплекса, который позволил бы обеспечить до 30% потребности РАО «Газпром» в трубах большого диаметра в «северном» исполнении категорий К-60 и более взамен поставляемых по импорту, а также обеспечить производство таких труб на других заводах листом толщиной свыше 15 мм. Создание трубного производства на комбинате позволит обеспечивать качественно новыми трубами и нефтяников. * 7. 12. 96 г. подписано распоряжение Председателя Правительства Российской Федерации №1808 – р о привлечении кредитных ресурсов ФРГ в сумме 216 млн. немецких марок, в том числе на оплату аванса в сумме до 33 млн. немецких марок из кредита КФВ на приобретение металлургического оборудования для осуществления программы реконструкции производства ОАО «НОСТА» (ОХМК). Основные экономические показатели ОАО «НОСТА» (ОХМК) представлены в табл. 3. Таблица 3. Основные экономические показатели ОАО «НОСТА» (ОХМК)
Основными причинами ухудшения финансового состояния являются: Реализация основной продукции и обеспечение поставок железно-рудного сырья, угля, железнодорожных перевозок и т.п. через многочисленные цепи коммерческих структур с потерей прибыли; Высокий уровень процентных ставок по взятым банковским кредитам, в связи с недостатком оборотных средств; Высокий уровень реализации металлопродукции по убыточным экспортным контрактам; Содержание убыточной непроизводственной сферы (комбинат является градообразующим предприятием). Программа оздоровления финансового состояния ОАО «НОСТА» (ОХМК) с организацией производства металлопроката и труб в «северном» исполнении позволят увеличить: * объём реализации продукции с 3163 млрд. руб. (1996 г.) до 6415 млрд. руб. (2001 г.), чистую прибыль с – 232 млрд. руб. до + 1160 млрд. руб. Названная программа разработана при участии «Ленгипромез» и немецкой консалтинговой фирмы «Roland Berger and Partner Gmbn». Проект также получил положительную экономическую оценку одного из основных потребителей продукции комбината – РАО «Газпром». Таким образом, возникшие на комбинате трудности носят временный характер и ОАО «НОСТА» (ОХМК) несомненно является инвестиционно привлекательным для стратегических инвесторов. 1.1.3 Система управления качеством На комбинате действует система управления качеством продукции, разработанная в соответствии с международными стандартами серии JSO 9000. Контроль технологии и качества продукции производят на всех переделах производства. Технологические параметры производственных процессов, результаты контроля и испытаний фиксируют в соответствующих документах, предусмотренных на каждом переделе. Действующая система управления качеством продукции гарантирует потребителю получение продукции в соответствии с его требованиями. 1.1.4 Внешнеэкономические связи АО «НОСТА» (ОХМК) поставляет на экспорт такие виды продукции, как прокат (толстолистовой и сортовой), чугун, продукцию коксохимического производства (сульфат аммония, каменноугольная смола, бензол) (табл. 4). Продукцию в основном поставляют на условии ФОБ, в порт Чёрного моря Новороссийск; на побережье Тихого океана: Находка, Восточный, Ванино, Владивосток; поставки также осуществляются через порт Санкт-Петербурга, порт Вентспилс Балтийского моря, порт Рига и др. Таблица 4. Экспортные поставки
1.1.5 Состав, работа и оборудование ЭСПЦ На сегодняшний день, в цехе стоят две дуговых электроплавильных печи емкостью 100 т, типа ДСП-100И6 с трансформаторами мощностью 75 МВА. Техническая характеристика электропечей приведена в табл. 5. Таблица 5. Техническая характеристика электропечей
Завод изготовитель печей П.О. «Сибэлектротерм». В цехе размещены одна четырехручьевая МНЛЗ для получения заготовки сечением (250х250) + (300х450) мм. Основные данные по МНЛЗ приведены в табл. 6. Таблица 6. Характеристика МНЛЗ
В рамках модернизации и расширения производства меткомбината «НОСТА» планирует использование новой МНЛЗ. Эта МНЛЗ представляет из себя одноручьевую слябовую установку с годовой производительностью 800000 тонн. Предполагаемая конструкция слябовой МНЛЗ – вертикальная с изгибом слитка и прямым кристаллизатором, имеющая шесть точек изгиба и четыре течки выпрямления. За счет этого возможно оптимальное снижение деформации, возникающей при изгибе и выпрямлении непрерывнолитой заготовки. Радиус разливки составляет 10.5 м, а оптимальное расположение роликов по схеме, разработанной специально для меткомбината «НОСТА», обеспечивает незначительные показатели деформации. Основные характеристики слябовой МНЛЗ: n средний вес плавки 120т; n пропускная способность промковша 118 т; n емкость промковша 25т; n коэффициент загрузки МНЛЗ 0.864; n число ручьев 1; n подготовительное время 55 мин; n производство на МНЛЗ в год 323 дней; n настыль в стальковше 2т; n головная обрезь 500 мм; n хвостовая обрезь 500 мм; n настыль в промковше 6 т; n скорость машины составляет 0,25- 2 м/ мин; n скорость ввода затравки 4,0 м/мин; n подготовительное время -55 мин; n ширина сляба -1200 мм; n толщина сляба -190; n Длина первичного и вторичного сляба 3,9–5,2 м, 1,3–2,6 м, соответственно. Установки стабилизации и доводки металла (УСДМ) устанавливаются за первой электропечью. На установках УСДМ выполняется следующий комплекс технологических операций: – продувка стали в ковше аргоном с целью выравнивания температуры и химического состава жидкой стали; – ввода в жидкий металл алюминия, порошкообразных реагентов и кусковых ферросплавов. За каждой электропечью сооружается свой газоотводящий тракт в составе: котла утилизатора, газоотводящих трубопроводов, установки газоочистки и дымососной установки. Газы, образующиеся в рабочем пространстве печи через специальное отверстие в своде направляются по системе газопроводов в котел-утилизатор. После охлаждения в котле-утилизаторе газы поступают на установку газоочистки, а затем с помощью дымососа выбрасываются в трубу. В состав каждой газоочистки электропечей 1 и 2 входят рукавный фильтр ФРО-20300–130–10, два дымососа ДН 24х2–0,62 с электродвигателем ДА 302–17–44/3 мощностью 530 кВт. Объем дымовых газов поступающих на каждую газоочистку составляет 600 тыс. м3/час. Очищенная газо-воздушная смесь выбрасывается в атмосферу через общую, для газоочисток организованных и неорганизованных выбросов от печей 1 и 2, дымовую трубу высотой 120 м, диаметром устья 9,6 м. Для улавливания неорганизованных выбросов отходящих от электропечей 1 и 2 предусматривается установка подкрышных зонтов над печами размерами в плане 15х27 м. От этих зонтов запыленный воздух направляется на газоочистку. Очистка запыленного воздуха предусматривается в электрофильтрах. На каждой газоочистке печей 1 и 2 устанавливается два электрофильтра типа ЭГА-2–48–12–8–3–330–5, два дымососа ДН-26–2–0,62 с электродвигателями 302–17–69–8/10У1 мощностью 100/500 кВт. Объем газов поступающих на каждую газоочистку составляет 1000 тыс. м3/час. Организованные и неорганизованные выбросы от печей будут проходить очистку от пыли в электрофильтрах. В состав газоочистки входят: – два электрофильтра ЭГА-2–78–12–8–3–33–5; – четыре дымососа ДН 26х2–0,62 с электродвигателями А302–17 – 69–8/10У1 мощностью по 1000/500 кВт. Объем дымовых газов, поступающих на газоочистку составляет 1600 тыс. м.3/час. Газо-воздушная смесь от организованных и неорганизованных выбросов после очистки выбрасывается в атмосферу через общую дымовую трубу высотой 120 м и диаметром устья 9,6 м. Остаточная запыленность газов не более 100 мг/м3. Для улавливания неорганизованных выбросов от печей также предусмотрена установка подкрышного зонта. В состав газоочистки входят два дымососа ДН-221 с электродвигателем ДА 30–12–55–8/10 м-У1 мощностью 160/180 кВт. Объем газов, поступающих на газоочистку составляет 200 тыс. м.3/час. Уловленная в электрофильтрах пыль системой транспортеров подается в сборный бункер. В состав электросталеплавильного цеха входят следующие производственные отделения: – главное здание; – термоотделочное отделение; – отделение первичной переработки шлака; – шихтовый пролет. Для обслуживания электросталеплавильного цеха созданы следующие вспомогательные цехи, отделения и сооружения: скрапоразделочное отделение, сблокированное с шихтовым пролетом; совмещенный склад ферросплавов и сыпучих с отделением приготовления порошков и смесей; отделение пакетировки скрапа 2; административно-бытовой корпус; столовая; эскпресс-лаборатория; лаборатория контроля макроструктуры; зарядная станция; цех ремонта металлургического оборудования; трансформаторно-масляное хозяйство; объекты энергетического хозяйства; объекты масляного хозяйства цеха; участок утилизации пыли; ремонтно-механическая мастерская; электроремонтная мастерская; участок шиберных затворов; хранилище жидкого стекла. Описание производственных отделений, вспомогательных цехов и сооружений приводится ниже. Главное здание принято в составе пяти пролетов: шлакоуборки, загрузочного, печного, разливочного, МНЛЗ и передаточного; с главным зданием блокируется здание термоотделочного отделения. Термоотделочное отделение располагается в пролетах: термообработки, склада литой заготовки и пролете зачистки заготовки. Главное здание и здание термоотделочного отделения выполнены в металле. Принятая схема шлакоуборки через специальный пролет обеспечивает разделение грузопотоков стали и шлака, что имеет существенное значение, при намеченном использовании в шихте электропечей окатышей, повышающих выход шлака в 1,8–2 раза сравнительно с работой печей на скрапе. Пролет шлакоуборки имеет ширину 18 м и длину 336 м. В пролете размещаются стенды для шлаковых ковшей емкостью 16 м3 и укладываются тупиковые железнодорожные пути для транспортировки шлаковых ковшей в отделение первичной переработки шлака. На балконе с отметкой 8,0 м, выступающем в пролет, располагаются печи для нагрева ферросплавов, промежуточные бункера для ферросплавов, бункера для крупнокусковых ферросплавов, платформенные весы 3,2 т.с. Под рабочей площадкой размещаются вспомогательные помещения (сантехнические, электротехнические, насосные, конторки). Пролет обслуживается двумя литейными кранами грузоподъемностью 100+20 т.с. Для ремонта кранов в пролете предусмотрены кран-балки грузоподъемностью по 5 т.с. Принятая в проекте схема подачи сыпучих в электропечи представляет собой единую автоматизированную линию с непрерывным транспортом от отделения сыпучих материалов, до загрузки этих материалов в печь, что потребовало изменения расположения оборудования по сравнению с ранее выполненными проектами ЭСПЦ отечественных заводов. В отличие от действующего ЭСПЦ ЧерМЗ, расходные бункера размещаются в отдельном загрузочном пролете и предусмотрена подача сыпучих материалов из этих бункеров по системе транспортеров и течек непосредственно в рабочее пространство электропечи. В загрузочном пролете размещаются бункера для сыпучих материалов, окатышей, ферросплавов и заправочных материалов. Пролет имеет рабочие площадки с отметками +8,0 м. и 16,85 м.; 21,525; 26,85; 30,25. Ширина пролета – 12 м. Основная рабочая площадка (на отметке 8 м) предназначена для обслуживания дуговых электропечей и для перемещения по ней мульдозавалочной машины с ферросплавами и некоторыми видами шлакообразующих материалов, для которых необходимо осуществить перед вводом в печь нагрев или прокаливание. Кроме указанных машин, по этой площадке перемещаются самоходные машины для скачивания шлака, заправки печей и две тележки грузоподъемностью 10 т для передачи заправочных машин из пролета шлакоуборки в печной пролет. По торцам пролета предусмотрены грузопассажирские лифты. Пролет обслуживается кран-балками грузоподъемностью 3,2 т.с. и 10 т.с. В печном пролете установлены две электропечи емкостью 100 т с трансформаторами мощностью 75 МВА. Печи оборудованы устройствами для ввода сыпучих материалов через свод и установками для улавливания и очистки газов. У печей размещены печные подстанции, установки по вводу ферросплавов в сталеразливочный ковш и другое вспомогательное оборудование и сооружения. В торце пролета со стороны печи №1 предусмотрены ремонтные места сводов печей, установка для сушки сводов, место ремонта футеровки съемного кожуха печи, а также бункер для выбивки сводов. В другом торце пролета размещен второй бункер для выбивки сводов. Для движения сталевозов по оси каждой печи уложены тупиковые железнодорожные пути широкой колеи. С целью герметизации от дыма и шума печной пролет изолирован от других пролетов стенами. Агрегат комплексной обработки стали (АКОС) размещен в печном пролете за печью №2. Сооружение АКОС в печном пролете обеспечивает возможность использования для него загрузочного пролета для размещения в нем бункеров для хранения сыпучих и ферросплавов, которые подаются по конвейерам в ковш при внепечной обработке. Пролет оборудован тремя литейными кранами грузоподъемностью 180+63/20 т с со скоростью главного подъема 8 м/мин. Для ремонта кранов предусмотрены кран-балки грузоподъемностью 10 тс. Над сталевозными путями напротив первой электропечи размещается установка стабилизации и доводки металла в ковше (УСДМ). В осях колонн 11–21 сооружены, над которыми на рабочей площадке установлены поворотные стенды для передачи ковшей со сталью на МНЛЗ и аварийные емкости. Для уборки скрапа, образующегося при разливке стали, предусмотрен вывод в пролет двух ширококолейных путей для тележки подачи бадей. В пролет выведен также ширококолейный путь для сталевоза АКОС. В пролете предусмотрены участки и оборудование для текущего обслуживания сталеразливочных ковшей, стенды для установки шиберных затворов. Пролет имеет ширину 30 м и оборудован тремя литейными кранами грузоподъемностью 180+63/20 тс и двумя консольными кранами грузоподъемность 5 тс, с вылетом стрелы 6 м. Для ремонта кранов в пролете предусмотрены кран-балки грузоподъемностью 10 тс. В пролете размещаются две МНЛЗ, а также основное оборудование по ремонту промежуточных ковшей, установки для сушки промковшей и стопоров, растворные узлы, установки по выдавливанию «козлов», поворотные стенды для ломки футеровки и машина наливной футеровки промковшей. Пролет оборудован передаточной тележкой для транспортировки порожних сталеразливочных ковшей из пролета МНЛЗ в разливочный, а также других грузов. Здесь размещаются встроенные технологические помещения МНЛЗ. Пролет имеет ширину 30 м и оборудован двумя мостовыми кранами грузоподъемностью 100+20 тс и двумя мостовыми кранами грузоподъемностью 30/5 тс. Для обслуживания ремонтов МНЛЗ над участками вторичного охлаждения, правильной машины, газорезки и транспортно-уборочной линии предусмотрена установка кранов грузоподъемностью 10 тс. Эти краны перемещаются поперек пролета и имеют выход в передаточный пролет. Для ремонта технологических кранов предусмотрены кран-балки грузоподъемностью 2 тс и 3 тс. Организация загрузки корзин скрапом и передача загруженных корзин к электропечам является одним из факторов определяющим производительность электропечей. Негабаритный и легковесный стальной лом намечается подавать только в скрапоразделочный пролет, а габаритный тяжеловесный скрап, как привозной, так и скрап прокатных цехов в оба пролета: скрапоразделочный и шихтовый. Существующая подготовка лома позволяет обеспечить завалку электропечи двумя корзинами, которые по условиям обеспечения высокой производительности электропечей должны подаваться к электропечам одновременно к началу завалки. В связи с этим, загрузка обоих корзин должна осуществляться практически одновременно. В одном пролете выполнить загрузку обоих корзин можно лишь при условии одновременной работы двух кранов и загрузки скрапа с помощью контейнеров емкостью 14 м3 с дошихтовкой и корректировкой веса скрапом из закромов, с помощью магнита подвешенного на малом крюке специального мостового крана грузоподъемностью 30/15 тс. Контейнера со скрапом из скрапоразделочного пролета передаются в шихтовый пролет на самоходных рельсовых тележках грузоподъемностью 150 тс. С целью уменьшения дополнительных операций по передаче контейнеров из скрапоразделочного пролета в шихтовый, а также крановых операций по перестановке контейнеров в шихтовом пролете с задалживанием кранов на этих операциях, предусмотрен вывод ширококолейных путей для самоходных тележек грузоподъемностью 150 тс в скрапоразделочный пролет. По условиям загрузки достаточно иметь один путь для подачи корзин на каждую электропечь, но, учитывая возможные аварии с весами и самоходными тележками, предлагается резервный путь для передачи корзин со скрапом к электропечам, соединяющий скрапоразделочный и разливочный пролет. Тележка, установленная на этом пути, может быть использована также для передачи скрапа, образующегося при разливке стали, в скрапоразделочный пролет на переработку. Взвешивание корзин со скрапом производится на платформенных весах грузоподъемностью 125 т.