Контрольная работа: Общие требования к конструкции пластмассового изделияКонтрольная работа: Общие требования к конструкции пластмассового изделияСодержание Введение Общие требования к конструкции пластмассового изделия 1. Форма пластмассового изделия 2. Классификация пластмассовых изделий по степени сложности 3. Конструктивные элементы пластмассовых изделий 3.1 Стенки и днища 3.2 Технологические уклоны 3.3 Резьба в изделиях из пластмасс3.4 Армирование пластмассовых изделий 3.5 Радиусы закруглений3.6 Ребра жесткости3.7 Проектирование торцов пластмассовых изделий 3.8 Проектирование опорных поверхностей пластмассового изделия3.9 Проектирование положения литника 3.10 Накатка, рифление, надписи4. Простановка размеров на чертежах пластмассовых изделий5. Соединения пластмассовых деталей между собой и с деталями из других материалов 6. Клеевые соединения Выводы Литература Введение Тема контрольной работы "Общие требования к конструкции пластмассового изделия". Изделия из пластмасс и резины в настоящее время настолько распространены, что по своему объему и ассортименту превосходят все другие изделия, применяемые человечеством в своей повседневной жизни. Специальность "Технология переработки полимеров" - одна из новых для нашего региона специальностей. Она готовит специалистов в области изготовления полимерных изделий. Полимеры – уникальные вещества с целым рядом особенностей строения и свойств, которые обязательно надо учитывать при создании технологий и оборудования переработки полимерных материалов в изделия. Полимерные изделия в зависимости от назначения могут иметь самую разнообразную форму и размеры, поэтому перед изготовлением изделие надо спроектировать. Материал дисциплины базируется на изучении высшей математики, прикладной механики, химии и физики полимеров, технологии и оборудования переработки пластмасс и эластомеров в изделия. Полимерные изделия – это изделия из пластмасс или резины. При сходной высокомолекулярной природе свойства этих материалов настолько различаются, что принципы проектирования и расчета изделий не могут быть одинаковыми. Пластмассы должны иметь достаточную жесткость, а резины – эластичность. Общие требования к конструкции пластмассового изделия Изделия из пластмасс отличаются от других изделий: 1) физико-механическими свойствами; 2) технологией изготовления. Процесс проектирования должен обеспечивать максимальную технологичность изделия. В понятие высокой технологичности входят: 1) минимальная стоимость; 2) экономия материала; 3) упрощение конструкции формующего инструмента; 4) повышение надежности и долговечности изделия; 5) полный учет свойств пластика и особенностей технологии переработки, например, при переработке следует учитывать заполнение формы расплавом полимера, а при эксплуатации – высокий коэффициент линейного расширения, малую теплопроводность, ползучесть, релаксацию. Конструкция пластмассового изделия существенно влияет на конструкцию пресс-формы и качество самого изделия, которое также зависит от технологии изготовления. Поэтому изделие следует проектировать одновременно с анализом его технологичности. При проектировании следует стремиться обеспечить рациональные условия течения материала в форме, повышенную точность изготовления, уменьшение внутренних напряжений и коробления, сокращение цикла изготовления, облегчение извлечения изделия из формы. Конструкция пластмассового изделия должна отвечать следующим требованиям: 1) Изделия должны иметь технологические (съемные) уклоны; 2) Допуски на изделие должны быть технически обоснованными и назначать их следует в зависимости от условий эксплуатации, величины колебания усадки полимерного материала и высоты изделия, влияющей на величину уклона; 3) По возможности следует избегать поднутряющих впадин и выступов; 4) В изделиях не должно быть препятствий для извлечения их из формы; 5) Конструкция изделия должна быть по возможности наиболее простой, чтобы не применять