Контрольная работа: Транспортно-загрузочные и складские системы ГПСКонтрольная работа: Транспортно-загрузочные и складские системы ГПСТранспортно-загрузочные и складские системы ГПС
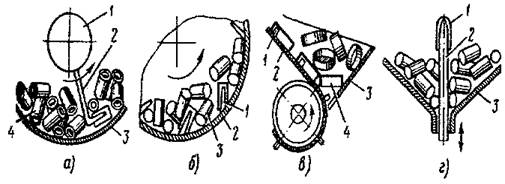
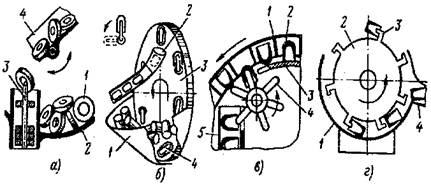
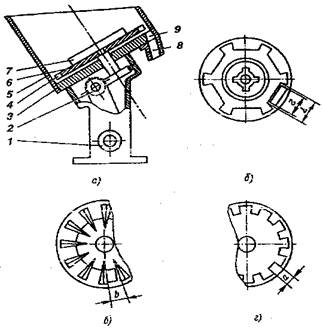
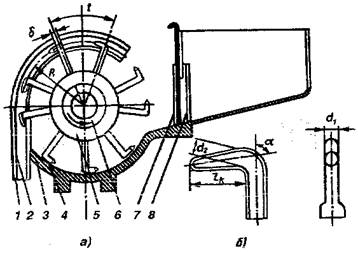
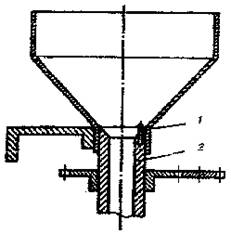
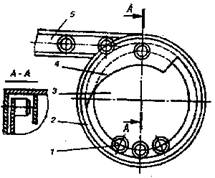
Устройства автоматической загрузки и разгрузки станковЗагрузочно-разгрузочные устройства технологического оборудования относятся к операционному транспорту и могут быть смонтированы как непосредственно на станке, так и в виде промышленных роботов над рабочей зоной и перед рабочей зоной. Промышленные роботы применяются для обслуживания технологического оборудования при обработке деталей типа тел вращения или призматических деталей с массой до 20кг. В некоторых случаях промышленные роботы используют в комплексах, обрабатывающих корпусные детали с массой более 20 кг. В качестве вспомогательного оборудования, компонуемого с промышленными роботами, используются тактовые столы, магазины-накопители и тактовые транспортеры. Тактовые столы предназначены для транспортирования деталей в зону захвата робота. Заготовку устанавливают непосредственно на пластину стола или на спутники. Для успешного функционирования на производстве ГПМ и РТК кроме станков с ЧПУ, ПР снабжаются дополнительной технологической оснасткой - вспомогательным оборудованием. Вспомогательное оборудование предназначено для: 1) накопления определенного количества ориентированных заготовок на начальной позиции комплекса; 2) поштучной выдачи заготовки в определенную точку пространства для взятия ее охватом робота (при необходимости); 3) транспортирования заготовок и изделий между последовательно расположенным оборудованием внутри комплекса с сохранением ориентации; 4) переориентации заготовок и изделий, если это нужно; 5) хранения межоперационного задела и задела между комплексами. Вспомогательное оборудование, входящее в состав транспортно-накопительной системы, как правило, не имеет между собой ни конструктивных, ни информационных связей и все команды получает от технологического оборудования и промышленных роботов. В качестве накопительных устройств в комплексе могут применяться лотки (скаты, склизы), шаговые конвейеры различного типа, цепные конвейеры, фуговые накопительные устройства, тупиковые накопители, роликовые конвейеры и многоместная тара. Соответствующий тип транспортно-накопительного устройства выбирают, тщательно анализируя заготовку и изделия, особенности технологического оборудования и промышленных роботов. Вспомогательные устройства РТК можно разделить на несколько типов: Стационарные вспомогательные устройства (бункерно-загрузочные устройства) жестко устанавливаются в определенном положении. Они предназначены для подачи ориентированных заготовок в зону обслуживания промышленного робота. В стационарных вспомогательных устройствах изделия могут предварительно загружаться оператором, подаваться в рабочую позицию под собственным весом или с помощью специальных устройств. Подвижные (сменные) технологические приспособления (палеты, кассеты), как правило, имеют прямоугольную, плоскую форму, на их верхней поверхности располагаются изделия в специальных гнездах. Такие устройства позволяют производить загрузку вне РТК, например, на складе, и могут быть поданы в рабочую зону автоматически, скажем с помощью робокара. Вращающиеся вспомогательные устройства представляют собой вращающийся круглый стол с шаговым приводом. Заготовки располагаются по периферии стола в специальных гнездах или на штырях в зависимости от ее конфигурации. Недостаток накопителей такого типа - их ограниченная емкость. Транспортные вспомогательные устройства представляют собой цепной, многозвенный