с. Взвешенные корзины с помощью самоходных тележек передаются в печной пролет главного здания к проемам в рабочей площадке и с помощью мостовых кранов грузоподъемностью 180+63/20 тс транспортируются к электропечам для завалки. Сыпучие материалы из совмещенного склада поступают в загрузочный пролет по двум конвейерам с шириной ленты 1000 мм в расходные бункера емкостью 24 м3 и 18 м3. Окатыши в загрузочный пролет поступают по транспортерной галерее в расходные бункера объемом 24и 35 м3. Дробленые ферросплавы в загрузочный пролет из склада ферросплавов поступают по транспортерной галерее. Ферросплавы и сыпучие материалы, которые необходимо перед вводом в печь нагреть или прокалить, подаются в промежуточные бункера, а затем в мульды. Мульды с ферросплавами напольными мульдозавалочными машинами грузоподъемностью 3,2 тс транспортируются к двухкамерным печам для нагрева. После нагрева или прокаливания этими же машинами ферросплавы передаются к электропечам или АКОС. Технологические порошки и смеси для использования на установках АКОС и УСДМ подаются в главное здание следующим образом: молотая известь – пневмотранспортом, ферросилиций и силикокальций в смеси с инертными материалами в пневмонагнетателях емкостью 1 м3 – автотранспортом, остальные – в камерных насосах автотранспортом. Сыпучие материалы и окатыши из расходных бункеров загрузочного пролета при помощи системы взвешивания конвейерами подаются непосредственно в печи через течки закрепленные на порталах электропечей. Технологические порошки из расходных бункеров подаются на установки приготовления смесей, оснащенные весовыми дозаторами и планетарно-шнековыми смесителями. Каждая смесь готовится непосредственно перед вдуванием и выгружается в пневмо-нагнетатель, при помощи которого транспортируется газом – носителем в ковш. Смеси, содержащие ферросилиций и силикокальций, вдуваются в нейтральной среде. Управление работой смесительных установок и пневмонагнетателей производится из пульта управления. Ввод сыпучих материалов в электропечь осуществляется системой конвейеров и течек. Скачивание шлака из электропечей производится в шлаковые ковши емкостью 16 м3 установленные на самоходных шлаковозах под электропечами. Наполненные шлаком ковши транспортируются в шлаковый пролет, где переставляются краном на шлаковозы уравновешенной системы, где шлак сливается и поливается водой. Охлажденный шлак отгружается экскаваторами на автомашины для отправки из цеха. Шлаковые ковши после слива шлака из них предусматривается опрыскивать известковым молоком на специальной установке. Известковое молоко приготавливается лопастной мешалкой. Известь на установку подается автомобилем. Твердый шлак из разливочных ковшей выгружается в разливочном пролете в шлаковые ковши установленные на стендах. Заполненные твердым шлаком ковши передаются в шлаковый пролет по специальному тупиковому железнодорожному пути. Подготовка разливочных ковшей к последующим плавкам и подогрев ковшей осуществляется в разливочном пролете. Графитированные электроды со склада ферросплавов подаются в печной пролет автотранспортом в контейнерах. Мостовым краном грузоподъемностью 180+63/20 тс контейнеры с электродами подаются к станкам для свинчивания электродов. Ремонт сводов электропечей осуществляется вне печей на специально отведенных участках, там же производится изготовление футерованной части сводов, подготовка растворов, выбивка футеровки сводов. С целью облегчения проведения ремонтов стен, на всех электропечах кожухи предусмотрены съемными. Схема завалки электропечей принята из расчета обеспечения минимальной продолжительности этой операции. При выпуске очередной плавки из электропечи две корзины со скрапом (завалка + подвалка) должны быть выставлены на рабочую площадку. Во время заправки печи вторым завалочным краном корзина со скрапом подается к электропечи. После завалки скрапа в печь порожняя корзина ставится на самоходную тележку. На вторую самоходную тележку ставится порожняя корзина после подвалки предыдущей плавки. Выпуск стали из электропечей производится в сталеразливочные ковши, установленные на самоходных сталевозах, с помощью которых ковши со сталью транспортируются в разливочный пролет. После внепечной обработки стали разливочный ковш этим же краном подается на поворотный стенд МНЛЗ для разливки стали на литую заготовку. При разливке стали на МНЛЗ ковши со сталью с помощью поворотных стендов передаются в пролет МНЛЗ и устанавливаются над промковшами. Управление шиберными затворами разливочных ковшей принято дистанционное, а управление стопорными механизмами промковшей – ручное. Подготовка промковшей производится в пролете МНЛЗ, где расположены и установки для наборки и сушки стопоров промковшей. Доставка огнеупоров в пролеты главного здания предусмотрена в контейнерах автотранспортом из склада огнеупоров. Принятая схема размещения МНЛЗ позволяет вести разливку стали на машинах при работе двух дуговых электропечей по периодическому режиму разливки одиночных плавок, в режиме разливки «плавка на плавку» двух плавок и в длительном режиме разливки «плавка на плавку». Литая заготовка, полученная на МНЛЗ, рольгангами транспортируется в термоотделочное отделение. Все заготовки клеймятся в торец. В печи замедленного охлаждения заготовки подаются с помощью толкателей. Заготовки длиной 6 м подаются в один ряд, длиной 3,5 м – в два ряда. Передача заготовок от печей замедленного охлаждения в складской пролет производится рольгангами и с помощью сталкивателей, которые выдают заготовки на приемные стеллажи. Со стеллажей заготовки снимаются кранами с подхватами и укладываются на складские площади для охлаждения. После остывания до температуры 20–40 от заготовок отбираются темплеты для лабораторных испытаний, а заготовки передаются на абразивные зачистные станки для стопроцентного осветления «змейкой». Осветленные заготовки проходят стопроцентный осмотр и разметку выявленных дефектов. Все заготовки, прошедшие осмотр, передаются самоходными тележками в зачистной пролет, где заготовки, требующие устранения дефектов, зачищаются на абразивных станках. После зачистки заготовки объединяются с заготовками, не требующими ремонта в общих штабелях, расположенных на складских участках. По мере надобности заготовки грузятся в железнодорожные вагоны, взвешиваются и передаются в прокатные цехи. На случай аварийной остановки одной из печей замедленного охлаждения предусмотрена возможность передачи заготовок в складской пролет, минуя печи, для чего запроектированы выводы рольгангов от всех трех МНЛЗ в пролет термоотделения, а также предусмотрены сталкиватели и приемные стеллажи. При этом охлаждение заготовок производится на открытом воздухе в штабелях. 1.1.6 Реконструкция ОАО «НОСТА» Учитывая эту ситуацию, в ОАО «НОСТА» (ОХМК) проводится комплекс работ по улучшению качества стали, используемой для изготовления труб, так и по организации их производства. В комплекс этих работ входят: – разработка новых марок стали класса K60, K70, K80 и выше взамен производимых в настоящее время; – разработка новых и совершенствование существующей технологии производства стали для труб; – разработка и освоение на комбинате собственного производства труб большого диаметра для магистральных газонефтепроводов. Разрабатываемая технология изготовления сварных горячедеформируемых труб, принципиально отличающаяся от всех существующих, позволяет обеспечить однородность свойств металла по всему периметру и толщине стенки, ликвидировать механическую и структурную неоднородность сварного соединения, свести к минимуму значения остаточных напряжений, изготавливать трубы с геометрическими параметрами, удовлетворяющими все требования потребителя. Исходя из требований потребителей труб и государственных органов, при внедрении нового производства горячедеформируемых труб, будут введены в стандарты и технические условия новые дополнительные нормативные требования: – определение стабильности механических свойств сварного шва по длине трубы; – гарантия соотношения предела текучести к временному сопротивлению DT/DB < 0,8; – гарантированный срок эксплуатации труб не менее 20 лет, за счёт покрытий и качества металла; – проведение обязательной сертификации труб на безопасность; – гарантированный коэффициент запаса прочности не менее 2,6 и ряда других требований. Предполагаемая область использования сварных горячедеформированных труб имеет довольно широкий спектр: – обсадные; – бурильные; – насосно-компрессорные; – трубопроводы различного назначения; – заготовки для цилиндров нагруженных насосов, пневмоцилиндров. Согласно новой технологии определили сортамент труб со следующими параметрами: – диаметр, мм 60…168 – толщина стенки, мм 3,5…14 Реализацию проекта предусмотрено провести на основе ресурсосберегающей технологии в действующем цехе с широкополосным универсальным станом «800». В результате резкого снижения затрат на производство и обеспечение конкурентоспособности на внутреннем и внешнем рынках целесообразно и технически возможно использование продукции стана «800» в собственном глубоком переделе при производстве сварных труб малого и среднего диаметров. Принятые организационная и технологическая схемы, позволяющие реализовать проект, предусматривают проведение работ в три основных этапа: 1. Создание оборудования непрерывной линии по освоению производства гладких сварных горячедеформированных труб; 2. Создание дополнительного оборудования поточных линий отделки с освоением производства высокопрочных труб нефтяного сортамента с нарезными высаженными концами, производства муфт, ниппелей, колец и т.п.; 3. Создание оборудования поточных линий для производства прецизионных холоднодеформируемых труб, а также отводов, тройников. Таким образом, освоение новой технологии производства труб на ОАО «НОСТА» (ОХМК) предусматривает: – решение проблемы изготовления труб с высокими потребительскими свойствами; – сокращение закупок труб по импорту; – расширение поставок труб на экспорт; – улучшение внутрихозяйственной деятельности предприятия и создания условий по организации дополнительных рабочих мест. В технологической линии стана «2800» смонтирована новая установка ультразвукового контроля немецкой фирмы «Нукем». Установка будет обеспечивать контроль по всей площади листа с выдачей информации о наличии и расположении выявленных дефектов на экран дисплея. Листы с дефектами, превышающими установленные нормы, будут обрабатываться и переводится в другие категории качества. В соответствии с современными требованиями к прокатной продукции ультразвуковой контроль является обязательным при аттестации и сертификации листовой стали и служит одним из основных элементов технологии её производства. Поэтому новая установка позволяет выпускать продукцию, отвечающую требованиям мировых стандартов качества. 24. 02. 97 года подписан контракт между ОАО «НОСТА» (ОХМК) и немецкой фирмой «Маннесманн Демаг Хюттентехник» на поставку российским металлургам оборудования комплекса по производству штрипсов для труб в «северном» исполнении на сумму 216 млн. немецких марок. Инвестиционный проект указанного комплекса предусматривает сооружение в электросталеплавильном цехе современной высокотехнологической установки «ковш-печь» производительностью 850 тыс. тонн жидкой стали в год, обеспечивающей выпуск стали с содержанием серы не более 0,005% и слябовой МНЛЗ производительностью 800 тыс. тонн слябов в год, а также модернизацию оборудования стана «2800», которая обеспечит производство штрипсов для труб большого диаметра в «северном» исполнении. Реализация проекта позволит начать выпуск в России труб большого диаметра для магистральных газонефтепроводов высокого давления в «северном» исполнении, которые в настоящее время приобретаются по импорту. В электросталеплавильном цехе введена в эксплуатацию установка «ковш-печь» №1 производительностью 450 тыс. тонн стали в год, Оборудование установки изготовлено в АО «Сибэлектротерм». В комплексе с установкой «ковш-печь» будут внедрены новая технология футеровки сталеразливочных ковшей и современные огнеупорные материалы для её изготовления, которые будут поставлены по контракту с австрийской фирмой «Файнч-Радекс». Реализация этого проекта обеспечит повышение стойкости футеровки сталеразливочных ковшей с 20 плавок до 100 плавок при эксплуатации ковшей без установки «ковш-печь» и с 20 плавок до 40 плавок при эксплуатации ковшей на установке «ковш-печь». Проведение реконструкции и технического перевооружения сталеплавильного производства имеет целью снижение общих производственных издержек производства стали, что окажет позитивное влияние на экономические показатели комбината, а также создаст предпосылки для производства импортозаменяющей продукции. Для достижения указанных целей в начале нового тысячелетия предусмотрены следующие мероприятия: – реконструкция существующих электросталеплавильных печей с увеличением их ёмкости до 130 т. и доведением годовой производительности до 1,5 млн. т.; – реконструкция блюмовой МНЛЗ №1 для повышения производительности и улучшения качества металла; – сооружения нового отделения непрерывной разливки стали и агрегата «ковш-печь» в мартеновском цехе; – сооружение к 2003 г. одной двухванной электросталеплавильной печи годовой производительностью 1,5 млн. т. взамен двухванных и мартеновских печей. В ближайшем будущем в связи с необходимостью обновления существующих и строительством новых магистральных газонефтепроводов ожидается оживление российского рынка труб большого диаметра. Комбинат намерен занять свою нишу на рынке труб большого диаметра, для чего предусматривается производство двухшовных прямошовных электросварных труб в «северном» исполнении с наружной изоляцией, предназначенных для строительства наземных, подземных и подводных газонефтепроводов всех категорий надёжности, рассчитанных на давление 5,4 – 7,4 МПа. Сооружение нового трубоэлектросварочного цеха производственной мощностью 500 тыс. т. труб в год создаст условия для выпуска высокорентабельной продукции, которая может быть полностью реализована на рынке России по конкурентоспособным ценам /2/. 