разъемные матрицы и пуансоны; 6) Изделия должны иметь закругления, что повышает прочность, облегчает формование изделия и улучшает его внешний вид; 7) Изделия, особенно прессованные, должны быть по возможности компактными, без консольных выступов значительной длины; 8) Стенки изделия по возможности должны равной толщины, без резких переходов; 9) Конструкция пластмассового изделия может включать металлическую или другую арматуру, что увеличивает прочность, износостойкость, улучшает декоративные свойства и обеспечивает специальные свойства, например, электрическую или механическую проводимость и т.п.; 10) В конструкции изделия необходимо предусмотреть место подвода литника, положение выталкивателей, следов от вставок и расположение линии разъема формообразующих элементов; 11) При выборе пластмассы необходимо учитывать условия эксплуатации. При проектировании следует учитывать, что пластмассовые изделия склонны к короблению и образованию трещин. Наибольшая степень коробления наблюдается: 1) у больших плоских изделий, не имеющих ребер жесткости; 2) у разнотолщинных изделий или изделий с односторонней арматурой; 3) при несоответствии условий эксплуатации. Трещины возникают вследствие: 1) чрезмерных внутренних напряжений в изделиях со значительной разнотолщинностью; 2) отсутствия достаточных радиусов закругления; 3) неправильной установки металлической арматуры. Трещины и коробление могут проявляться не сразу после изготовления изделия, а в процессе его эксплуатации. 1. Форма пластмассового изделия Конфигурация (форма) изделия и его размеры определяют главные технологические особенности и конструкцию. Форма изделия – это сочетание конструктивных элементов, таких как стенки и днища, а также наличие отверстий, арматуры, уклонов и т.д. Внешняя форма должна обеспечивать по возможности использование неразъемных матриц и пуансонов. Причинами этого условия являются: 1) высокая стоимость пресс-форм при разъемных оформляющих элементах; 2) низкая износостойкость таких форм; 3) высокая трудоемкость изготовления изделий. Конфигурация изделия должна быть максимально упрощена, иметь плавные очертания с закругленными углами. Это способствует свободному течению расплавленной массы при заполнении формы. Изделия простой конфигурации легче изготовить с более высокой точностью, чем сложные. 2. Классификация пластмассовых изделий по степени сложности К простым изделиям относят: 1.монолитные изделия типа плит габаритными размерами до 50 мм с отношением высоты к длине не более 1:10 и разнотолщинностью не более 2:1 для прессованных изделий и 2,5:1 для литых изделий; 2.монолитные изделия, имеющие форму тела вращения при отношении диаметра к высоте не более 1:2 и с габаритными размерами до 50 мм. Изделия, конфигурация которых не отвечает приведенным характеристикам, относят к группе сложных. Сложные изделия классифицируются по конструктивным элементам на 6 групп сложности: I группа сложности – изделия без арматуры, резьбы и элементов, препятствующих свободному съему с формы, с неразвитой или малоразвитой поверхностью (количество элементов развитости не более 4). II группа сложности – то же с развитой поверхностью (количество элементов развитости более 4). III группа сложности – любая развитость поверхности, 1 – 4 резьбы или несколько видов арматуры (не более 4), 1 – 4 поднутрений, оформляемых разъемными матрицами. IV группа сложности – то же, комбинация резьбы и арматуры, 3 – 10 видов арматуры. V группа сложности – более 10 видов арматуры, резьба с шагом менее 1 мм. VI группа сложности – количество резьб, видов арматуры и поднутрений – более 10, боковая резьбовая арматура. Точность размеров различных элементов пластмассового изделия сильно зависит от направления плоскости разъема формы. При проектировании изделий из пластмасс следует стремиться, чтобы наиболее ответственные элементы изделия не попадали в плоскость разъема матрицы и пуансона, так как на их точность влияет погрешность, зависящая от толщины облоя. Линия разъема должна совпадать с участками простой конфигурации и находиться в одной плоскость для упрощения удаления облоя. 