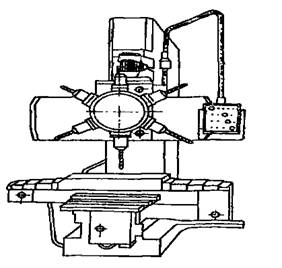
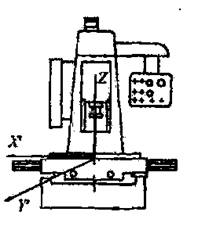
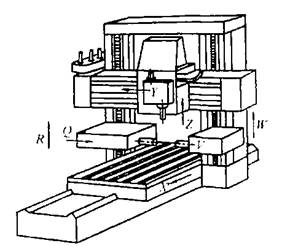
Контрольная работа: Многооперационные станки (МС) для обработки корпусных деталейКонтрольная работа: Многооперационные станки (МС) для обработки корпусных деталейМногооперационные станки (мс) для обработки корпусных деталейСтанки с ЧПУ сверлильно-расточной группыСверлильные станки с ЧПУ предназначены для производительной координатной обработки деталей (типа крышек, фланцев, панелей, трубных досок) без предварительной разметки и применения кондукторов. Для них характерны операции сверления, зенкерования, развертывания, нарезания резьбы; наличие крестового стола; последовательная работа несколькими инструментами, установленными в револьверных головках; применение многоинструментальных головок; автоматизация позиционирования и работы вдоль оси Z. Для обработки крепежных отверстий в корпусных деталях, а также в деталях типа фланцев, крышек, плит, рычагов, кронштейнов, в условиях мелкосерийного и серийного производств предназначен вертикально-сверлильный станок с ЧПУ мод.2Р135Ф2 (рис.1,4). Он оснащен крестовым столом и шестипозиционной револьверной головкой, которые значительно расширяют его технологические возможности. Расточные станки применяют для обработки корпусных деталей при сверлении, зенкеровании, развертывании, фрезеровании и нарезании резьбы. Координатно-расточный многоинструментальный станок с ЧПУ 243ВМФ2 (рис.2) широко применяется в мелкосерийном и серийном производствах при изготовлении сложных корпусных деталей. Для обработки корпусных деталей массой до 600 кг применяется станок 2Е450АМФ4, имеющий класс точности Л, позволяющий производить также фрезерование поверхностей торцевыми и концевыми фрезами с линейной и круговой интерполяцией. Для обработки корпусных деталей массой до 16000 кг предназначен горизонтально-расточный станок повышенной точности 2П637МФ4, позволяющий обрабатывать соосные отверстия консольным инструментом с поворотом стола. Для сверления, рассверливания, зенкерования, подрезания торцов, нарезания резьбы, протачивания кольцевых канавок и вырезания отверстий, прямоугольного и контурного фрезерования применяют сверлильно-фрезерные станки с ЧПУ мод.2348ПМФ2 (рис.3), 21103Н7Ф4, 21104Н7Ф4, 21105Н7Ф4. Эти станки обладают широкими технологическими возможностями, что позволяет использовать их в составе автоматизированных участков. Из зарубежных станков сверлильно-расточной группы представляют интерес многоинструментальные сверлильные центры фирмы "СТАМА" МС012 и МС112. Станки содержат 9-ти или 12-ти позиционные головки с осью вращения, параллельной оси инструмента. Смена инструмента занимает от 0,8 до 3 секунд. Для обработки деталей различной конфигурации и размеров, а также их крепления в различных положениях (при обработке по маятниковому циклу) рабочая площадь может быть увеличена перестановкой головки или стола по оси Z.