1.2 Комплексное рафинирование металла с целью получения ультранизкого содержания вредных примесей и существенного повышения эксплуатационных характеристик готового металла 1.2.1 Рафинирование металла от азота Известно, что наличие азота в металле вызывает понижение пластичности при деформации, повышение твёрдости, пределов текучести и прочности, связанных с деформационным старением и охрупчиванием. Поведение азота при выплавке стали с использованием металлического лома в шихте изучали многие исследователи, которыми установлено, что после проплавления шихты и проведения окислительного периода концентрация азота зависит от химсостава стали, конкретных условий ведения плавки и от количества окисленного углерода. При выпуске расплава из печи и его продувке происходит значительное повышение концентрации азота на 0,002 – 0,004%. Это связано с взаимодействием расплава с атмосферой и увеличением интенсивности поступления азота из шлака в металл. Следует отметить, что при более низких температурах выпуска расплава из печи (<1640 °С), средний прирост содержания азота 0,001 – 0,002% был существенно ниже, чем при температурах выше 1640 °С 0,002 – 0,0035% /3/. В процессе разливки опытных плавок на УНРС концентрация азота возрастала на 0,002 – 0,004%. Таким образом на последующих стадиях процесса, начиная с выпуска в ковш и заканчивая разливкой металла, происходит значительное увеличение содержания азота в сталях. Продувка стали аргоном – один из самых распространённых способов внепечного рафинирования. Одной из задач продувки является снижение содержания газов в металле – кислорода и азота. При дегазации раскисленной стали удаление азота при всех способах нестабильно и незначительно, при продувке стали на воздухе или в вакууме содержание азота изменяется на 8 – 13% /3/. Дегазация нераскисленных сталей практически не сопровождается удалением азота до момента ввода раскислителей, после чего начинается период деазотации, что объясняется образованием нитридов титана и алюминия и их удалением пузырьками аргона. Однако удаление азота в процессе продувки расплава аргоном неэффективно даже при использовании большого (более 2 м3/т) расхода аргона. Более целесообразно, по данным многочисленных исследований, обработка стали в вакууме, так как основным назначением процесса внепечного вакуумирования является дегазация металла – снижение содержания азота и водорода. При вакуумной обработке стабильно достигается низкая концентрация водорода, отвечающая близкому парциальному давлению водорода в газовой фазе. Снижение азота при его исходном содержании 0,003 – 0,006% незначительно и составляет в среднем 4%, а при более высоком содержании 0,015 – 0,028% составляет 15 – 29%. Таким образом, снижение азота зависит от его исходного содержания, а конечная концентрация не достигает расчётных значений, отвечающих закону Сивертса. Обобщающий анализ данных показал, что снижение концентрации азота достигает лишь 10 – 20% при вакуумировании частично или полностью раскисленного металла. Более высокое (до 40%) снижение концентрации азота наблюдали только при вакуумной обработке нераскисленного металла /3/. Исследователи объясняют это удалением азота с оксидом углерода, образующегося при взаимодействии углерода и кислорода. В тоже время удаление азота из нераскисленного металла должно тормозиться наличием растворённого кислорода. Кислород, являясь поверхностно-активным элементом, защищает металл от насыщения азотом. Поэтому более позднее раскисление расплава алюминием способствует получению в металле низкой концентрации азота, что необходимо учитывать при выборе оптимального режима раскисления для снижения азотации металла в процессе внепечной обработки. В этой связи необходимо рассматривать процесс удаления азота из нераскисленного металла с пузырьками СО, а после раскисления с поверхности взаимодействия металл – газовая фаза. 1.2.2 Использование порошковой проволоки Современное сталеплавильное производство должно располагать техническими средствами для осуществления вторичной (внепечной) обработки жидкого металла с целью его рафинирования от вредных примесей и придания расплаву необходимых свойств, обеспечивающих требуемый высокий уровень показателей качества металлопроката, труб и метизов. Из многообразия существующих технологических процессов ковшевой металлургии (вакуумирование, рафинирование газами, шлаками и др.) достаточно эффективным является процесс внепечной обработки стали и чугуна оболочковой порошковой проволокой (ПП), не требующий сложного оборудования, дополнительных производственных площадей и значительных капиталовложений. В настоящее время АО «ЧМЗ», ОАО «ЧСПЗ», АО «Тенакс» (г. Ногинск) выпускают по разработанным техническим условиям проволоку со следующими наполнителями: силикокальций, алюмокальций, магний, магний с кальцием, кальций, графит, титан, серный колчедан и др. Помимо известных, ЦНИИЧерметом созданы новые виды наполнителей порошковой проволоки из оксидов ниобия или ванадия с восстановителями, позволяющие осуществить прямое микролегирование стали ниобием или ванадием в процессе внепечной обработки. Частичная замена ферросплавов на оксидно-восстановительные смеси наполнителей ПП обеспечивает снижение энергетических и материальных затрат в производстве. Наибольшее распространение получила обработка стали ПП с кальций содержащими наполнителями для модифицирования, десульфурации и улучшения разливаемости стали, повышения её механических свойств и обрабатываемости на станках. Эффективность использования кальция при обработке металла для десульфурации кальцийсодержащей ПП выше, чем при продувке порошком SiCa в 1,5 – 2,0 раза./4/. Меньший расход кальция при использовании порошковой проволоки позволяет получить большую степень десульфурации, чем при продувке порошком силикокальция. Комбинированная технология обработки металла порошком силикокальция и CaAl ПП заметно повышает степень десульфурации рекомендована для получения (при необходимости) стали с пониженным содержанием серы (менее 0,006%) /4/. Проведённые исследования показали, что обработка расплава кальцийсодержащей порошковой проволокой преобразует неметаллические включения в глобулярные алюминаты кальция, в том числе с сульфидной оболочкой, и снижает общий уровень загрязнённости металла неметаллическими включениями. 1.2.3 Рафинирование металла порошкообразными материалами Процессы удаления фосфора и серы из стали протекают на границе раздела металл – шлак. Одним из эффективных способов, обеспечивающих высокую поверхность взаимодействия металл – шлак, является вдувание в жидкий металл порошкообразных материалов. Взаимодействие металла со шлаковой фазой при вдувании легкоплавких шлаковых смесей включает следующие стадии: 1) проникновение газопорошковой струи в металл, во время которого происходит расплавление порошковой смеси и формирование первичных шлаковых капель; 2) всплывание шлаковых капель из металла на его поверхность; 3) эмульгирование формирующегося и предварительно сформированного шлака вдуваемой газопорошковой струёй с образованием вторичных шлаковых капель; 4) взаимодействие металла со шлаковым слоем на его поверхности. Указанные стадии протекают параллельно. Расчётные и экспериментальные данные показали, что при вдувании легкоплавких шлаковых смесей процессы удаления фосфора и серы протекают преимущественно на поверхности контакта эмульгированных в металле первичных и вторичных шлаковых капель /5/. Снижение вязкости шлака и увеличение и его поверхностного натяжения приводит к уменьшению размера эмульгированных шлаковых капель, время пребывания которых в металле при этом возрастает из-за более медленного всплывания. Это ведёт к повышению времени контакта t0 и степени завершённости диффузии примеси в шлаковых каплях, что увеличивает массу поглощаемой шлаком примеси и снижает её конечное содержание в металле. Следовательно, повышение эффективности процессов дефосфорации и десульфурации стали, связано, прежде всего, с выбором шлаковых смесей, формирующих хорошо эмульгируемые шлаки с низкой вязкостью и высоким поверхностным натяжением, при вдувании которых в жидком металле образуются шлаковые капли малого размера. Это повышает степень завершённости диффузии примеси в шлаковых каплях и, следовательно, увеличивает полноту использования рафинирующей способности шлака, что приводит к достижению высокой скорости и полноты процессов дефосфорации или десульфурации. 1.2.4 Анализ металловедческих данных о влиянии уровня содержания вредных примесей на служебные свойства стали Переход к рыночным отношениям, неплатежеспособность потребителя, падение спроса на металлургическую продукцию в стране и усиление конкуренции ставят перед металлургами задачу по повышению качества стали, удовлетворяющего требованиям потребителей внутри Росси и зарубежных заказчиков. Предъявляемые к трубам большого диаметра для транспортировки нефти и газа требования неуклонно возрастают в связи с увеличением транспортируемых объёмов при одновременном обеспечении высокого уровня безопасности. Эксплуатационная надёжность трубопроводов оценивается в первую очередь, исходя из расчётов их прочностных характеристик, к которым относятся: предел текучести, предел прочности, относительное удлинение при рабочих температурах и давлениях, достаточная вязкость и стойкость к хрупкому разрушению, а также свариваемость в полевых условиях. В настоящее время для производства газопроводных труб диаметром (1020–1420) мм. используется ряд низколегированных сталей (10ГСБ, 09Г2С, 17Г1С, 10Г2СБ) класса прочности К 70 (согласно международному стандарту). Анализ показывает, что указанные свойства стали определяются прежде всего химическим составом и степенью чистоты, которые должны быть отрегулированы в ходе ведения сталеплавильных процессов, а также достижения микроструктуры, зависящей от технологии прокатки и термообработки. Проведено большое количество исследований по выявлению влияния примесных элементов – серы, фосфора, азота и водорода на прочностные характеристики трубных сталей и определены пределы их допустимого содержания, исходя из требований в отношении указанных свойств. Наиболее радикальными путями повышения ударной вязкости и снижения анизотропии вязких свойств в низколегированных сталях, особенно подвергаемых прокатке по контролируемым режимам является снижение содержания серы и модифицирование сульфидных включений. Для получения удовлетворительных показателей вязкости и пластичности трубной стали содержание серы в ней должно составлять 0,003–0,006% /6,7/. Для сталей эксплуатируемых в условиях севера, а также сталей с повышенным сопротивлением растрескиванию в серосодержащей среде и повышенной стойкостью к водородному растрескиванию, предъявляются требования весьма низкого содержания серы: 0,001% и ниже /8,9/. В настоящее время трубная сталь, производимая на отечественных предприятиях, содержит 0,006–0,012% серы. Фосфор также отрицательно влияет на хладостойкость стали. Охрупчивающее влияние фосфора проявляется в ослаблении межкристаллических связей в результате обогащения границ зёрен элементарным фосфором и образованием неметаллических включений фосфидной эвтектики. Проведённые исследования показали, что для сталей класса прочности К60-К 70 содержание фосфора должно составлять 0,010%, для сталей категорий прочности К 80-К 100 нужно иметь более низкое содержание фосфора /10,11/. Снижения отрицательного влияния фосфора можно достигнуть связыванием его в интерметаллидные соединения. Избыточное содержание азота в стали приводит к понижению предела текучести и временного сопротивления, к тому же он является основной причиной старения малоуглеродистых сталей. В стали производимой в электропечах содержится 0,008–0,012% азота. Поскольку азот является трудноудалимой примесью, его отрицательное влияние можно нейтрализовать путём введения микродобавок титана или другого нитридообразующего элемента для получения высокопрочных нитридов. При этом достигается в первую очередь повышение вязких свойств сталей. Но для сведения вредного влияния азота к минимуму желательно получать сталь с содержанием этого элемента £ 0,004% /11,12/. Водород слабо влияет на ударную вязкость и хладноломкость. Из низколегированных сталей он относительно легко удаляется благодаря повышенной диффузии. Однако при повышенном содержании водорода в стали наблюдается так называемое водородное растрескивание. Для предотвращения этого явления (особенно в трубах с большой толщиной стенки) желательно, чтобы содержание водорода в стали не превышало 0,00015%. Стали не обладающие повышенной стойкостью к водородному растрескиванию содержат 0,0003–0,0004% водорода /6,11/. Большое влияние на качество металла оказывает количество и морфология неметаллических включений (НВ). Отмечается отрицательное влияние НВ на хладостойкость, вязкость разрушения при отрицательной температуре и усталостные свойства. Наиболее неблагоприятными являются сульфиды и оксиды, особенно если они вытянутой формы. Наличие в стали силикатов и алюминатов также снижает вязкость, а такие включения как высокопрочные нитриды на вышеуказанные свойства практически не влияют /13/. Средний объёмный процент включений в трубных сталях составляет 0,036–0,065%. Примерно 60–70% из них составляют сульфиды, 10% алюминаты, 10–15% сложные оксиды и около 5–7% сульфоалюминаты /7,14/. Количество крупных включений (диаметром от 40 мкм и более) составляет примерно 3 шт./см2, из них 98% сульфиды и только 2% оксиды /9/. Основная масса включений, образующихся в жидкой стали имеет размер 1–15 мкм. Часть включений образуется уже в твёрдой стали, их диаметр, как правило, не превышает 1 мкм. Включения размером более 100 мкм являются экзогенными /15/. Проведённые исследования по влиянию количества и формы сульфидов на величину ударной вязкости для стали 09Г2ФБ показали, что в сочетании с глубокой десульфурацией эффект обработки стали модифицирующими элементами может быть очень высоким. Модифицирование приводит к сфероидизации сульфидных включений. В стали не обработанной модификаторами включения имеют форму строчек протяжённостью 100–300 мкм, а в обработанной стали их диаметр не превышает 10 мкм. Основная доля НВ в стали модифицированной РЗМ имеет размер 3–4 мкм, а в стали обработанной кальцием – 5–6 мкм /7/. Радикальным способом удаления из стали мелких 3–10 мкм включений является фильтрация керамическими фильтрами. Степень рафинирования при такой технологии составляет 40–50% /16/. Затруднительным является удаление включений размером < 2 мкм, хотя скопления именно таких включений часто обнаруживаются в местах хрупкого разрушения образцов /14/. В настоящее время штрипс, производимый в странах СНГ, содержит суммарное количество вредных примесей (серы, фосфора, азота, водорода) на уровне 0,03–0,04%, что в значительной степени влияет на выход годного металла труб, снижение их служебных характеристик и конкурентоспособности на мировом рынке. Для удовлетворения современных требований необходимо разработать новые технологии внепечной обработки стали, при которых количество вредных примесей в готовом металле не будет превышать величины 0,0045–0,010% /17/. Проведённый анализ
литературных данных позволяет заключить, что разрабатываемая в дипломе
комплексная технология рафинирования металла должна позволять получать в
готовом металле содержание вредных примесей на уровне ([0] 2. Техника производства 2.1 Разработка конструкции агрегата АКОС 2.1.1 Расчёт технических характеристик агрегата «ковш-печь» с вакууматором Для откачки газов из агрегата «ковш – печь», а также для создания необходимого разряжения применяется энжекторный насос. 1. Водород уменьшается с 5 см3/100 г. до 2 см.3/100 г. Следовательно выделяется VН2 = 3 м.3 водорода. 2. Содержание азота сокращается на 15%. [N2]н = 0,08% VN2 = где М – масса плавки, т.; МN2 – молярная масса азота, г./моль; [N]н – начальная концентрация азота, %. 3. Содержание углерода уменьшается на D[C] = 0,05% VCO = где МСО – молярная масса угарного газа, г./моль; МС – молярная масса углерода, г./моль. 4. Продувку аргоном ведём в течении 20 мин. с интенсивностью 0,05 м.3/(мин. т.) VAr = 5. Объём отходящих газов составляет
где åV – суммарный объём отходящих газов, м.3; åV = 3 + 9,6 + 93,3 + 100 = 205,9 м.3 Рабочий насос обеспечивает вакуумное давление ртехн = 10 мм. рт. ст. (0,013 атм.) 1. Скорость откачки газов:
где Q – общее количество газов в единицу времени, м.3/мин.; S0 – скорость откачки объекта, м3/(атм.×мин.). Преобразуя предыдущую формулу получим: м.3/(атм.×мин.) Начальное давление насоса ph = 1 атм. Коэффициент
где Qmax – максимальная массовая производительность насоса, м.3/мин. м.3/мин. 2. Пропускная способность системы от входа в насос до вакуумной камеры определяется по формуле:
где U – пропускная способность системы.