конвейер, перемещающийся в горизонтальной плоскости на двух звездочках, одна из которых - ведущая - с шаговым приводом. Преимущество таких накопителей - относительно большая емкость и возможность соединения с другим РТК или иным оборудованием. Ориентирующие устройства. Классификация и основные узлыЗначительное число роботов, не обладающих средствами очувствления, могут манипулировать только теми деталями и изделиями, которые предварительно ориентированы и точно позиционированы в исходном положении. Поэтому такие роботы для встраивания в РТК должны быть оснащены некоторыми сервисными устройствами, осуществляющими ориентацию заготовок или деталей (для операции сборки) и подачу их в зону обслуживания промышленного робота. Трудность создания механизмов ориентирования обусловлена необходимостью соблюдения ряда условий: укладка всех заготовок в требуемом положении, надежность прохождения заготовок в механизме ориентирования и выдачи их в лоток, исключение возможных повреждений заготовок в процессе ориентирования, обеспечение требуемой производительности. Несоблюдение одного из этих условий может привести к тому, что механизм ориентирования не обеспечит требуемой производительности. Существует большое число разновидностей конструкций механизмов ориентирования, что усложняет их изучение. За основу при классификации принимаем способ ориентирования заготовок. Ориентирование заготовок есть процесс автоматического разворота заготовок в требуемое положение. Оно происходит при движений заготовок в механизме ориентирования. Для разворота заготовок в требуемое положение используют, с одной стороны, особенности формы заготовок (наличие отверстия, паза, бурта, головки) или смещения их центра тяжести относительно оси симметрии, с другой стороны, форму ориентирующего звена (фасонные вырезы, щель и др.). В зависимости от выбора той или иной особенности формы заготовки и формы ориентирующего звена различаются и способы ориентирования. Если заготовка имеет отверстие, а ориентирующее звено вид крючка, то такой способ ориентирования называют "надевание заготовки на крючок". Если для ориентирования принимают головку заготовки, а ориентирующее звено - сектор со щелью, то такой способ называют "ориентирование щелью", или "западание в щель". Ориентирование заготовок может производиться в один и в два приема. Ориентирование в один прием осуществляется в процессе захвата заготовок. Например, в крючковых загрузочных устройствах заготовка захватывается крючком за отверстие. Следовательно, захват заготовок является в то же время и процессом окончательного ориентирования. Ориентирование в два приема осуществляется раздельно: предварительное - во время захвата, окончательное - при прохождении через вторичный механизм ориентирования, например, в дисковых загрузочных устройствах предварительное ориентирование длинных цилиндрических колпачков производится при западании их в прямоугольные вырезы диска, а окончательное - при транспортировании в верхнем положении специальным механизмом вторичного ориентирования. (Рис.1,2) Окончательное ориентирование заготовок может осуществляться как внутри бункера, так и вне бункера. В многопозиционных загрузочных устройствах механизмы ориентирования встраивают в захватный диск, поэтому заготовки такими бункерно-ориентирующими устройствами выдаются из бункера в лоток окончательно ориентированными. В ряде конструкций бункерно-ориентирующих устройств предварительное ориентирование производится внутри бункера, а вторичное - вне бункера. Механизм ориентирования в этом случае можно устанавливать в начале, середине или в конце лотка. Для классификации механизмов ориентирования выделяем шесть основных, наиболее распространенных способов ориентирования: I - надевание заготовки на крючок; II - западание заготовки в щель; III - западание заготовки в фасонный вырез по профилю