Рис.1 - Вертикально-сверлильный станок с ЧПУ2Р135Ф2
Рис.2 - Координатно-расточный станок 243ВМФ2
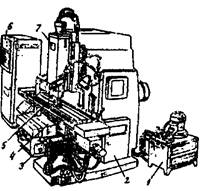
Рис.3 - Сверлильно-фрезерный станок 2348ПМФ2 Фрезерные станки с ЧПУФрезерные станки с ЧПУ могут быть выполнены в различных компоновочных вариантах: вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных. Консольный вертикально-фрезерный станок с ЧПУ мод.6Р13ФЗ (4) предназначен для обработки концевыми и радиусными фрезами плоских и пространственных деталей сложного профиля (штампов, пресс-форм, кулачков) из черных, цветных металлов и других материалов в мелкосерийном и серийном производстве. Пространственная обработка достигается сочетанием перемещения стола станка с деталью в горизонтальной плоскости по двум координатам и вертикального перемещения шпиндельной головки с режущим инструментом. Основные движения в станке. Главное движение - вращение шпинделя; движение подачи - перемещение салазок в поперечном, стола в продольном и шпиндельной головки в вертикальном направлениях; вспомогательные движения - установочные перемещения узлов станка. Механизм главного движения станка представляет обычную коробку скоростей, в которой 18 различных частот вращений шпинделя (в диапазоне 40... 2000 мин-1) получается за счет переключения двух тройных (z = 19-22-16 и z = 37-46-26) и одного двойного (z = 82-19) блоков зубчатых колес. Источником мощности служит электродвигатель М, (N= 7,5 кВт, п = 1450 мин"1). Механизм подачи. Заготовка, устанавливаемая на столе станка, при обработке перемещается в горизонтальной плоскости в двух взаимно перпендикулярных направлениях - продольном и поперечном. Шпиндель станка вместе с ползуном может перемещаться по вертикали. Эти три движения осуществляются от трех исполнительных механизмов станка. Каждый исполнительный механизм (М\, М2, Mj) снабжен шаговым двигателем, который управляет гидродвигателем (fy, Г3, Г4), а последний, в свою очередь, приводит в движение рабочий орган станка через зубчатые колеса и шариковую винтовую пару (2,3,4). Каждому импульсу, поступающему в шаговый двигатель, соответствует перемещение ползуна со шпинделем или стола на 0,01 мм. Скорость подачи изменяется от 20 до 600 мм/мин. Консоль станка со столом и салазками имеет установочное вертикальное перемещение от гидромотора Г] через пару конических колес 18-72 и винтовую пару 1. В станке предусмотрено и ручное перемещение узлов. Специализированный вертикально-фрезерный станок 6М1ЗСН с ЧПУ предназначен для изготовления деталей типа балки, у которой концевой фрезой обрабатывается наружный контур, плоскость проушины, внутренние контуры колодцев и дно колодцев. Станки с ЧПУ 65А80Ф4, 65А80ПМФ4 и 65А90Ф4 составляют гамму вертикальных фрезерных станков с крестовым столом с различной степенью автоматизации. Перемещение стола, салазок и бабки осуществляется от отдельных безредукторных приводов подач с высокомоментными электродвигателями постоянного тока через шарико-винтовые передачи. Инструментальный магазин и устройство автоматической смены инструмента обеспечивает выбор и смену инструмента для выполнения операций фрезерования, сверления, растачивания и нарезания резьбы. Вертикально-фрезерный станок с ЧПУ 6520ФЗ-36 (рис.5) предназначен для фрезерования разнообразных деталей сложной формы торцевыми, концевыми, угловыми и фасонными фрезами. Обработка может производиться по трем координатам одновременно. Кроме фрезерования на станке можно выполнять сверление, растачивание, зенкерование и развертывание отверстий. Специализированный вертикально-фрезерный станок мод. МА655АЗ (Рис.6) предназначен для обработки деталей сложной криволинейной формы типа дисков, плит, рычагов и корпусных деталей из сталей, титановых и легких сплавов. Станок оснащен системой ЧПУ и устройством для автоматической смены инструмента. На станке выполняют фрезерование плоскостей и пазов, сверление, зенкерование, развертывание и предварительное растачивание отверстий. Обработка осуществляется по трем координатам по программе. Для объемной обработки ковочных, вытяжных и вырубных штампов, литейных моделей и кокилей, пресс-форм и плоских сложных контуров применяют