3. Выбрав по паспорту насос и его характеристики следует провести проверочный расчёт: проверить какое остаточное давление газов (рост) обеспечивает этот насос и сравнить его с заданным значением ртехн.
Объём ковша, занимаемый металлом:
где VK – объём ковша, занимаемый металлом, м.3; H – высота металла в ковше, м.; Dср – средний по высоте диаметр металла, м. По практическим соображениям принимаем H/Dср = 0,9.
Для 100 т металла объём ковша:
где m – масса металла, т; d – плотность жидкого металла, т/м.3.
H=0,9×2,8=2,5 м. В выбранной технологии необходимо подогревать в АКОС металл с 1863 К до 1953 К. До той же температуры будет нагреваться шлаковая смесь CaO (40%) – Al2O3 (40%) – TiO2 (20%) массой 1,5 т и аргон, удельный расход которого составит 175 м3/т. Также следует учесть тепловой эффект реакции с алюминием, расход которого составляет 120 кг на всю плавку. Номинальная мощность трансформатора находится: , где S – полная мощность трансформатора, МВ×А; P – мощность, поступающая из сети, МВт; l – коэффициент мощности. По данным завода l = 0,8 Мощность поступающая из сети находится: , где РДУГ – мощность дуг, МВт; hЭ – электрический к.п.д. В расчёте примем hЭ=0,8 /20/. Мощность дуг находится по формуле: , где РПОЛ – полезная мощность, МВт; РТП – мощность тепловых потерь, МВт. По данным /20/ для 150 т ковша РТП = 4,5 МВт. Произведя пересчёт для 100 т ковша, получим:
Полезная мощность находится по формуле: , где WПОЛ – полезная энергия, МДж; t – время обработки, с. Время обработки выбирается из расчёта времени нагрева 2 -3 К/мин. Примем t = 35 мин. Полезную энергию находим из формулы: , где Мi – масса i – го компонента, т; Сi – теплоёмкость i – го компонента, МДж/т×К; DТi – температура, на которую нагреваем, К; DHi – тепловой эффект раскисления металла алюминием, МДж/т. Данные по Сi и DHi приняты по данным /21/. WПОЛ = 100×0,65×90 + 1,5×(0,764×0,4 + 0,775×0,4 + 0,619×0,2)×1660 + 175×1,78×103×0,52×1660 – – 11,37×103×0,12 = 6585 МДж МВт МВт Из проведённого расчёта видно, что существующий на агрегате «печь ковш» АО «НОСТА» трансформатор с SН = 16 МВ×А вполне удовлетворяет выбранной технологии. 2.2 Разработка конструкции промковша МНЛЗ 2.2.1 Рафинирование металла в ковше Требования к чистоте стали, по неметаллическим включениям продолжают повышаться. Традиционные методы ковшевой металлургии не решают проблемы глубокого рафинирования стали от мелких (< 10 – 20 мкм.) неметаллических включений. После раскисления и внепечной обработки в жидкой стали остаётся много включений, которые в следствии своей малости не имеют собственного вектора скорости, поэтому находятся во взвешенном состоянии и длительное время участвуют в конвективном движении в месте с металлом. При охлаждении металла уменьшается величена константы реакции раскисления и в металле выделяется из раствора дополнительное количество неметаллических включений, тоже в основном мелких. Таким образом, перед кристаллизацией в стали накапливается значительное количество мелких включений. Только за счёт их удаления, возможно повысить степень чистоты стали по общему содержанию кислорода, так как включения, образующееся в процессе кристаллизации, в большей степени своей остаются в слитке /16/. Перед кристаллизацией металла для дополнительного удаления включений можно применять только их флотацию и фильтрование из расплава, что особенно важно при переносе окончательного раскисления и легирования ближе к стадии затвердевания, например, в промежуточный ковш и кристаллизатор при непрерывной разливке. В технологической литературе появился термин «условия для качества», под которым понимают следующие основные критерии /22/: 1). Устранение внешних источников загрязнения металла (взаимодействие с воздухом, разрушение футеровки ковша, попадание в промежуточный ковш шлака из сталеразливочного ковша); 2) обеспечение условий для выделения и удаления неметаллических включений, что вязано с увеличением времени «отстоя» металла, рациональной организацией потока металла, сведение к минимуму мёртвых зон, организацией фильтрации металла и т.п.; 3) разработка и введение ряда вспомогательных технологических операций, таких как усовершенствование системы подачи металла в ковш, использование подогревающих устройств, введение в ковш добавок, продувка газами, контроль металла и шлака и др. В отличии от рафинирования в сталеразливочном ковше промежуточный ковш является агрегатом проточного типа; время прохождения металла в нём лимитируется скоростью разливки. Качество конечного продукта может ухудшаться, при прохождении потока жидкой стали через промежуточный ковш из-за нежелательных характеристик потока. А именно: – недостаточное время нахождения разливаемой стали в промежуточном ковше, не позволяющее неметаллическим включениям всплыть на поверхность ванны; – волнообразная поверхность металлической ванны, увеличивающая площадь поверхности реагирования стали с окружающей атмосферой. Это приводит к повышенным теплопотерям и, повторному окислению жидкой стали; – наличие зон застоя, ухудшающих химическую гомогенность и теплообмен, приводящий, к неустойчивости температуры стали, выходящей с промежуточного ковша. /23/ Так как реакция раскисления не достигает равновесия, кроме оставшихся включений в металле много растворённого кислорода – потенциального источника образования новых включений при охлаждении и кристаллизации. Часть не очень мелких включений (50 мкм.) можно удалить путём флотации мелкими пузырьками газа. При продувке аргоном стали 08Ю через погружаемую фурму с пористой вставкой, по сравнению с продувкой через цилиндрическое сопло, количество неметаллических включений уменьшилось на 42% в результате диспергирования газового потока. Продувка металла аргоном в промежуточном ковше мелкими пузырьками через пористые блоки также снижает количество более крупных включений на 50%; мелкие включения при этом не удаляются /24/. Радикальным способом удаления из стали самых мелких включений может быть фильтрация керамическими фильтрами. Метод фильтрации широко применяется при производстве алюминия, никеля, в литейном производстве. При выплавке стали, эта технология в настоящее время интенсивно развивается, однако остаётся ещё много нерешённых проблем. Особенно сложными являются условия работы фильтра, при непрерывной разливке стали. Фильтр должен выдержать без механических разрушений и коррозии всю серию плавок, разливаемых последовательно, «плавка на плавку», т.е. сотни тонн металла, и при этом сохранить пропускную и ассимилирующую способность. Поэтому в этом случае применяются лишь фильтры с внутренней фильтрующей поверхностью, где размеры каналов или открытых пор намного больше, чем самое крупное включение. /16/. Установка перегородок с отверстиями, организующими восходящие и перекрёстные потоки металла под оптимальными углами, а также размещение в перегородках фильтров увеличивает степень рафинирования, число крупных включений (>100 мкм.) становится в 8 – 10 раз меньше. /23/ Для рафинирования металлических расплавов применяются различные типы фильтров: сетчатые, экструзированные, пенокерамические и зернистые. При этом рафинирующий эффект фильтрования жидких металлов проявляется как в снижении содержания химически связанной части примеси в виде неметаллических частиц, так и очистке расплавов от сверхравновесно растворённой части примеси. /25/. Имея развитую поверхность, фильтры создают значительную площадь для задержания включений – особенно мелких. Для жидкой стали, нашли применение канальные, пенные и насыпные фильтры. Сечение фильтров определяется количеством подлежащей фильтрации жидкой стали и заданной степенью её чистоты, толщина фильтра обусловлена напором жидкого металла. В промышленных условиях (ККЦ – 2 НЛМК) проведено рафинирование стали 08Ю и 08ПС в 23-т. промежуточных ковшах УНРС путём флотации включений из потоков металла, организованных перегородками с различным видом перепускных отверстий. И путём фильтрования через пенно-канальные и ячеисто-канальные фильтры, установленные в отверстиях перегородок (фильтры производит НПО «Стройкерамика»). Степень рафинирования оценивали по содержанию общего кислорода или неметаллических включений в пробах металла до и после воздействия. Результаты исследования представлены в табл. 7. Пено-канальные фильтры оказывают рафинирующее воздействие при фильтрации малых порций металла, коэффициент фильтрации составляет 13 – 53%. /23/.
где h[O] – коэффициент фильтрации, %. [O]НАЧ – содержание кислорода до воздействия, %; [O]КОН – содержание кислорода после воздействия, %. Установка перегородок с перепускными отверстиями даже простейшей формы приводит к получению более чистого металла. Перегородки выполняли изогнутой формы против направления потока металла, при этом стойкость их возрастала. Таблица 7. Результаты полупромышленных исследований
Лучшие показатели получены в случае установки в качестве модификаторов потока пластин из ячеистого пенокорунда. Они одновременно формируют потоки металла в ковше к поверхности раздела со шлаком и создают каналы прямоугольной формы со значительно развитой ячеистой фильтрующей поверхностью. Для обеспечения высокой эффективности фильтрации необходимы, во-первых, активная по отношению к неметаллическим включениям данного типа поверхность фильтрации и, во-вторых, максимальное число столкновений включений с фильтрующей поверхностью. /16/. Таким образом, флотация и фильтрация включений при обработке металла в промежуточном ковше определяются целым рядом одновременно действующих факторов /22/: 1. Размерами включений, их составом (и температурой плавления) и плотностью. 2. Способностью включений к укрупнению. 3. Величинами межфазного напряжения на границах металл-включение и шлак-включение. 4. Интенсивностью перемешивания ванны и характером движения металла. 5. Физическими характеристиками металла и шлака (состав, температура, вязкость). 6. Физическими характеристиками и составом контактирующей с перемешиваемым металлом твёрдой поверхности футеровки ковша, перегородок, фильтровальных отверстий и т.д. Вывод: 1. Конструкция промежуточных ковшей претерпевает серьёзные изменения: увеличиваются ёмкость ковшей, глубина ванны металла, широкое распространение получает практика устройства перегородок, порогов, конструкций для флотации включений путём продувки инертными газами, а также для фильтрации включений и др. 2. Низкоуглеродистый металл, раскисленный алюминием, поступающий на разливку, имеет содержание кислорода значительно выше равновесного, что является источником образования включений при охлаждении и кристаллизации металла. 3. Дополнительное рафинирование расплава от неметаллических включений целесообразно проводить в промковше путём флотации и фильтрации. 4. Дальнейшее повышение чистоты стали достигается применением пено- или ячеисто-канальных фильтров в отверстиях перегородок. /23/ 2.3 Определение окисленности металлических и шлаковых расплавов Окислительно-восстановительный потенциал является одной из главных характеристик металлургических систем. Это определяет важность информации о значениях РО2 металлических и шлаковых расплавов для анализа и контроля процессов выплавки и внепечного рафинирования стали. Наиболее перспективным способом определения окисленности расплавов на сегодняшний день несомненно является метод электродвижущих сил с использованием твёрдоэлектролитных кислородных концентрационных элементов. Он обладает рядом существенных преимуществ перед другими методами и отличается возможностью измерения РО2 в широких пределах во всех фазах пирометаллургических процессов. В основе данного метода лежит измерение электродвижущей силы, возникающей в кислородном гальваническом элементе: Ме / фаза1 (РО21) // твёрдый электролит // фаза2 (РО22) / Ме, где РО21 и РО22 – парциальные давления кислорода в фазах, разделённых твёрдым электролитом (фаза 2 – электрод сравнения). Согласно Вагнеру э.д.с. этого элемента определяется формулой: , где F – число Фарадея (96487 Дж/В·моль); ti – доля ионной проводимости твёрдого электролита. Для случая чистой ионной проводимости твёрдого электролита (ti = 1) имеет место формула Нернста: При высоких температурах и низких парциальных давлениях кислорода, характерных для металлургических процессов, в твёрдом электролите наряду с ионной может появиться электронная проводимость (а при высоких РО2 – и дырочная проводимость). В этом случае доля ионной проводимости не равна единице и зависит от Т и РО2: , где Ре – параметр, характеризующий долю электронной проводимости твёрдого электролита и равный парциальному давлению кислорода, при котором ti = 0,5 Уравнение Шмальцрида справедливо при условии РО22 > Ре > РО21 и является основной расчётной формулой для определения уровня окисленности расплава /26/: Процессы растворения активных металлов в синтетических шлаковых расплавах изучали с применением метода э.д.