3. Конструктивные элементы пластмассовых изделий К основным конструктивным элементам изделий из пластмасс относятся: 1) стенки и днища; 2) технологические уклоны; 3) радиусы закруглений; 4) ребра жесткости; 5) отверстия; 6) резьба; 7) армирование; 8) торцы; опорные поверхности; накатка, рифление, надписи. 3.1 Стенки и днища От выбора толщины стенок пластмассового изделия во многом зависит качество готового изделия. Толщина стенок изделий должна быть такая, какая нужна, но как можно тоньше. Изменение толщины стенок изделия оказывает значительное влияние на следующее : - вес изделия; - длину пути течения расплава материала в литьевой форме; - время цикла изготовления пластмассового изделия; - жёсткость отформованного изделия; - величину допусков; - качество поверхности изделия, наличие коробления и пустот. Еще на ранних стадиях проектирования важно определить, можно ли получить требуемую толщину стенок с использованием выбранного материала. Соотношение между длиной пути течения расплава материала и толщиной стенок оказывает критическое влияние на то, как происходит заполнение расплавом полостей формы в процессе переработки. При небольшой толщине стенок пластмассового изделия для обеспечения большой длины пути течения расплава материала подходят только полимеры с относительно низкой вязкостью расплава (легкотекучие расплавы). Показатель жесткости при изгибе для плоского листа материала определяется значением модуля упругости этого материала и моментом инерции поперечного сечения самого листа. При попытках повысить традиционным способом жесткость пластмассовых изделий из аморфно-кристаллических термопластов за счет увеличения толщины их стенок без учета всех возможных последствий такого подхода очень часто могут возникнуть серьезные проблемы. Если же речь идет об изделиях из пластических масс, армированных стекловолокном, то изменение толщины стенок таких изделий будет влиять на ориентацию армирующего стекловолокна. Вблизи стенок формы волокна ориентированы в направлении течения расплава, в то время как в результате турбулентного характера течения расплава в центральной части поперечного сечения стенки изделия волокна оказываются ориентированными случайным образом. Поэтому увеличение толщины стенок в основном приводит к увеличению той зоны поперечного сечения, в которой стекловолокно ориентировано случайным образом. С другой стороны, ширина зоны, в которой волокна ориентированы в направлении течения расплава, остается практически без изменений. Таким образом, доля этой пограничной зоны, которая и определяет жёсткость пластмассового изделия, армированного стекловолокном, уменьшается по отношению к общей толщине стенки. Поэтому показатели прочности, получаемые при испытаниях на стандартных образцах, не могут напрямую распространяться на изделия, у которых толщина стенок отличается от толщины стандартных образцов. Для оценки эксплуатационных характеристик пластмассового изделия крайне важно выбирать его показатели с учетом соображений запаса прочности. Таким образом, непродуманное увеличение толщины стенок изделия приводит к увеличению стоимости материалов и производства, не приводя к ощутимому повышению его жесткости. Толщина стенок пластикового изделия не только в значительной степени определяет его механические свойства, но и влияет на качество готового изделия. При разработке пластмассовых изделий важно стремиться к одинаковой толщине стенок. Различия в толщине стенок изделия приводят к различным степеням его усадки, которые, в зависимости от жесткости изделия, могут приводить к его серьезному короблению и к проблемам с обеспечением точности его размеров. Для получения одинаковой толщины стенок в толстостенных участках отливки необходимо использовать дорн. Таким образом можно избежать риска