заготовки; IV - поворот заготовки на фасонных губках и других опорах; V - по расположению центра тяжести; VI - западание заготовки в трубку; VII - особые случаи ориентирования, например ориентирование заготовок по их электрическим свойствам (в частности, ориентирование селеновых шайб). Бункерные загрузочно-ориентирующие устройстваВ данном разделе рассматриваются стационарные вспомогательные устройства, жестко устанавливаемые в определенном положении, предназначены для подачи ориентированных заготовок в зону обслуживания промышленного робота. На первом этапе развития транспортно-загрузочных устройств были созданы загрузочные устройства типа магазинов, в которых ориентирование и загрузка заготовок осуществлялись человеком, на втором этапе - появились бункерно-загрузочные устройства, которые позволили полностью автоматизировать процесс подачи заготовок. Создание автоматических линий потребовало создания специальных загрузочных устройств, которые конструктивно были бы связаны с основным технологическим оборудованием, работающем в едином цикле. Необходимость появления универсальных и мобильных транспортно-загрузочных устройств для условий серийного производства привела к созданию промышленных роботов. Целесообразность применения тех или иных транспортных и загрузочных устройств определяется прежде всего их экономической эффективностью, а также облегчением условий труда и безопасностью работы. Проектирование и выбор таких устройств в основном зависят от заготовки, типа оборудования, способа организации производства (автоматические линии, участки) и вида производства (массового, крупносерийного, серийного, мелкосерийного, индивидуального). Для значительного числа технологических процессов характерным является транспортирование штучных заготовок, полученных путем предварительной механической обработки, штамповки или методом точного литья. Так, например, процесс транспортирования заготовок на металлорежущем станке состоит из следующих операций: загрузки (перемещение в бункере, захват манипулятором или роботом, ввод в рабочую зону, ориентация их, установка и закрепление) и разгрузки (раскрепление после обработки, съем, вывод из рабочей зоны, перемещение на позицию складирования). Основные требования, предъявляемые к транспортным устройствам: простота конструкции, высокая надежность работы, возможность накопления требуемого количества заготовок, возможность быстрого обнаружения и устранения неисправностей, удобство загрузки и разгрузки заготовок, быстродействие, совмещение холостых ходов механизмов с рабочим циклом, точность позиционирования. В зависимости от применения той или иной силы (тяжести, внешней, инерции) различают четыре вида транспортирования: 1) самотечное, под действием силы тяжести; 2) принудительное, под действием внешней силы; 3) вибрационное, под действием силы инерции; комбинированное. Бункерное загрузочно-ориентирующее устройство относится к категории транспортных устройств, не встраиваемых в станок. (БЗОУ) состоит из группы механизмов, предназначенных для приема заготовок навалом и выдачи их в рабочую зону промышленного робота ориентированными в пространстве и во времени: Предбункер предназначен для создания необходимого запаса заготовок, обеспечивающих требуемое время непрерывной работы станка, и создания благоприятных условий для работы бункера. Бункер принимает заготовки навалом и выдает их ориентированными в пространстве (первичная ориентация). Лоток служит для транспортирования заготовок между функциональными механизмами бункерного загрузочно-ориентирующего устройства. Лоток может выполнять функции магазина и устройства вторичной ориентации. Устройство автоматического ориентирования осуществляет вторичное ориентирование заготовок сложной формы. Магазин принимает, накапливает и сохраняет окончательно ориентированные заготовки. Он компенсирует