с. с твёрдым электролитом. В качестве твёрдого электролита применяли колпачки из ZrO2, стабилизированного Y2O3, которые были разработаны кафедрой металлургии стали МИСиС совместно с предприятием «Эмитрон» и ЦНИИЧМ. Колпачки имели следующие размеры: внешний диаметр – 0,004 м., длина – 0,04 м., толщина стенки – 0,001 м. Электродами сравнения служили смеси Mo (50%) – MoO2 (50%) или Cr (90%) – Cr2O3 (10%), приготовленные из химически чистых оксидов хрома и молибдена (Cr2O3 и MoO3), порошкообразного молибдена марки МЧ и электролитического хрома. Подготовленные электроды сравнения помещают в твёрдоэлектролитные колпачки, свободный объём которых для предотвращения окисления металлов заполняли порошком стабилизированного диоксида циркония, а затем замазывали смесью этого порошка с жидким стеклом. Токосъёмник с электрода сравнения бал изготовлен из молибденовой проволоки диаметром 0,004 м. и защищён алундовой трубкой для предотвращения возможного влияния градиента концентрации кислорода на границе шлак-газ на величину измеряемой э.д.с. Электрическая цепь имеет вид: Mo / Mo, MoO2 // ZrO2 (Y2O3) // шлак / Mo При достижении температуры опыта (1873 ± 10) К и ее стабилизации в расплав одновременно опускают два электрохимических датчика и после установления постоянного значения э.д.с. в шлак вводят добавку раскислителя, энергично перемешивая при этом расплав молибденовым токосъёмником. Показания датчиков и термопары непрерывно записываются на диограмные ленты трёх автоматических потенциометров КСП-4 со специально разработанными высокоомными приставками, обеспечивающими повышение выходного сопротивления серийного прибора с 2,5·104 до 106 Ом (точность фиксирования сигнала ± 5 мВ). Кроме того периодически замерят значение э.д.с. при помощи цифрового вольтметра Щ-68003 с точностью ± 0,1 мВ. По величине э.д.с. электрохимической цепи рассчитывают равновесное парциальное давление кислорода исследуемого шлакового расплава (РО2 в пузырьке газа, мысленно помещённого в объём расплава и приведённого с ним в равновесие) по формуле Шмальцрида. Основной методической трудностью при использовании твёрдоэлектрических датчиков для измерения окисленности шлаковых расплавов является, как уже отмечалось, взаимодействие материала электролита с жидким шлаком и неконтролируемое вследствии этого изменение доли ионной проводимости твёрдого электролита, а также создание диффузионного потенциала на границе оксид-оксид. Для устранения этих эффектов колпачки из ZrO2 покрывали слоем металлического молибдена толщиной 20 – 30 мкм. путём высокотемпературного вжигания. Результаты проведённых опытов показали, что датчики с таким покрытием и без него в изучаемых оксидных расплавах дают практически одинаковые показания в пределах ошибки эксперимента (< 10% отн.). Заметные расхождения в измеряемых значениях э.д.с. наблюдали только при достижении очень низкого уровня окисленности шлака (РО2 < 10-12 Па) /26/. Использование кислородных датчиков позволяет контролировать окисленность стали, управлять процессом раскисления, экономить раскислители, давать информацию о глубине рафинирования стали от неметаллических включений и при необходимости, например при выплавке высокочистой стали, применять дополнительные способы снижения количества неметаллических включений путём флотации и фильтрации. 3. Спецчасть 3.1 Физико-химический расчёт рафинирования металла нетрадиционными шлаковыми смесями от серы и азота 3.1.1 Цель работы Рассчитать сульфидную и нитридную ёмкости нетрадиционных шлаковых смесей, в состав которых входит TiO2. Оптимальный состав и расход шлаковой смеси, необходимый для оптимального (с технологической и экономической точки зрения) рафинирования металла от серы и азота. 3.1.2 Теоретические основы Существуют различные способы борьбы с серой, а вот с азотом возникают проблемы. Так американские исследования фирмы «ФРУЭХЕН» показали, что даже в вакууме удалить больше (10 – 15)% азота не удаётся. И лишь если концентрация серы в металле < 0,003% можно удалить больше азота. Разработки последних лет российских, японских и американских учёных показали, что обработка металла шлаковыми смесями, с высокой нитридной ёмкостью и низкой окисленностью, позволяет удалить до 40% азота из низколегированных марок стали. Так в США используют шлаковые смеси с высоким содержанием TiO2 и BaO (до 45% – 50% каждого). В следствии этого эти смеси имеют высокую стоимость, а также при высоком содержании TiO2 титан восстанавливается и переходит в металл. В проекте выбраны и рассчитаны шлаковые смеси с низким содержанием TiO2 (от 10% до 30%) Основными уравнениями данного расчёта являются уравнения коэффициентов распределения серы и азота:
где (С) – концентрация серы в шлаке, %; [S] – концентрация серы в металле, %; LS – коэффициент распределения серы; СS – сульфидная ёмкость шлака; PO2 – парциальное давление кислорода, атм.; fS – коэффициент активности серы; Т – температура металла, К. DG = – 72000 – 9,92×T (2) lgLN = lgCN –3/4×lgPO2 +lgfN + 850/T + 0,905, (3) где СN – нитридная ёмкость шлака; LN – – коэффициент распределения азота. Сульфидная ёмкость шлака определяется через оптическую основность шлаковой смеси./27/: LgCS = где l – оптическая основность смеси. Нитридная ёмкость шлака определяется через оптическую основность смеси /28/: LgCN = 9,087 – 27,67l (5) Величина оптической основности смеси определяется по следующей формуле:
где li – оптическая основность компонента; Ni – эквивалентные катионные доли компонентов. Эквивалентные катионные доли находим по уравнению:
где Vi – заряд аниона в компоненте; ni – число анионов в компоненте; xi – мольная доля компонента. Мольная доля компонента находится:
где (%)i – содержание компонента в смеси, %; Мi – молярная масса i-го компонента. Основными реакциями для расчёта парциального давления кислорода является: 2 [Al] + 3 [O]
= (Al2O3) lgK1 = 1/2O2(г) = [O] DG2 = – 117000 – 2,89×T
где К1 – константа равновесия первой реакции; [Al] – концентрация алюминия в металле, %; a(Al2O3) – активность Al2O3 в шлаке; К2 – константа равновесия второй реакции. LgK2 = – DG2/(2,3×R×T) (10) Коэффициенты активности серы и азота находят из выражения: lgfi где еij – параметр взаимодействия; [j] – концентрация j-го элемента в металле, %. Зная коэффициенты распределения серы и азота, мы можем найти степень рафинирования металла от этих примесей по выражению:
где Ri – степень рафинирования от i-го элемента, %; mшл – масса шлаковой смеси, кг/т металла; mМе – масса металла, кг. 3.1.3 Постановка задачи Рассчитать степень рафинирования металла от серы и азота нетрадиционными шлаковыми смесями, в составе которых есть TiO2 3.1.4 Описание алгоритма 1. Для расчёта необходимо ввести химический состав металла, который будем рафинировать; состав шлаковой смеси, температуру металла. 2. Определим мольные доли компонентов по формуле (8). 3. Рассчитаем эквивалентные катионные доли по уравнению (7). 4. Вычисляем оптическую основность смеси по формуле (6). 5. Рассчитываем сульфидную и нитридную ёмкости шлаковой смеси по формулам (4) и (5) соответственно. 6. Определяем по формулам (10) и (9) парциальное давление кислорода. 7. По выражению (11) находим коэффициенты активности серы и азота. 8. Подставляя найденные значения в уравнение (3) определяем коэффициент распределения азота. 9. Подставляя (2) в (1) и используя результаты предыдущих расчётов по уравнению (1) находим коэффициент распределения серы. 10. Задаваясь расходом шлаковой смеси на 1 т. металла, по выражению (12) находим степень рафинирования металла от серы и азота. 11. Зная цены отдельных компонентов (табл. 8), рассчитываем стоимость 1 т. заданной шлаковой смеси по формуле: Ц = åЦi×Сi, (13) где Ц – цена шлаковой смеси, $/т.; Цi – цена отдельных компонентов смеси, $/т.; Сi – доля компонента в смеси. Таблица 8. Стоимость основных компонентов
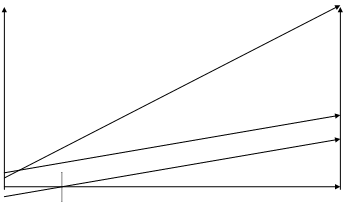
12. Зная расход шлаковой смеси на 1 т. металла рассчитаем, сколько она внесёт в себестоимость 1 т. металла: Цуд = mшл×Ц, (14) где Цуд – цена шлаковой смеси на 1 т. стали, $/т.; mшл – расход шлаковой смеси на 1 т. стали, т./т. 13. В одной системе координат строим графики зависимостей: а). RS = f (mшл, (%)TiO2); б). RN = f (mшл, (%)TiO2). По данной математической модели была написана компьютерная программа «DIPL.PAS», позволяющая произвести расчёты оптимального состава нетрадиционной шлаковой смеси, для совместного рафинирования от серы и азота, а также выбрать оптимальный с технологической точки зрения расход этой шлаковой смеси. Результаты расчётов в ПРИЛОЖЕНИИ 1. В табл. 9 и табл. 10, а также на рис. 1 представлены общие результаты проведённых расчётов по десульфурации и деазотации металла на агрегате «ковш-печь». Таблица 9. Степень десульфурации
Таблица 10. Степень деазотации
Из рис. 1 видно, что оптимальным составом шлака является шлаковая смесь с содержанием TiO2 20% и расходом (12,5 – 15) кг/т Полученные результаты позволяют сделать вывод о целесообразности разработки данной технологии обработки металла нетрадиционными шлаковыми смесями.
Рис. 1 3.2 Расчёт дефосфорации в печи Анализ процесса дефосфорации стали на основе рассмотренной физико-химической модели свидетельствует о том, что для достижения максимальной скорости и полноты удаления фосфора из металла в шлак применяемая для вдувания шлаковая смесь с использованием традиционных металлургических материалов должна содержать оксиды кальция, железа и фторид кальция в определённом соотношении. /5/. Были проведены лабораторные и промышленные эксперименты в 10 – 20 тонных основных дуговых печах. Для вдувания применяется шлаковая смесь из 65% извести, 25% железной руды и 10% плавикового шпата в количестве 2,5 – 3% массы металла с размером частиц £2 мм. Порошки вдувают после расплавления шихты при температуре металла £ 1540–1560 °С. Интенсивность вдувания порошков в металл должна составлять ³ 5 – 5,5 кг./мин. на 1 т металла при давлении транспортирующего газа (кислорода) в камерном питателе ³ 0,5 – 0,6 МПа. После окончания вдувания шлаковой смеси осуществляется продувка металла чистым кислородом под давлением 0,7 – 1,0 МПа. до заданного содержания углерода. Выплавка конструкционных легированных сталей по указанной технологии позволяет за 5 – 6 мин. вдувания порошков снизить концентрацию фосфора в металле до следов и получить его содержание в готовой стали £ 0,005%. После вдувания шлаковой смеси последующая продувка ванны чистым кислородом не приводит к восстановлению фосфора из шлака в металл. Наблюдаемое увеличение содержания фосфора в готовой стали до 0,003 – 0,005% связано с последующим восстановлением фосфора из остатков окислительного шлака, футеровки печи и поступлением его из раскислителей и ферросплавов для легирования стали в восстановительный период плавк. /5/. В проекте дефосфорация производится шлаковой смесью (табл. 11): Таблица 11. Химический состав смеси
Исходные данные для расчёта: – СР – фосфидная ёмкость смеси, СР=1020; – РО2 – парциальное давление кислорода, РО2=10-10 атм.; – Т – температура металла, Т=1823 К Расчётный состав стали 10Г2СФБ в табл. 12. Таблица 12. Химический состав стали 10Г2СФБ, %
1. Коэффициент распределения фосфора находим по формуле: lgLP = lgCP + 5/4×lgPO2 + lgfPT – 7325/T – 0,99, где LP – коэффициент распределения фосфора; fPТ – коэффициент активности фосфора при температуре не равной 1873 К. LgfР где [j] – концентрация j-го компонента стали, %. fP – коэффициент активности фосфора при температуре 1873 К. lgfP = 0,13×0,1 + 0,12×0,35 – 0,032×1,5 = 0,007 lgfpT= lgfpT= fPT = 1 lgLP = lg1020 +5/4×lg10-10 +0,0072 – 7325/1823 – 0,99 = 2,5 LP = 316,2 2. Расчёт степени дефосфорации проводим по формуле:
Результаты расчёта приведены в табл. 13 Таблица 13. Степень дефосфорации
3. Вывод Так как расчёты исходят из условия равновесия в системе, а в печи равновесия нет, то следует полученные результаты перемножить на некоторый коэффициент приближения реальных условий к равновесным. Принимаем Кпр=0,8. Фактическая степень дефосфорации представлена в табл. 14 Таблица 14. Фактическая степень дефосфорации
3.3 Раскисления алюминием в ковше Трубная сталь очень чувствительна к неметаллическим включениям (НВ), особенно к Al2O3. Как известно чем меньше концентрация кислорода в металле, тем меньше образуется НВ, но если они образуются, то лучше всего в жидком металле, где есть возможности для их удаления. Расчёт выполнен по компьютерной программе «RASK». Марка стали: 10Г2СФБ Число компонентов сплава (не считая основы): 5 Расчет проводится по реакции: m[R]+n[U]=RmUn где R – раскислитель или легирующий (Al, Ti, Si и др.) U – примесь (O, N, S, P и др.) Химический символ элемента R: AL Химический символ примеси U: O Коэффициенты реакции: m=2 n=3 Т=1873 К Константа равновесия реакции: lg K=14.02 Концентрации легирующих элементов (% масс.): C – 0.1 Mn – 1.5 Si – 0.35 В табл. 15 представлены параметры взаимодействия. Таблица 15. Параметры взаимодействия
Результаты расчётов: С = -13,8 Д = -11,61 Р = 13,6751 [AL] min=2,24645e-05% [AL] max =0,782444% [AL] o = 0,0748139% [O] min = 0,000304264% В табл. 16 представлены результаты расчёта. Таблица 16. Раскисление алюминием