образования пустот и уменьшить остаточные напряжения. Кроме того, это дает возможность свести к минимуму тенденцию к короблению изделия. Наличие в изделии пустот и микропор в значительной степени понижает его механические свойства за счет того, что уменьшается площадь его поперечного сечения, возникают повышенные остаточные напряжения и в некоторых случаях может иметь место эффект надреза. Наиболее часто встречаются такие сопряжения стенок пластмассовых изделий: лобовое, угловое, U-образное, Т-образное, вилкообразное, К-образное, Х-образное, К-образное шахматное, крестообразное. Толщина стенок и днищ пластмассовых изделий имеет очень большое значение, так как оказывает влияние на возникновение внутренних напряжений. Разнотолщинность изделия вызывает неравномерную усадку, являющуюся причиной образования вздутий, трещин и коробления. Значительная толщина стенки вызывает большую по величине усадку, что также приводит к короблению. Все это вызывается главным образом неравномерным протеканием реакций отверждения и процессов охлаждения изделия, в том числе и после извлечения его из формы. Толщину стенок изделий из пластмасс назначают, как правило, в зависимости от габаритных размеров и конфигурации, учитывая необходимую механическую прочность и текучесть данного пластика. Оптимальная толщина изделий из термореактивных пластмасс – от 1 до 4 мм, для малогабаритных изделий – 0,5 мм. Толщина изделий из термопластичных пластиков – от 0,8 до 4 мм, для малогабаритных – 0,4 мм. Толщину сплошных сечений, за исключением отдельных случаев, не рекомендуется назначать свыше 10 - 12 мм. Для определения наименьшей допускаемой толщины стенок изделий рекомендуются следующие эмпирические формулы: - для термореактивных материалов: S = 2h / [(l – 20) · tg a], мм - для термопластичных материалов:
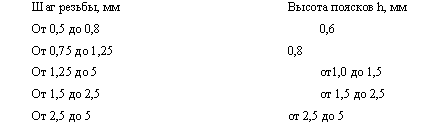
где S – толщина стенки, мм; h - высота стенки изделия, мм; L – величина текучести по Рашигу; а – ударная вязкость пластмассы, кДж/м2. Значения L и а приводятся в таблицах. Например, для аминопластов L = 70 – 180, величина а = 6 – 7; для стекловолокнита АГ-4В величина а = 50, АГ-4С величина а = 200; для волокнита L = 40 – 140, а = 9. Наиболее важным требование при проектировании пластмассовых изделий является обеспечение равнотолщинности стенок и днищ. Если это обеспечить не удается, то допускаемая разнотолщинность не должна превышать следующих отношений: при прессовании – 2:1, при литье реактопластов – 5:1, при литье термопластов – 1,5:1 (максимум 2:1). Переходы от большего сечения к меньшему следует выполнять плавными. Минимально возможная толщина стенки зависит от способности полимерного материала заполнять форму, то есть от его вязкости, от высоты стенки, от конфигурации изделия, от места подвода литника. Минимальная рекомендуемая толщина стенки изделий из термопластов составляет: для полиэтилена – 0,5; полистирола - 0,75; полиамида – 0,7; поликарбоната – 1,2; полиметилметакрилата – 0,7; этрола – 0,7 мм. Увеличение толщины стенки более 4 мм резко снижает ударную вязкость изделия, увеличивает внутренние напряжения и склонность к растрескиванию. В связи с этим для увеличения прочности изделия следует прибегать к специальным конструктивным приемам, изменять конфигурацию изделия, вводить арматуру, ребра жесткости и другие усиливающие элементы. Для газонаполненных изделий минимальная толщина стенки составляет 5 мм, а рекомендуемая – 6 – 15 мм. Для изделий сложной конфигурации толщина стенки вблизи литника должна быть несколько большей, чем в остальных местах. Это обеспечит надежную подпитку по всему изделию и исключит образование усадочных раковин и утяжин, которые неизбежны при расположении толстостенных сечений за тонкостенными. Днища изделий могут плоскими, иметь постоянную толщину и т.п. Для частично кристаллизующихся пластмасс при отливке в центр днища рекомендуется плавное утолщение к центру приблизительно на 20 %. 