горизонтально-фрезерные станки с ЧПУ мод.6В443ФЗ и 6В444ФЗ (рис.7). Широкий диапазон изменения скорости вращения шпинделя и оснащение станка ускорительной съемной головкой позволяют вести наиболее производительную обработку. Применение съемной двухшпиндельной головки дает возможность обрабатывать одновременно две детали. Программа работы станка записывается на программоносителе и вводится непосредственно с пульта устройства ЧПУ, которое вычисляет траекторию движения режущего инструмента и скорость его перемещения по трем координатам. Фактическое положение подвижных узлов контролируется датчиками обратной связи. Не меняя программы, на станке можно изготовить пуансон и матрицу, зеркальное изделие, а также изделие в масштабе (1: 2, 1: 5, 1: 10), установить инструмент другой длины и диаметра, изменить припуск на последующую обработку. На базе станков ФП-27НЗ и ФП-27С разработана модификация четырехкоординатного фрезерного станка с ЧПУ и автоматической сменой инструмента ФП-27-4С. На станке возможна обработка торцевыми и концевыми фрезами плоскостей, прямолинейных и криволинейных наружных и внутренних поверхностей с постоянными и с изменяющимися углами наклона. Станок может выполнять сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы специальными оправками с метчиком или резьбовой головкой
Рис.4 - Вертикально-фрезерный станок 6Р13ФЗ
Рис.5 - Вертикально-фрезерный станок с ЧПУ 6520ФЗ-36
Рис.6 Специализированный вертикально-фрезерный станок МА655АЗ
Рис.7 Станок 6В444ФЗ Сверлильно-фрезерно-расточные станкиСверлильно-фрезерно-расточные станки выпускаются в вертикальном и горизонтальном исполнениях. Вертикальные станки выполняются с подвижной вертикали перемещающейся шпиндельной бабкой и крестовым столом. Многооперационный станок с ЧПУ модели 21104П7Ф4 (рис.8) предназначены для высокопроизводительной обработки малогабаритных деталей сложной конфигурации. На станке можно выполни сверление, зенкерование, развертывание растачивание, фрезерование по контуру; нарезание резьб метчиками. Станок оснащен автоматическим устройством столов-спутников на две позиции. Загрузка заготовки происходит во время работы станка. Для односторонней комплексной обработки плоских деталей средних размеров, по заданной программе применяют вертикальный сверлильно-фрезерно-расточной станок с ЧПУ модели 2256ВМФ4 (рис.9). На станке можно производить получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей фрезами различных типов, а также растачивание, сверление, зенкерование, развертывание, нарезание резьб метчиками в деталях из чугуна, стали, цветных металлов и пластмасс. Вертикальный фрезерно-сверлильно-расточный полуавтомат с ЧПУ модели 65А60МФ4-01 предназначен для обработки по программе деталей сложной конфигурации типа кулачков, копиров, штампов, а также корпусных деталей из чугуна, стали я цветных металлов. Полуавтомат имеет 24-местный инструментальный магазин и устройство автоматической смены инструмента, оснащен крестовым столом. В полуавтомате предусмотрены бесступенчатое регулирование приводов подач с электродвигателями постоянного тока, система блокировки и предохранительных устройств, обеспечивающих высокую надежность работы. Отклонение от плоскостности обработанной поверхности на длине 300 мм составляет 12 мкм, отклонение от заданного контура обработанной детали - 40 мкм. Сверлильно-фрезерно-расточные станки горизонтальной компоновки преобладали в парке многоцелевых станков. Около 80% этих станков оснащены поворотными столами с приспособлениями-спутниками для автоматической смены заготовок, что позволяет обрабатывать детали в автоматическом режиме с четырех-пяти сторон. Горизонтальные станки обычно имеют неподвижную стойку и крестовый стол с поворотной частью, либо поперечно-подвижную стойку и продольно-подвижный поворотный стол. Инструментальные магазины барабанного типа размещаются на стойте, а магазины цепного типа - рядом со станком или на стойке сбоку. Магазины задают, как правило, емкостью на 16...90 инструментов, что в большинстве случаев достаточно для обработки сложных корпусных деталей. Различают горизонтальные станки со встроенными и вынесенными инструментальными магазинами.