На рис. 2 представлена кривая раскисления по результатам расчёта. 3.4 Экологические аспекты технологии 3.4.1 Энергоэкологический анализ Принципиально важно учитывать, что использование конечной продукции ТЭС – электроэнергии приводит к дополнительному загрязнению природной среды. При выражении электроэнергии в единицах первичного условного топлива (1 кВт×ч=0,35 кг у. т.) приведённая масса выбросов, образовавшихся в электроэнергетике, примерно равна, прив. кг/т у.т.: М=525×ТУ.Э., где ТУ.Э. – расход электроэнергии, т у. т. Приведённая масса вредных веществ в сбросах электроэнергетики составляет около 5% от приведённой массы вредных веществ в выбросах. Произведём расчёт сокращения выбросов и сбросов за счёт сокращения расхода электроэнергии. Весь расчёт производится на 1 т стали. Экономия электроэнергии составляет: DW=0,708–0,623=0,085 тыс. кВт×ч DТУ.Э.=0,085×103×0,35×10-3=0,03 т у.т. Сокращение вредных выбросов составит: DМВЫБР=525×0,03=15,75 кг/т у. т. Сокращение вредных сбросов составит: DМСБР=15,75×0,05=0,79 кг/т у. т. Из приведённого расчёта видно, что сокращение расхода электроэнергии на 85 кВт×ч позволяет снизить приведённую массу выбросов в электроэнергетике на 15,75 кг/т у. т. на каждую тонну стали, а также массу сбросов на 0,79 кг/т у. т. Основная доля отходящих газов образуется в печи во время продувки кислородом. В проекте сокращение времени плавки предусматривается за счёт сокращения перегрева металла, а следовательно окислительный период остаётся без изменений. И всё же, благодаря небольшому сокращению расхода электродов и общему времени плавки (на 15 мин.), сокращается объём отходящих газов, что благоприятно сказывается на экологической нагрузке на окружающую среду. Установка на агрегате «ковш-печь» вакуум-плотной крышки позволяет сократить до минимума неорганизованные выбросы на этом агрегате. И, хотя его нельзя сравнивать по степени загрязнения с электропечью, это мероприятие позволяет улучшить экологическую обстановку рабочего места и окружающей среды в целом. Отходящие газы поступают на газоочистку (см. главу 1.1.5.1.4). 3.4.2 Ресурсосбережение и утилизация отходов Применяемые в проекте шлаковые смеси [СаО (40%) – Аl2O3(40%) – TiO2(20%)] не требуют каких-то дополнительных затрат на их изготовление. Все необходимые материалы используются в цехе. Но достаточно высокий расход этих шлаковых смесей (рис. 3) приводит к увеличению потребления природных ресурсов. Однако за счёт увеличения на 30–50% механических свойств стали пропорционально увеличивается её служебные и эксплуатационные характеристики, что приводит к соответствующему росту срока службы готовой продукции. Следовательно в целом будет наблюдаться сокращение потребления природных ресурсов на 1 т стали. Утилизация шлака с АКОС возможна по двум вариантам: 1. Переработка на отвалах; 2. Повторное применение. Для повторного применения жидкий шлак необходимо продувать кислородом в результате чего будут образовываться вредные газы (SOX и NOX), бороться с которыми очень сложно. На ОАО «НОСТА» действуют эффективные установки по разработке шлаковых отвалов, анализ работы которых позволяет сделать вывод о возможности 100% утилизации шлаков. Так дроблёный скрап, полученный в результате переработки шлаковых отвалов электросталеплавильного производства эффективно используется в качестве металлолома в мартеновском производстве. Другим конечным продуктом являются чистые шлаки, которые идут на шлакоблоки, шлакоблочный кирпич, на строительно-дорожные нужды. 4. Безопасность жизнедеятельности 4.1 Объемно-планировочные решения зданий и сооружений цеха, расположение цеха на генеральном плане ОАО «НОСТА» (ОХМК) в составе которого находится электросталеплавильный цех (ЭСПЦ), в соответствии с требованиями СанПиН 2.2.1/2.1.1.567–96 относится к первому классу предприятий с размером санитарно-защитной зоны 2000 метров. Комбинат расположен с подветренной стороны по отношению к жилому массиву города Новотроицка. В состав главного здания ЭСПЦ входя следующие отделения: шихтовое, загрузочное, печное, разливочное, пролет МНЛЗ, участок зачистки и участок транспортировки. На генеральном плане завода цех расположен с подветренной стороны к цехам не являющимися источниками вредных выделений в окружающую среду. Длинная сторона здания расположена с отклонением в 30° к преобладающему направлению ветров. Санитарные разрывы между цехом и соседними зданиями составляют 45 м, что удовлетворяет норме. В цехе имеются рабочие площадки расположенные на высоте 3,5 м. Площадки и лестницы имеют ограждение высотой 1 м со сплошной обивкой по низу высотой 0,2 м. Ширина проходов и переходов составляет 2 м, что исключает возможность возникновения встречных потоков, материалов и людей, обеспечивает удобство и безопасность при обслуживании оборудования, движения транспорта и людей. Основное технологическое оборудование цеха расположено перпендикулярно длиной стороне цеха. Для доступа на крышу предусмотрены пожарные наружные лестницы, расстояние между которыми 1,9 м. В помещении пульта управления установки «ковш-печь» находится следующее, необходимое для управления процессом обработки стали на установке, оборудование: микропроцессорная установка (собственно микропроцессор, устройства связи с объектом), датчики расхода температуры и давления. Размеры поста управления: ширина – 4 м, длина – 6 м, высота – 2,5 м. 4.2 Анализ потенциально опасных и вредных факторов производственной среды При анализе технологического производства электростали, пользуясь классификацией опасных и вредных факторов (ГОСТ 12.0.003–74 /30/), выявлены следующие потенциально опасные и вредные факторы (табл. 17): Таблица 17. Анализ потенциально опасных и вредных производственных факторов
4.3 Решения по производственной санитарии 4.3.1 Отопление и вентиляция Система отопления и вентиляции в цехе служит для создания благоприятных условий труда. На пульте управления установкой «ковш-печь» должны соблюдаться оптимальные величины температуры воздуха: 22 – 24 °С, влажности: 40 – 60%, скорости движения воздуха £0,2 м/с. Для обеспечения этих параметров воздушной среды помещения используются следующие технические решения: – в холодный период года применяется отопление (паро-воздушное, совмещенное с приточной вентиляцией); – в теплый период года, а также для поддержания необходимой чистоты и влажности воздуха применяется приточная вентиляция. 4.3.2 Освещение цеха Для общего искусственного освещения помещения пульта управления установкой ковш-печь используются люминесцентные лампы ЛБ30, имеющие следующие характеристики: мощность – 30 Вт; световой поток – 2100 лм; полная длина лампы – 909 мм. Расчет необходимого числа ламп проводится по методу коэффициента использования светового потока. Число источников света в помещении /31/: NСВ=ЕН.S.k.z/ФЛ.n.h, где ЕН - нормируемое значение освещенности, ЕН = 300 лк; S – площадь пульта управления, S=24 м2; k – коэффициент запаса, k=1,5; z – коэффициент минимальной освещенности, z=1,2; ФЛ – световой поток одной лампы, лм; n – количество ламп в одном светильнике, n=2; h – коэффициент использования светового потока. Коэффициент использования светового потока определяется в зависимости от значений коэффициентов отражения светового потока потолком и стенами, а также индекса помещения: i = А.В/[(А+В).Н], где А, В, Н – соответственно длина, ширина и высота пульта управления i = 24/(6+4).2,5=0,96 h=0,5 NСВ=300.24.1,5.1,2/(2100.2.0,5)=6 шт. Следовательно, для обеспечения необходимого уровня общего освещения нужно установить 6 люминесцентных ламп типа ЛБ30. 4.3.3 Санитарно-бытовые помещения Для удовлетворения санитарных и бытовых нужд работающих в цехе предусмотрены специальные помещения. Состав санитарно – бытовых помещений определяется на основании характеристики производственных процессов в цехе и в соответствии с требованиями СНиП 2.09.04–87. Санитарно – бытовые помещения на плане цеха располагаются таким образом, что воздействие на эти помещения вредных производственных факторов исключается. Данные расчета площадей санитарно – бытовых помещений в соответствии с санитарными нормами представлены в табл. 18. Таблица 18. Данные расчета площадей санитарно – бытовых помещений
Как видно из данных таблицы, санитарно – бытовые помещения ЭСПЦ полностью удовлетворяют необходимым требованиям. В данном проекте их переоборудование не предусмотрено. 4.4 Инженерная разработка мер защиты от выявленных опасных и вредных производственных факторов Технические меры защиты от выявленных опасных и вредных факторов в ЭСПЦ представлены в табл. 19 Таблица 19. Технические меры защиты от выявленных опасных и вредных факторов
4.5 Безопасность в чрезвычайных ситуациях В соответствии с НПБ 105–95 по взрывопожарной и пожарной опасности ЭСПЦ, в котором расположен пульт управления установкой «ковш-печь», относится к категории Г (пожароопасное производство), степень огнестойкости I, а помещение пульта управления относится к категории «В». В соответствии со СНиП 12.01.02–85 пульт управления относится ко II степени огнестойкости. Произведем расчет пожарной нагрузки пульта управления АКОС /32/. Для веществ и материалов, находящихся в помещении пульта управления, любой процесс горения можно свести к виду:
Тепловой эффект этой реакции составляет Qтепл = 34,07 МДж/кг углерода. Количество горючих веществ и материалов, находящихся в помещении поста управления составляет примерно Gгв = 150 кг. Пожарная нагрузка помещений определяется по формуле
где Q – пожарная нагрузка, МДж; Gi – количество материала пожарной нагрузки, кг;
Таким образом пожарная нагрузка составит: Q=150×34.07=5110,5 МДж. Удельная пожарная нагрузка определяется по формуле:
где q – удельная пожарная нагрузка, МДж/м2; S – площадь помещения пульта управления, м2. q== 212,9 МДж/м2. В ЭСПЦ предусмотрена система противопожарного водоснабжения. Согласно СНиП 12.01.02–85 расход воды на наружное пожаротушение составляет 20 л/с. Продолжительность тушения пожара должна составлять 3 часа. Расчетный расход воды на тушение пожара должен быть обеспечен при наибольшем расходе воды на другие нужды. На тушение пожара внутри здания, оборудованного внутренними пожарными кранами, дополнительный расход воды составит 35 л/с. Здание цеха оборудовано системой электрической пожарной сигнализации. В случае пожара сигнал поступает диспетчеру цеха. Кроме того, в здании цеха предусмотрены пожарные щиты с огнетушителями ОХП-10, ОУ – 3,35 и песком в количестве 10 штук. Для тушения локальных возгораний внутри пульта управления используются огнетушители типа ОУ-15. В случае пожара эвакуация людей ведется непосредственно на улицу. Расстояние до ближайшего выхода от рабочего места 50 м. Против дверных проемов проходы шириной в 2 м. Существуют наружные пожарные лестницы шириной 0,6 м. 4.6 Инженерная разработка. Расчёт теплоотражающего экрана Для защиты от воздействия излучения на рабочих местах применим теплоотражающие экраны. Наиболее высоким теплозащитным качеством обладает экран из альфоля. Произведем расчет теплоограждения установки «ковш-печь» охлаждающим экраном. Температура стенки T1=553 К, температура воздуха T2=293 К. Агрегат укрыт листами черного железа. Степень частоты Eн=0,8. Требуется получить на наружной поверхности ограждения температуру не более 303 К. Определяем степень экранизации по формуле /31/:
где m – степень экранизации; Ти – температура экранизируемого источника излучения, К; Тэ – заданная температура экрана, К.
Выбираем экран из альфоля, степень черноты которого Eэ = 0,07, тогда приведённые степени черноты будут: – между железной стенкой агрегата и экраном:
– между стенкой агрегата и воздухом:
где EВ – степень черноты воздуха, равная 0,82.
Определяем число экранов по формуле:
Таким образом, достаточно однослойного экрана из альфоля, чтобы обеспечить температуру поверхности ограждения агрегата «ковш-печь» в пределах желаемой температуры – 303 К. 5. Охрана окружающей природной среды 5.1 Характеристика выбросов При работе в цехе вредными факторами являются запыленность и загазованность. В воздушное пространство выбрасывается большое количество пыли, аэрозолей окислов железа, марганца, хрома и никеля, а также окислов углерода и азота (при обслуживании ДСП и установки АКОС). Характеристика выбросов в ЭСПЦ приведена в табл. 20 Таблица 20. Характеристика выбросов в ЭСПЦ
5.2 Способы и средства очистки, нейтрализации отходящих газов Наиболее важной задачей газоочистки является сокращение объема отходящих газов, идущих на газоочистку. Мероприятия по снижению выбросов пыли и газов в ЭСПЦ и рекомендуемые методы очистки основных выбросов, приведены в табл. 21, 22. Таблица 21. Мероприятия по снижению выбросов пыли и газов
Таблица 22. Рекомендуемые методы очистки основных выбросов
Схема газоочистки состоит из следующих ступеней: 1 ступень – предварительное охлаждение газов; 2 ступень – тонкая очистка в электрофильтре. 5.3 Технологический расчет электрофильтра /33/Исходные данные для расчета: – количество отходящих газов V = 10036,8 м3/ч; – температура газа t = 250 °C; – разрежение в системе р = 1960 Па; – содержание пыли в газе q = 4 г/м3; – барометрическое давление рбар = 1,013×103 Па; – состав газа: 5% СО, 14% О2, 74% N2, 7% H2O. Фракционный состав пыли характеризуется данными, приведенными в табл. 23 Таблица 23. Фракционный состав пыли
Принимается к установке электрофильтр типа УГ. Скорость газа в электрофильтре n = 1 м/с. Площадь активного сечения: F = Выбирается по каталогу электрофильтр УГ –2–3,5, у которого площадь активного сечения составляет 3,5 м2. Уточняется скорость газа в электрофильтре:
По технологической характеристике электрофильтра, характеристике газа и содержащейся в нем пыли рассчитываются электрические параметры и степень очистки газа. Вычисляется относительная плотность газа:
Критическая напряженность электрического поля при отрицательной короне:
где R1 = 1× 10-3 – радиус коронирующего электрода, м.