3.2 Технологические уклоны Технологические уклоны назначают при изготовлении изделий из пластмасс методом прессования или литья под давлением. Они необходимы для обеспечения беспрепятственного удаления изделий из пресс-формы и облегчения скольжения расплавленного материала в процессе ее заполнения. Технологические уклоны необходимо предусматривать на внешней и внутренней поверхности изделий, ребрах, отверстиях, пазах в направлении разъема оформляющих элементов формы. Технологические уклоны внутренних поверхностей изделий и отверстий должны быть больше уклонов наружных поверхностей, так как при раскрытии формы внутренние поверхности за счет усадки обжимают оформляющие элементы, а наружные, наоборот, отходят от стенок формы и меньше препятствуют удалению отливки. Уклон существенно снижает точность элементов изделия. Полная погрешность размера Δп, которая связана с допуском размера, складывается из технологической погрешности Δт, возникающей при изготовлении изделия и его охлаждении до нормальной температуры, и погрешности на технологические уклоны: Δп = Δт + Δук, Погрешность от уклона, в свою очередь, Δук = 2·H ·tgα, где Н – высота рассматриваемого элемента изделия; α – угол уклона. При проектировании пластмассовых изделий рекомендуются следующие уклоны: Наружные поверхности – 15´; 30´; 1ºВнутренние поверхности – 30´; 1º; 2º Отверстия глубиной до 1,5 d – 15´; 30´; 45´ Ребра жесткости, выступы – 2º; 3º; 5º; 10º; 15º Минимальное допустимое значение технологического уклона для изделий из полистирола, этрола, аминопластов составляет 15´ и 30´, а для изделий из полиэтилена 30´ и 1º на наружных и внутренних поверхностях соответственно. В некоторых случаях технологические уклоны могут иметь и конструктивное значение. Технологические уклоны можно не назначать на: 1.плоские монолитные изделия толщиной 6 – 10 мм; 2.тонкостенные изделия высотой до 15 мм; 3.наружные поверхности полых изделий высотой до 30 мм; 4.элементы изделия, имеющего конструктивные уклоны (изделия, имеющие конусные или сферические поверхности); 5.элементы пластмассового изделия, сопрягающиеся с другими по стандартным посадкам. 3.3 Резьба в изделиях из пластмассСреди многообразия пластмассовых изделий большую группу составляют изделия с наружной или внутренней резьбой. Резьбу получают как в процессе формования, так и нарезанием механическим способом. Для пластмассовых изделий следует назначать метрическую резьбу, так как она обладает наибольшей прочностью. Допускается также применение прямоугольной, трапецеидальной, упорной и круглой резьб. При проектировании резьбы в пластмассовом изделии следует руководствоваться следующими рекомендациями: 1.для волокнистых материалов не рекомендуется применять резьбы диаметром менее 4 мм, для других материалов – резьбы диаметром менее 3 мм; 2.не допускается применять резьбы с мелким шагом при диаметре менее 4 мм; 3.для термореактивных материалов с порошкообразным наполнителем максимальная прочность резьбы обеспечивается при шаге 1,5 мм, который и следует применять для несущих деталей. При более крупном шаге резьба выкрашивается, а при шаге менее 1,5 мм элементы резьбы переобогащаются связующим, что снижает прочность на срез. Особо крупную резьбу следует назначать при малых диаметрах отверстий; 4.для термопластичных материалов из условия прочности следует назначать оптимальный шаг резьбы 2 – 3 мм. При меньшем шаге может произойти соскальзывание витков в сопряжении даже в случае сравнительно небольших нагрузок; 5.наружный диаметр гаек из реактопластов следует назначать предпочтительно равным величине 1,75 – 2 диаметра резьбы; 6.для сильно нагруженных резьб с мелким шагом (менее 1 мм) следует использовать металлическую арматуру; 7.длина свинчивания не должна превышать диаметр более чем в 1,5 – 2 раза; 8.при большей длине следует учитывать усадку по шагу резьбы. Наибольшая длина свинчивания прессованных резьб в изделиях из пластмасс при различном номинальном диаметре, шаге резьбы и колебании усадки приводится в специальных таблицах. Исполнение заходных и выходных элементов резьб для пластмассовых изделий отличается от металлических. Для резьб всех видов обязательно наличие фасок или кольцевых выточек на конце резьбы. Выточки выполняют для наружных резьб. Высота выточек (поясков) выбирается в зависимости от шага резьбы:
Такие пояски обеспечивают достаточную прочность изделий с резьбой и формующих резьбовых знаков. Методом формования в пластмассовых изделиях можно получить резьбу с точностью IT6 – IT10. Более высокую точность можно обеспечить только при механической нарезке резьбы. Особенности механических свойств пластмасс, особенно прочностных, учитываются и при проектировании резьб. При расчете прочности резьбовых элементов изделий из пластмасс необходимо учитывать коэффициент концентрации напряжений, который для винтов и гаек из полиамидов и других термопластов достигает 2,0, а из реактопластов – 5,5. 3.4 Армирование пластмассовых изделий При необходимости получить изделия с эксплуатационными свойствами, которыми пластмассы не обладают, их приходится проектировать с различными элементами из других материалов, называемыми арматурой. В зависимости от требований, предъявляемых к пластмассовому изделию, оно может быть армировано металлической, керамической, стеклянной, резиновой, пластмассовой другого вида арматурой и т.п. Закрепление арматуры в пластмассовом изделии можно осуществить несколькими способами: 1.непосредственно в процессе формования (заливка или запрессовка); 2.установление в изделие сразу после формования и извлечения из формы, когда закрепление осуществляется за счет термической усадки; 3.закрепление в охлажденном изделии на клею или механическим способом (на резьбе, заклепках и т.п.). Чаще всего используют металлическую арматуру, которая придает пластмассовому изделию прочность, износостойкость, размерную точность, декоративные свойства. К недостаткам пластмассовых изделий с арматурой, закрепленной в процессе формования, следует отнести: 1.возникновение внутренних напряжений в слое пластмассы, приводящих к образованию трещин; 2.усложнение оснастки и процесса формования. В зависимости от назначения арматура бывает стержневая, втулочная, клеммная, кольцевая, проволочная, трубчатая и др. В качестве арматуры можно использовать стандартные металлические изделия (винты, болты, гайки) с доработкой или без нее, а также специально изготовленные для конкретного пластмассового изделия металлические армирующие элементы. Соединение арматуры с пластмассой должно быть настолько прочным, чтобы извлечение арматуры сопровождалось разрушением пластикового изделия или деформированием арматуры. Для восприятия рабочих осевых нагрузок и крутящих моментов на арматуре должны быть предусмотрены специальные удерживающие элементы. У простейшей проволочной арматуры, изготовленной из тонкого пруткового материала или проволоки, - это различные отгибы, разрезы, расплющенные элементы, петли и т.п. Штампованная арматура из листового металла толщиной менее 1 мм должна иметь отгибы, выштампованные язычки, выгибы, боковые вырезки глубиной 0,3 – 0,5 мм. Для арматуры толще 1 мм рекомендуется использовать отверстия. Стержневая и втулочная арматура для восприятия крутящего момента на запрессованных поверхностях должна иметь грани, лыски, накатку и т.п., а для восприятия осевого усилия – буртики, заплечики, проточки, пазы и т.