Рис 8 Рис.9
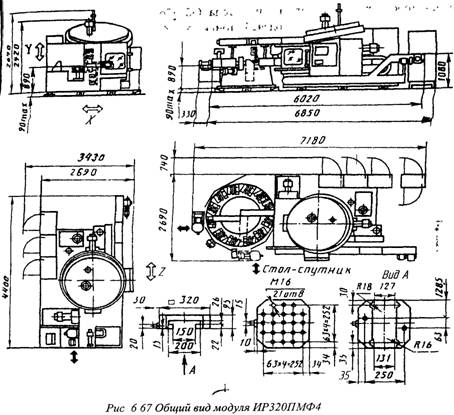
Рис.10 станок ИР320ПМФ4
Рис 12 Рис.13
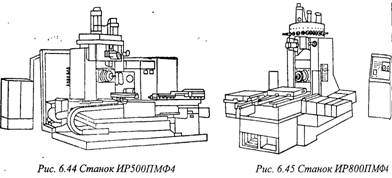
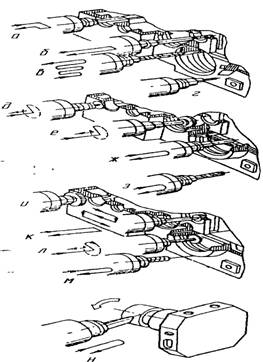
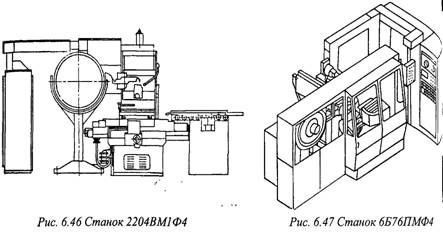
Рис.11 Постоянные технологические циклы обработки, используемые на станке модели ИР320МПФ4: 1 - обратная цековка с ориентацией шпинделя; 2 - растачивание ступенчатых отверстий; 3 - глубокое сверление; 4 - фрезерование наружного контура; 5 - цековка фрезерованием по контуру; 6 - фрезерование по контуру внутренних торцов; 7- растачивание отверстия с использованием специальной оправки; 8 - сверление; 9 - фрезерование торцевой фрезой; 10 - цековка отверстий, направляющих инструмент; 11 - фрезерование внутренних каналов; 12 - нарезание резьбы (до Ml 6); 13 - обработка поверхностей типа тел вращения Для высокопроизводительной обработки малогабаритных деталей сложной конфигурации применяют многоцелевой станок модели ИР320ПМФ4 (рис.10). Станок имеет вертикально-подвижную шпиндельную бабку, продольно-подвижный шпиндель, стол с вертикальным расположением рабочей поверхности. Инструментальный магазин емкостью 36 инструментов расположен на торце стойки. Выбор инструментов осуществляется в любой последовательности (безманипуляторный). Смена обрабатываемых деталей происходит при помощи автоматического устройства накопителя столов-спутников на 4 позиции. СОЖ подается в зону резания до 150 л/мин, и обеспечивает не только охлаждение детали и инструмента, но и удаление стружки. Широкий диапазон частот вращения шпинделя и скоростей подач позволяют выбирать оптимальные режимы резания при обработке деталей из конструкционных материалов (от легких цветных сплавов до высокопрочных, легированных, вязких и жаропрочных сталей). Постоянные технологические циклы обработки, используемые на станке ИР320ПМФ4, показаны на рисунке 11, кинематическая схема станка изображена на рисунке 12. Многооперационные станки ИР500ПМФ4 (рис.13) и ИР800ПМФ4 (рис.14) предназначены для высокопроизводительной обработки корпусных деталей из различных конструкционных материалов. Наибольшая масса обрабатываемых деталей на станке ИР500ПМФ4 составляет 700 кг, на станке ИР800ПМФ4 - 1500 кг. Поворотный индексируемый стол перемещается на отдельной станине, которая крепится на общем основании. Станки оснащены устройством автоматической смены столов-спутников с двухместным накопителем, что может обеспечить автономную работу станков в течение нескольких часов. Инструментальный магазин емкостью 30 инструментов расположен на верхнем торце станков вне рабочей зоны. Смена инструмента производится автоматически по программе. Для сохранения точности станков предусмотрено устройство обдува шпинделя. Шпиндель имеет две механические ступени и прямое программирование частоты вращения через 1 мин. Станки оборудованы устройством автоматической уборки стружки, ограждением зоны резания, индексируемыми столами или столами с круговой подачей. Устройство автоматической смены инструмента расположено вне рабочей зоны и состоит из вращающегося инструментального магазина барабанного типа с кодированными гнездами емкостью на 30 инструментов и манипулятора. Предусмотри возможность увеличения емкости инструментального магазина за счет установки! столе-спутнике инструментального барабана. Горизонтальные многоцелевые станки 2204ВМФ4, 2204ВМ1Ф4 (рис.15) и 6Б76ПМФ4 (рис.16) содержат вынесенные инструментальные магазины. Станки производят получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей концевыми, торцевыми и дисковыми фрезами, а также растачивание, сверление, зенкерование, развертывание, нарезание резьбы метчиками. Установка инструментального магазина на отдельной опоре возле станка позволяет свести к минимуму изменение его точностных параметров, увеличить жесткость станков и повысить его