Критическое напряжение короны или разность потенциалов между коронирующим и осадительным электродами при возникновении коронного разряда в пластинчатом электрофильтре:
где Н = 0,1375 – расстояние между коронирующим и осадительным электродами, м;
Линейная плотность тока короны для пластинчатого электрофильтра:
где U = 80 – напряжение, приложенное к электродам, кВ. Тогда:
Диэлектрическая проницаемость вакуума:
Напряженность поля в пластинчатом электрофильтре определяется по формуле:
Динамическая вязкость газовой смеси:
Молекулярная масса газовой смеси:
Тогда:
Отсюда вязкость газовой смеси:
Далее рассчитывается теоретическая скорость движения заряженных частиц к электродам электрофильтра. Скорость дрейфа частиц размером от 0,05 до 1 мкм вычисляется по формуле:
Подставив в это уравнение значение радиуса частиц пыли, содержащейся в газе, получаются следующие значения скорости дрейфа (табл. 24). Таблица 24. Скорость дрейфа частиц пыли
Для фильтра типа УГ1–2–3,5 общая площадь осаждения осадительных электродов составляет 180 м2. Отсюда удельная поверхность осаждения:
Фракционную степень очистки газа (табл. 25) в выбранном пластинчатом электрофильтре рассчитывается по номограмме. Таблица 25. Фракционная степень очистки газа
Общая степень очистки газа в электрофильтре составит:
Содержание пыли в очищенном газе будет:
6. Организация и экономика производства 6.1 Маркетинговые исследования 6.1.1 Обоснование сортамента и объема выплавляемой стали Для обоснования сортамента и объема выплавляемой в электросталеплавильном цехе стали необходимо провести оценку рынка и возможных потребностей различных отраслей промышленности в продукции металлургических предприятий. В таблице 26 приведены данные института экономики черной металлургии по ориентировочной потребности в прокате по России, сортамента продукции, производимой на станах ОАО «НОСТА» к концу века. Таблица 26. Потребность в прокате по России
Основными потребителями продукции металлургических предприятий (проката) останутся: n по толстолистовому прокату и штрипсам трубные заводы, заводы нефтяного тяжелого и энергетического оборудования, судостроения; n по крупносортному прокату и конструкционной сортовой стали предприятия машиностроительного комплекса, металлургические предприятия, капитальное строительство. Более 70% перечисленных видов проката, производимых на прокатных станах OAO «НОСТА», потребляется в пяти экономических районах: Уральском, Центральном, Центрально – Черноземном, Волго-Вятском и Северном. Практически все мерки стали, идущие на производство вышеперечисленной продукции прокатных цехов, могут выплавляться в ДСП ЭСПЦ. Поэтому целесообразно выплавлять в ЭСПЦ следующие марки стали: n сталь марок 10–50СП, 35ГС и 25Г2С, идущая на производство заготовок переката; n сталь марок 17Г1Су и 12Г2СБ для производства штрипсов, идущих на производство труб большого диаметра в «северном» исполнении: n сталь марок 20,20Г, 20ХГ, идущая на производство трубных заготовок; n сталь марки 15ХСНДА, идущая на производство толстого листа. Россия на сегодняшний день является основным потребителем труб большого диаметра для нефтяной и газовой промышленности в СНГ. На ее долю приходится 77% общей потребности в трубах диаметром 530–1420 мм, в том числе 88% в трубах диаметром 1520 мм и 100% в трубах «северного» исполнения. Федеральная программа «Топливо и энергия» на период 1996–2000 г. предусматривает проложить 30 тыс. Км газопроводов с северных районов Тюменской области и полуострова Ямал. Потребность в штрипсах для изготовления труб в «северном» исполнении на 2000 г. была определена в размере 2,1–2,6 млн. т, в том числе сортамента стана 2800 ОАО «НОСТА» – 0,9–1,1 млн. т. Кроме того эксплуатируемые на сегодняшний день газо- и нефтепроводы имеют степень износа от 30 до 70%, а следовательно требуют ремонта и замены. С учетом этого потребность в штрипсах может возрасти в 1,5–2 раза. В настоящее время ни одно российское металлургическое предприятие не производит требуемых для труб в «северном исполнении» штрипсов. Они производятся только на Украине («Азовсталь» и меткомбинат им. Ильича) и в дальнем зарубежье («Маннесман» (Германия), «Фест – Альпине» (Австрия), «Ниппон-Стил» (Япония) и др.). При организации выпуска труб большого диаметра на Челябинсском трубном заводе из штрипсов, изготовленных на ОАО «НОСТА», их цена составит 2400 руб./т, что на 200 руб./т меньше цены штрипсов, привезенных из дальнего зарубежья. Из представленных данных видно, что одной из основных стратегических целей в развитии ОАО «НОСТА» является внедрение и освоение технологий выплавки и прокатки стали, идущей на производство труб большого диметра в «северном» исполнении, и завоевание этой части рынка. Возможности российских заводов по производству труб в «северном» исполнении и возможные производители штрипсов для них приведены в табл. 27. Таблица 27. Возможности российских заводов по производству труб
Из представленной таблицы видно, что ОАO «НОСТА» может производить штрипсы практически для всех видов труб большого диаметра в «северном исполнении». С целью решения вопроса реализации продукции ОАO «НОСТА» в 1994 г. было организовано ОАO «НОСТА-ТРУБЫ-ГАЗ», совместно с РАО «ГАЗПРОМ» и других предприятий. Из произведенных на ОХМК штрипсов трубы большого диаметра будут изготовляться на Челябинском трубопрокатном заводе и Выксунском металлургическом заводе. Для северных районов России требуются трубы классов К52, К56 и К60 с толщиной стенки от 7 до 32 мм. Для надежной эксплуатации труб «северного» исполнения применяемые стали должны обладать сочетанием высоких показателей таких свойств, как прочность, пластичность, вязкость, хладостойкость и свариваемость. Предел текучести стали должен быть равен 450 – 480 Мпа, относительное удлинение 22%, ударная вязкость на образцах Шарпи КСV равна 90 ДЖ/см при температуре минус 15 °С, углеродный эквивалент не более 0,43. согласно современным представлениям, только упрочнение, связанное с измельчением зерна, приводит одновременно с увеличением предела текучести и прочности к повышению вязкости и хладостойкости. Всем вышеперечисленным требованиям удовлетворяет сталь 17Г1СУ, которая выбирается основной маркой стали, выплавляемой в ЭСПЦ после реконструкции. К стали 17 Г1СУ представляются повышенные требования по содержанию серы и фосфора, а также сталь содержит титан, который сильно понижает величину зерна. 6.1.2 Рынок сбыта Имея высокие потребительские свойства, сталь с маркой АО «НОСТА» (ОХМК) находит широкое применение во многих отраслях народного хозяйства. Комбинат единственный в отрасли имеет свидетельства отечественных органов стандартизации и метрологии, удостоверяющие, что его прокат является новой и высокоэффективной продукцией. Комбинат имеет свидетельства фирм Ллойд, АБС, ТЮФ и турецкого института стандартов, удостоверяющие, что АО «НОСТА» (ОХМК) является предприятием, гарантирующим поставку проката по международным стандартам. Наряду с этим, АО «НОСТА» (ОХМК) производит около 20% стали повышенного качества с комплексом свойств, не имеющих аналогов в зарубежном производстве. Продукцию комбината знают по всей стране и за её пределами. Трубную заготовку из углеродистых, низколегированных и легированных сталей получают Челябинский трубопрокатный завод, Первоуральский новотрубный завод, Волжский и Синарский трубные заводы. Прокат из листовой стали для котлов и сосудов, работающих под давлением, используют на нефтехимических заводах в городах: Дзержинске, Рузаевске, Салавате. Прокат из конструкционной стали отправляют на мостостроительные заводы г. Улан-Удэ, Воронежа, Чехова, Кургана. Получателями листового и полосового проката повышенного качества являются известные автомобилестроительные заводы: ПО «ГАЗ», АО «КАМАЗ», «БЕЛАЗ», «МАЗ», ПО «АЗЛК», ПО «ЗИЛ». Являясь поставщиком таких крупных отечественных предприятий, АО «НОСТА» (ОХМК) экспортирует свою продукцию и за рубеж. В настоящее время в РОССИИ сложилась парадоксальная ситуация. Будучи одним из крупнейших в мире поставщиков газа, она не имеет собственного производства труб большого диаметра для магистральных газопроводов, которые бы отвечали современным требованиям по качеству. Годовая потребность России в трубах диаметром 1420 мм для вновь строящихся газопроводов составляет более 1500 тыс. тонн, диаметром 530 – 1220 мм около 800 тыс. тонн. Однако, трубы диаметром 1420 мм Россия не производит. В связи с этим Россия вынуждена закупать за границей трубы не только для строительства новых газонефтепроводов, но и для поддержания в рабочем состоянии действующих. О низком качестве труб и их дефиците свидетельствует, в частности, всё увеличивающееся число аварий на газонефтепроводах. Российские заводы и традиционно с ними связанные предприятия СНГ выпускают широкую номенклатуру типоразмеров труб, многие из которых применяются в нефтегазовом комплексе. Однако некоторый сортамент труб большого диаметра с особыми свойствами приходится закупать у ведущих мировых производителей (фирм Японии, Германии, Италии). Обоснованность импорта труб – это очень важный и болезненный вопрос. Надо признать, что на сегодняшний день российские (и украинские) трубные заводы не могут закрыть весь сортамент, который нужен РАО «Газпром». И прежде всего это касается труб большого диаметра для строительства магистральных газопроводов. Трубы диаметром 1420 мм для магистральных газопроводов изготавливаются в России только в спиральношовном исполнении Волжским трубным заводом. Основное же производство труб, как и стального листа для изготовления сварных труб большого диаметра на давление 75 атм., находится на Украине. Поставщиком газопроводных труб диаметром 1420 мм был и остается Харцызский трубный завод. Завод производит их из металла, поставляемого предприятиями Украины. Однако использовать их прежде всего на строительстве газопровода Ямал – Западная Европа можно только для участков 3 – 4 категорий условий работы. Вопрос обеспечения производства труб металлом высокого качества на ответственные участки газопроводов до настоящего времени не решён. /34/ Начиная с 1990 года, с момента распада СССР и перехода России на рыночные отношения, в сфере промышленного производства начался интенсивный спад объёмов выпуска стальных труб. Основные причины резкого спада объёмов производства в основном связаны с государственной перестройкой всего народного хозяйства. В то же время, следует отметить и другие причины организационно-технического характера: – падение платёжного спроса на трубы; – недостаточная конкурентоспособность труб на зарубежных рынках; – поступление труб на внутренний рынок по более низким ценам; – недостаточно высокие показатели качества труб, не позволяющие гарантировать безопасность и надёжность трубопроводных систем. Следует отметить, что для всех сварных труб общим недостатком является структурная и механическая неоднородность различных зон сварного соединения и наличие разнородного поля остаточных напряжений в стенке трубы. Эти недостатки влияют на снижение несущей способности трубопровода. Бесшовные трубы с наличием типичных дефектов имеют ограничения по их использованию в трубопроводах ответственного назначения. Основной потребитель труб в лице РАО «Газпром» и нефтяных компаний, постоянно требуют устранить указанные недостатки и ввести новые, более совершенные гарантирующие составляющие на повышение надёжности и безаварийной эксплуатации труб. 6.1.3 Конкурентоспособность продукции В табл. 28 представлены качественные показатели стали различных заводов. Таблица 28. Качественные показатели стали
Представленные в таблице данные основаны на информации, полученной от самих заводов-изготовителей. В соответствии с методикой оценки конкурентоспособности был проведён анализ конкурентоспособности стали, производимой электросталеплавильным цехом ОАО «НОСТА» (ОХМК), в результате которого было определено, что сталь ОАО «НОСТА» (ОХМК) (плановая) превосходит по конкурентоспособности продукцию двух других заводов, а также и базовый вариант. В связи с увеличением себестоимости плановой продукции цена на неё принимается немного выше базовой. Результаты анализа приведены в таблице 29. Таблица 29. Оценка конкурентоспособности стали
Из табл. 29 видно что несмотря на самую высокую цену среди заводов-изготовителей плановая продукция имеет самую высокую конкурентоспособность. Это связано с высоким уровнем качества, заложенным в продукцию. 6.2 Экономика производства 6.2.1 Организация производственных потоков Производительность печи №1 составляет 202000 т в год из них разливается на УНРС 90300 т и в слитки 111700т. Производительность печи №2 составляет 202000 т в год, из них 85000 т разливается на УНРС и 115300 разлито в слитки. Данная схема не удовлетворяет современной тенденции развития производства, так как не обеспечивает получения металла высокого качества. Схема производственных потоков после реконструкции цеха представлена на рис. 5 После реконструкции разливка трубной стали предусматривается на слябовой МНЛЗ. В табл. 30 представлена базовая калькуляция себестоимости трубной стали выпускаемой в электросталеплавильном цехе ОАО «НОСТА». Таблица 30. Базовая калькуляция себестоимости 1т электростали на ОХМК
6.2.2 Расчёт годового производства цеха Номинальное время определяется вычитанием из календарного простоев на холодных ремонтах:
Ремонтный цикл – 2 года. Структура ремонтного цикла: 20Т1+3Т2+Тк, Продолжительность текущих ремонтов: Т1, – 8 час, Т2 – 16 час, капитального ТК – 120 час.
Среднегодовые простои на ремонтах составляют 164 час (328:2). Следовательно, номинальное время равно: Горячие простои в сталеплавильных цехах при нормальных условиях эксплуатации оборудования составляют 6–8% от номинального времени. Фактическое время равно:
ТФ=8636×0,94=8118 час. Удельная производительность сталеплавильных агрегатов определяется по формуле:
где Q – масса садки (завалка), т; T – принятая единица времени, час, мин; Tпл – длительность плавки, час, мин; К1 – коэффициент выхода годного (К1 = 0,85 – 0,9).