неравномерную производительность бункера. Отсекатель и питатель работают синхронно с рабочими органами станка, подавая заготовку в рабочую зону в определенные периоды рабочего цикла. Они ориентируют заготовки во времени. В РТК питателем является промышленный робот. В зависимости от способа подачи заготовок из навала бункера бывают: с поштучной выдачей заготовок, с выдачей заготовок порциями, с непрерывной выдачей заготовок. Бункеры с поштучной выдачей заготовок: карманчиковые и крючковые. Производительность этого типа бункеров определяется по формуле Qср=Кzn, (1) где: - К - коэффициент заполнения захватных органов; z - число захватных органов (карманов, крючков), принимающих участие в одном цикле работы; n - число циклов работы (оборотов, двойных ходов) в минуту. Карманчиковые бункеры. Форма бункера зависит от типа захватного органа, угла трения заготовок о бункер, угла откоса внутренних стенок бункера и метода ориентирования заготовок в бункере. Захватный орган карманчикового бункера представляет собой диск с профильными вырезами. Расположение карманов на диске оказывает непосредственное влияние на производительность бункера, так как от этого зависит коэффициент заполнения и допускаемая скорость вращения диска (рис.3). Крючковые бункеры. Применяются для загрузки заготовок с внутренними отверстиями (втулки, колпачки, шайбы). Основной тип бункера с крючками на периферии представлен на рис.4, а. Бункеры с выдачей заготовок порциями: секторные, шиберные, дисковые, щелевые, лопастные, элеваторного типа. Производительность бункеров такого типа определяется по формуле Qсp = Kzmn, (2) где К - коэффициент заполнения захватных органов; z - число захватных органов (секторов, шиберов, пазов в диске, лопастей), принимающих участие в одном цикле работы; m - число заготовок, которое может быть захвачено одним захватным органом; n - число рабочих циклов (оборотов, двойных ходов) в минуту. Секторные и шиберные бункеры. Применяются для загрузки заготовок типа винтов, болтов, заклепок, шайб, гаек. Бункеры с непрерывной выдачей заготовок: трубчатые, фрикционные, вибрационные. Производительность бункеров этого типа определяется по формуле Qcp=Kv/l, (3) где К - коэффициент западания для трубчатых бункеров; коэффициент, учитывающий проскальзывание, заторы и т.д., для фрикционных и вибрационных бункеров; v - средняя скорость движения заготовок, м/мин; l - размер заготовок в направлении движения, м. В трубчатых и вибрационных бункерах определение теоретической производительности затруднено из-за переменной скорости движения заготовок. Трубчатые бункеры. Заготовки перемещаются за счет собственного веса, их первичная ориентация осуществляется трубкой. Конструктивно они различаются по виду движения трубки (вращательные, возвратно-поступательные или комбинированные) и в зависимости от того, какая часть бункера совершает эти движения - трубка или кожух (рис.5). Дисковые фрикционные бункеры. Применяют для загрузки и транспортирования плоских заготовок типа колец, фланцев, дисков (Рис.6). Вибрационные транспортные устройства. Широко применяют в машиностроении для загрузки и транспортирования штучных заготовок в зону обработки, транспортирования их от станка к станку, для удаления стружки и т.д. Их можно условно разделить на три группы: вибрационные лотки и транспортеры; вибрационные бункеры; вибрационные подъемники и накопители.
Рис.1 - Механизмы ориентирования в один прием
Рис.2. Механизмы ориентирования в два приема
Рис.3 - Схема карманчикового бункера
Рис.4 - Крючковые бункеры
Рис.5 - Трубчатые бункеры
Рис.6 - Дисковые фрикционные бункеры Список литературы1. Автоматизированная подготовка программ для станков с чпу, (Справочник) / Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. - К.: Техника, 1986. - 191 с. 2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. - 592 с. |