виброустойчивость. Для комплексной обработки деталей повышенной сложности применяют горизонтальные сверлильно-фрезерно-расточные станки 2206ВМ1Ф4 и ЛФ400ПМФ4. Для консольной обработки деталей предназначены горизонтальные сверлильно-фрезерно-расточные станки 2623ПМФ4, 22912Н7Ф4 и 2А622Ф4-1, изготовленные в Санкт-Петербурге (Станкостроительное объединение). Станки оснащены устройством автоматической смены столов-спутников с изделием, а также встроенными поворотными столами, что позволяет значительно расширить их технологические возможности. Многоцелевой станок с ЧПУ мод. ОС-1000МФ4 применяют для обработки деталей типа корпусов, плит, трубных досок, рам, балок в индивидуальном и мелкосерийном производствах при частых переналадках. Позиционирование инструмента при неподвижной детали позволяет уменьшить производственную площадь по сравнению с применением станков традиционной компоновки с подвижным столом. Протяженность установочной плиты (стола) позволяет производить обработку деталей по маятниковому циклу, то есть совмещать во времени установку очередной заготовки с обработкой предыдущей деталей. Смену инструмента производят поворотом и фиксацией магазина (число инструментов - 24) относительно шпинделя, что позволяет обеспечить высокую надежность и точность. Координатные сверлильно-фрезерно-расточные станки 24К60АФ4 и 24К70АФ4 предназначены для обработки отверстий с точным расположением осей методом растачивания, контурного фрезерования, сверления, зенкерования и резьбо-нарезания. На станках можно выполнять чистовое и получистовое фрезерование плоскостей, подрезку торцов, разметку и точные измерения. Подвижные органы (стол и головка) установлены с высокой точностью, что позволяет использовать эти станки в качестве измерительных машин. Для повышения точности обработки изделий большой массы в станках применяют адаптивную систему компенсации деформации станины. Станки оснащен автоматизированной системой определения положения базовых поверхностей изделия, что значительно упрощает и ускоряет их установку на стол станка.
ГПМ на базе многооперационных станковВ состав типового ГПМ для механообработки корпусных заготовок входят; многоцелевой сверлильно-фрезерно-расточный станок с ЧПУ; накопитель столов-спутников с заготовками, устройство для их автоматической загрузки и разгрузки со стола станка; механизм автоматической смены режущего инструмента с инструментальным магазином; устройства для выполнения контрольно-измерительных операций на станке; механизмы уборки стружки и другие вспомогательные устройства Схема компоновки ГПМ ИР320ПМФ4 (рис.16) включает одноименный станок с горизонтальным шпинделем, установленным в вертикально-подвижной шпиндельной коробке (ось Y) с продольно перемещающимся по оси Z ползуном. На верхнем торце стойки расположен 36-позиционный инструментальный магазин барабанного типа с наклонной осью вращения, обеспечивающий автоматическую смену инструмента в шпинделе без применения манипулятора. Поперечно-подвижный (ось Х) и поворотный (движение А) стол с вертикальным расположением рабочей поверхности с размерами 320x320 мм позволяет устанавливать и закреплять унифицированный стол-спутник с заготовкой, которая может быть обработана с четырех сторон за одну установку. Смена столов-спутников производится автоматически с накопителя, установленного перед станком и имеющего четыре (исполнение 1) или двенадцать (исполнение 2) позиций. Загрузка и разгрузка столов-спутников может осуществляться как вдоль продольной оси Z станка (с противоположной по отношению к шпинделю стороны), так и вдоль поперечной оси Х (перпендикулярно к оси шпинделя).
Рис 15 Рис.16
Рис.17 Список литературы1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. - К.: ИД "Профессионал", 2004. - 304 с. 2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. - 592 с. |