РплУД=100×0,875/2,25=38,9 т/час. Рпл=38,9×8118=315790,2 т/год. g=315790,2/281694,6=1,12 6.2.3 Расчет дополнительных капитальных затрат В проекте предусматриваются мероприятия по повышению качества металлопродукции и технико-экономических показателей работы цеха. Реализация мероприятий связана с дополнительными капитальными затратами. Капитальные вложения на осуществление проекта рассчитываются на основе затрат на оборудование и технологию, на их приобретение или на разработку. Расчет дополнительных капитальных затрат производится по формуле:
где КД – стоимость оборудовании; КС-М – стоимость строительно-монтажных работ; КЛ – стоимость ликвидационного оборудования. Таблица 31. Расчет капитальных вложений
Указанные мероприятия предусматривается осуществить в одну очередь без остановки производства. Стоимость основных фондов определяется по формуле: ОФ= где СА – затраты на амортизацию, руб./т; HА – средняя норма амортизации составляет 12%. ОФБ=(47×100×281694,6)/12=110330385 руб. 6.2.4 Расчет показателей до труду Предусматривается изменение плановых показателей в плане по труду: – расстановочная численность производственных рабочих снижается на (6–8)%; – средняя заработная плата производственных рабочих увеличивается на 20%; – доля заработной платы производственных рабочих цеха в общем фонде оплаты труда составляет 60 °/о. Она не меняется в плановом периоде; – коэффициент численности – 1,12 (не изменяется). Численность ППП цеха определяется из расчета фонда оплаты труда (калькуляция себестоимости) и средней заработной платы рабочего. Фонд оплаты труда в базовом периоде равен:
где СОТ – статья затрат на оплату труда ППП (базовая калькуляция), руб.; Рб – объем производимой продукции в базовом периоде, условные тонны. ФОТБ=281694,6×20=5633892 руб. Начисление: ФОТ(НАЧ) = 0,39 ФОТб=0,39×5633892=2197217,9 руб. Численность ПП цеха (списочная): где ЗПСР – средняя заработная плата рабочего без доплат из прибыли, руб. Средняя заработная плата рабочих отрасли в условиях инфляции постоянно меняется, в расчетах она может быть принята на уровне 1,5–2,0 тыс. руб. (без доплат из прибыли). ЧС=5633892/1594=3534 чел. В непрерывном производстве расстановочная численность рабочих составляет: ЧР=Чс/4Кр, где КР – коэффициент резерва (численности); 4 – количество бригад. ЧБР=3534/(4×1,12)=789 чел. По плану расстановочная численность уменьшается на (6 – 8)%. ЧплР=789×(1–0,06)=742 чел. Уменьшение численности основных производственных рабочих позволяет сократить фонд оплаты труда по цеху. Эта сумма фонда оплаты труда составит: DФОТ=DЧС×ЗПср, где Чс; – высвобождение списочной численности рабочих, чел. ЗПср - средняя заработная плата одного рабочего, составляющая 1594 руб. DФОТ=1594×(3534–742×4×1,12)=33474 руб. ЧплС=3324 чел., DЧС=210 чел. Начисление на ФОТ составит: DФОТНАЧ = 0,39×ФОТ=0,39×33474=130549 руб. Общая экономия фонда оплаты труда и начислений: ЭФОТ=33474+130549=465289 руб. Если средняя заработная плата 1594 руб. в месяц, а доля основных производственных рабочих в цехе 60% от ППП и их средняя заработная плата в плановом периоде увеличивается на 20%, то плановый фонд оплаты труда составит: ФОТпл = (ФОТ(б)×0,6 – ЭФОТ)×1,2 + ФОТ(б) – 0,4 + 0,39 ФОТ(б). ФОТпл=(5633892×0,6–465289)×1,2+5633892×0,4+2197217,9=7948830 руб. На одну условную тонну оплата труда с начислениями в плановом периоде будет равна: Сфотпл=7948830/315790,2=25,2 руб./т Определяется выработка (производительность труда) на одного рабочего базового и планового периодов. Производительность труда базового периода: ПТБ=281694,6/3534=80 т/чел. Производительность труда планового периода: ПТ(пд) = Р(«д), ус. т. / Чс(пл), ПТпл=315790,2/3324=95 т/чел. Рост производительности труда составит: DПТ = (ПТ(пл) – ПТ(б))×100% / ПТ(б), DПТ=(95–80)×100/80=19% 6.2.5 Расчеты плановой калькуляции себестоимости продукции Расчеты издержек производства выполняются по статьям с учетом факторов, влияющих на их изменение. Расходы по переделу для основного вида продукции определяются на основе базовых калькуляции себестоимости. При этом учитываются: n изменение численности и фонда оплаты труда; n дополнительные капитальные затраты, изменение амортизационных отчислений; n изменение энергоемкости продукции; n изменение норматива образования ремонтного фонда; n рост годового объема производства. Сi=CiБ×dус-пер+СiБ×dус-пост/g 1. Затраты на природный газ: Спл=9,24×1/1,12=8,25 руб./т 2. Расход электродов снижается на 12%: Спл=[0,008×(1–0,012)]×18284=128 руб./т 3. Энергозатраты: а). Расход электроэнергии снижается на 12%: Спл=[0,708×(1–0,12)]×128=79,75 руб./т б). Пар: Спл=2,74×0,6+(2,74×0,4)/1,12=2,62 руб./т в). Вода: Спл=8,3×1/1,12=7,41 руб./т г). Сжатый воздух: Спл=7,06×1=7,06 руб./т 4. Затраты на содержание основных фондов: Спл=62×0,35+(62×0,65)/1,12=57,68 руб./т 5. Затраты на сменное оборудование: Спл=9×0,9+(9×0,1)/1,12=8,9 руб./т 6. Затраты на ремонтный фонд: Спл=55×0,35+(55×0,65)/1,12=51,17 руб./т 7. Амортизация: Спл=(110330385+9390000)×12/(315790,2×100)=45,5 руб./т 8. Затраты на прочие расходы: Спл=12×0,2+(12×0,8)/1,12=10,97 руб./т 9. Общезаводские расходы: Спл=109×1/1,12=97,32 руб./т Таблица 32. Плановая калькуляция себестоимости 1т электростали на ОХМК
Как видно из табл. 32 в плановой калькуляции появились довольно значительные расходы на МНЛЗ. Это связано с применением фильтров, цена на которые очень высокая, а также с применением РЗМ для модификации неметаллических включений. В следствии этого возросла себестоимость продукции. Процент увеличения себестоимости равен: DС=(СБ-СПЛ)×100/СБ
DС=(1984,01–1934,38)×100/1934,38=2,6%
где Цi - оптовая цена продукции, руб.; Сi - себестоимость продукции, руб.; Рi - производительность, руд/т. ПБ=(4550–1934,38)×281694,6=736806030 руб./год ППЛ=(4700–1984,01)×315790,2=857683025 руб./год Чистая прибыль: ЧП=П×[1 – (НП+ПН)], где НП – налог на прибыль, 35%; ПН – прочие налоги, составляют примерно 15%. ЧПБ=736806030×0,5=368403015 руб./год ЧППЛ=857683025×0,5=428841513 руб./год 6.2.7 Экономическая эффективность проектных решений Годовой экономический эффект определяется /35/: Эг=[(ЦПЛ-СПЛ) – (ЦБ-СБ)]×РПЛ
Эг=[(4700–1984,01) – (4550–1934,38)]×315790,2=31695862,4 руб./год Срок окупаемости проекта составляет: Т=КДУСЛ/DЧПУСЛ Т=30/(1357,995–1307,81)=0,6 года Точка безубыточности составляет: no=Sпост×РПЛ/(Ц-Sпер) Sпост=0,45×455,05+97,35+0,45×(56,62+40)=345,6 руб./т Sпер=0,55×455,05+1331,87+0,55×(56,62+40)=1635,3 руб./т nо=345,6×315790,2/(4700–1635,3)=35611 т Из представленных расчётов видно, что при принятой цене 4700 руб./т проект окупается уже за 3,6 месяца, а точка безубыточности приходится на 10 – 12% производительности. Следователь вносимые капитальные затраты несопоставимо малы по сравнению с экономическим эффектом от проекта. Полученные при расчете данные сведены в табл. 33. Таблица 33. Технико-экономические показатели
На рис. 6 показан график безубыточности проекта. График безубыточности
Рис. 6 Выводы 1. Детальные маркетинговые исследования на рынке металлопродукции убедительно показывают, что приоритетным направлением перспективного развития ОАО «НОСТА» является производство высококачественной трубной заготовки, для труб большого диаметра магистральных нефтегазопроводов, работающих в условиях крайнего севера и высоких давлений. 2. Конкурентоспособность металла на внутреннем и внешнем рынке металлопродукции во многом определяется эксплуатационными свойствами (предел текучести, предел прочности, относительное удлинение при рабочих температурах и давлениях, достаточная вязкость и стойкость к хрупкому разрушению, а также свариваемость в полевых условиях) трубных марок стали, которые, как показали результаты анализа металловедческих исследований зависят главным образом от уровня содержания вредных примесей ([0] 20 ppm, [N] 50 ppm, [H.B] < 20 ppm, [P] 70 ppm, [S] 20 ppm). 3. Для получения в металле ультранизких содержаний вредных примесей 150 – 200 ррм, была разработана комплексная технология глубокого рафинирования металлического расплава во внепечных агрегатах, включая установку «ковш-печь» и промковш. 4. Результаты физико-химического анализа рафинирующих свойств нетрадиционных шлаковых смесей (в том числе содержащих TiO2) позволили определить их сорбционные характеристики по отношению к азоту и сере, при регулируемом уровне окисленности системы. При этом степень одновременного рафинирования стали от азота и серы может достигать RS =94% RN =33% (при расходе смеси 15 кг/т и содержании TiO2 в ней 20%). 5. Для осуществления данной технологии была усовершенствованна конструкция АКОС, в частности предусмотрена вакуумная обработка стали. Для дополнительного рафинирования стали от НВ и микролегирования РЗМ сконструирован промковш, в состав которого входят: крышка, продувочный узел и перегородка с фильтрующими элементами. 6. Результаты внедрения разработанных мероприятий приводят к существенному повышению экономических показателей производства, в частности чистая прибыль составляет 428, 8 млн. руб. Список использованных источников 1. Рекламный проспект «Новости ОАО НОСТА» – Новотроицк. Изд. НОСТА, 1997 – №1, 2 2. Орско-Халиловский металлургический комбинат: перспективы развития. // Металлоснабжение и сбыт. – 1999.– №1. 3. Рафинирование расплавов от азота при внепечной обработке в условиях ОЭМК. / А.И. Кочетов, Л.Н. Кац, Р.А. Алеев, А.А. Клачков и др. // Электрометаллургия. – 1998. – №1. 4. Порошковая проволока для внепечной обработки металла. / А.Ф. Каблуковский, С.И. Ябуров, А.Н. Никулин и др. // Электрометаллургия. – 1998. – №3. 5. Смирнов Н.А., Кудрин В.А. Теоретические предпосылки и опыт глубокого рафинирования стали от фосфора и серы. // Металлургия России и СНГ в 21 веке. Международная конференция. – М.: Металлургия, 1994. Т. 3. 6. Качество толстолистового проката (штрипса) из новых низколегированных сталей и труб для магистральных трубопроводов. Всесоюзное совещание. Мариуполь 1989. – 50 с. 7. Матросов Ю.И., Литвиненко Д.А., Голованенко С.А. Сталь для магистральных трубопроводов. – М.: Металлургия, 1989. – 288 с. 8. Хулка К., Петерс П., Хайстеркамп Ф. Тенденции разработки сталей для труб большого диаметра. // Сталь – 1997 – №10. 9. Внепечное рафинирование и непрерывная разливка при производстве чистых сталей. // Новости чёрной металлургии за рубежом. – 1995. – №2. 10. Уткин Ю.В. Обеспечение крупнейших государственных программ высококачественной металлопродукцией. // Чёрная металлургия России и стран СНГ в CCI веке. Сборник трудов международной конференции. – М.: Металлургия, 1994. Т. 2. 11. Стали для газопроводных труб и фитингов. Труды конференции. – М.: Металлургия, 1985. – 480 с. 12. Производство высокопрочных марок стали для применения в условиях крайнего севера. / К. Антлингер, Р. Шимбек, и др. Труды четвёртого конгресса сталеплавильщиков. – М.: Черметинформация, 1997. с. 55–59. 13. Лузгин В.П., Близнюков С.А., Близнюков А.С. Влияние природы неметаллических включений на механические свойства трубной стали 10Г2БТ. // Сталь – 1995. – №6. 14. Казаков С.В., Неретин А.А., Капнин В.В. Повышение качества трубного металла кальций алюминиевым реагентом. // Сталь – 1997. – №6. 15. Штремель М.А. Решённые и не решённые задачи физики разрушения. Научные школы МИСиС-75 лет. 16. Свяжин А.Г., Романович Д.А. Фильтрация неметаллических включений. // Известия вузов. Чёрная металлургия. – 1997. – №3. 17. Овчинников Н.А., Разумный П.К., Овсянников А.М. Перспективы производства особо чистой стали на АО «Мариупольский металлургический комбинат». Труды четвёртого конгресса сталеплавильщиков. – М.: Черметинформация, 1997. с. 62–63. 18. Старк С.Б., Белянчиков Л.Н. Воздуходувные машины и вакуумные установки в чёрной металлургии. – М.: Металлургия, 1971. – 264 с. 19. Егоров А.В. Расчёт мощности и параметров электропечей чёрной металлургии. – М.: Металлургия, 1990. – 280 с. 20. Субачев В.В. Исследование теплового баланса 150-тонной установки типа ковш-печь. // Электротехническая промышленность. Серия Электротермия. – 1984. – №9. 21. Кикоин И.К. Таблицы физических величин. Справочник. – М.: Атомиздат, 1976. – 1008 с. 22. Поволоцкий Д.Я., Кудрин В.А., Вишкарёв А.Ф. Внепечная обработка стали. – М.: МИСИС, 1995. – 256 с. 23. Романович Д.А., Свяжин А.Г. Глубокое рафинирование жидкой стали от неметаллических включений путём флотации и фильтрации. // Металлургия России и СНГ в 21 веке. Международная конференция. – М.: Металлургия, 1994. Т. 3. 24. Использование кислородных зондов для контроля окисленности и процесса раскисления малоуглеродистой стали. / А.Г. Свяжин, В.В. Рябов, Д.А. Романович и др. // Сталь – 1996. – №2. 25. Тен Э.Б. Количественная оценка рафинирующей способности фильтров. // Известия вузов. Чёрная металлургия – 1997. – №7. 26. Уточкин Ю.И. Дисертация на соискание учёной степени доктора технических наук. – М., 1987. – 454 с. 27. Смирнов Н.А., Магидсон И.А., Разина М.Г. Расчётный метод определения сульфидной ёмкости рафинировочных шлаков. // Известия вузов. Чёрная металлургия. – 1997. – №5. 28. Стадниченко Д.В., Уточкин Ю.И. Связь между нитридной ёмкостью и оптической основностью рафинировочных шлаков. 29. Рекомендации по экологическому содержанию дипломных проектов и работ не природоохранительных специальностей. Утверждено Президиумом Методического совета МГИСиС от 15 февраля 1999. 30. ГОСТ 12.0.003–74. ССБТ. Опасные и вредные производственные факторы. Классификация. – М.: Издательство стандартов, 1975. 31. Бриз В.Н. Охрана труда и окружающей среды. Учебное пособие для практических занятий. – М.: МИСИС, 1985. – 122 с. 32. Бабайцев И.В., Варенков А.Н., Потоцкий Е.П. Безопасность жизнедеятельности и экология. Учебное пособие по разделу в дипломной работе. – М.: МИСИС, 1997. – 60 с. 33. Старк С.Б. Пылеулавливание и очистка газов в металлургии. – М.: Металлургия, 1977. – 328 с. 34. Когадеев А. ГАЗПРОМ серьёзный партнёр трубных заводов. // Металлоснабжение и сбыт. – 1998. – №5. 35. Бочков Д.А. Управление производством. Учебное пособие. – М.: МИСиС, 1998. – 68 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 9,6 м.3
9,6 м.3 93,3 м.3
93,3 м.3 ,
, примем
2,5
примем
2,5 ,
, ,
,
 ,
,
 ,
, м.
м. ,
, ,
, , (6)
, (6) , (7)
, (7) , (8)
, (8)
 , (9)
, (9) , (12)
, (12)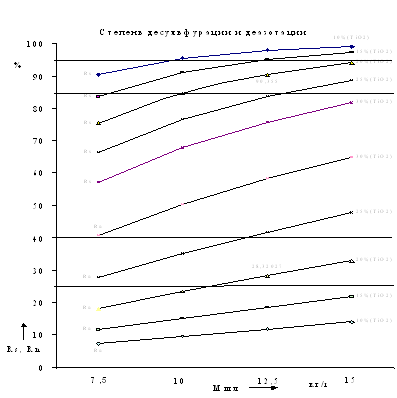
 lgfp
lgfp
 ,
, ,
,
 ,
,
 ,
,
 ,
, В/м
В/м ,
, В
В ,
,
 Ф/м.
Ф/м. ,
, В/м.
В/м. Па×с;
Па×с; Па×с;
Па×с; Па×с;
Па×с; Па×с;
Па×с;
 Па×с
Па×с ,
,
 м2/(м3×с).
м2/(м3×с).
 ,
, г/м3 = 5,6 мг/м3
г/м3 = 5,6 мг/м3 ,
,