п. Кольцевые проточки необходимо располагать посередине запрессовываемой части арматуры. Диаметр канавки – 0,6 – 0,8 мм. Если торец арматуры выходит за поверхность пластмассового изделия, то накатка не должна доходить до торца на 1,0 – 1,5 мм. Все острые кромки запрессовываемой части арматуры должны быть обязательно округлены или притуплены фаской. Для предотвращения разрушения и образований трещин и вздутий толщина слоя пластмассы, охватывающего арматуру, не должна быть меньше некоторой минимальной величины, равной 0,5 диаметра или толщины арматуры. Необходимо стремиться к равнотолщинности слоя пластмассы, охватывающего арматуру. В этом случае охлаждение и усадка протекают более равномерно, что способствует уменьшению напряжений и деформации изделия. При наличии в пластмассовом изделии нескольких армирующих элементов минимальное расстояние между ними зависит от диаметра арматуры. Оно должно составлять 3 мм при диаметре арматуры 6 – 12 мм и 6 мм при диаметрах более 12 мм. 3.5 Радиусы закругленийНа изделиях из пластмасс предусматриваются закругления как с наружной, так и с внутренней сторон. Наличие таких закруглений способствует: 1. увеличению прочности пластмассового изделия в целом или его элементов; 2. устранению или уменьшению внутренних напряжений, следствием которых являются коробление и другие виды отклонений от правильной геометрической формы; 3. облегчению течения расплава в форме, особенно из термопластов; 4. облегчению извлечения изделий из формы; 5. уменьшению износа пресс-формы; 6. улучшению внешнего вида пластмассового изделия. Радиусы закруглений не предусматриваются в основном только на элементах, находящихся в плоскости разъема формы при прессовании, так как закругления или фаски величиной 0,2 – 0,3 мм на этих поверхностях образуются после снятия облоя механическим путем. Радиусы закруглений зависят от вида материала изделия, толщины стенки, типоразмера инструмента, используемого при обработке пластмассового изделия. Наименьший допускаемый радиус наружного закругления для изделий из реактопластов составляет 0,8 мм, для изделий из термопластов – 1,0 – 1,6 мм. Наименьший допускаемый радиус внутреннего закругления равен для изделий из полистирола и полиметилметакрилата – 1,0 –1,6 мм; из полиамидов – 0,5 – 1 мм; из фенопластов и аминопластов – 0,5 – 1,6 мм. Для ненагруженных изделий небольших размеров допускается назначать минимальный радиус 0,3 мм. Для изделий, изготавливаемых из пресс-порошков, номинальные радиусы закруглений зависят от толщины стенки изделия: при толщине 1 мм радиус закругления равен 0,5 мм, при 2,5 мм – 1 мм, при 3 – 4 мм радиус закругления составляет 1,6 – 3,0 мм. Рекомендуемые значения радиусов закруглений в зависимости от высоты стенки прессуемого изделия даются в специальных номограммах, например, при высоте стенки 200 мм радиус наружного закругления равен 10 мм, а при высоте 400 мм – 20 мм. 3.6 Ребра жесткостиРебра жесткости предусматривается вводить в конструкцию пластмассового изделия для увеличения жесткости и прочности, для усиления нагруженных мест или выступающих частей, а иногда по технологическим соображениям. Жесткость пластмассового изделия можно повысить несколькими способами, например, увеличением толщины стенок изделия или повышением модуля упругости полимерного материала (в частности, за счет армирования волокнами). При невозможности увеличить жесткость за счет конструктивных методов рекомендуется в качестве следующего шага выбрать полимерный материал с более высоким модулем упругости, чем исходный. Одним из известных способов для этого является армирование полимерного материала волокнами или увеличение содержания волокон, если они уже имеются. Однако таким способом можно добиться только линейного роста жесткости. Гораздо более эффективное решение – это введение в конструкцию оптимальных по размеру и расположению ребер жесткости. Жесткость изделия при этом в целом повышается вследствие увеличения момента инерции. Ребра жесткости позволяют: 1.уменьшить сечение отдельных элементов пластмассового изделия; 2.снизить внутренние напряжения в местах сопряжения стенок разного сечения; 3.предотвратить коробление или брак по трещинам; 4.улучшить условия заполнения формы, так как ребра служат дополнительными литниковыми каналами. В зависимости от назначения ребра жесткости подразделяются на следующие виды: 1. усиливающие ребра – служат для увеличения прочности изделия в определенных сечениях, а также для уменьшения напряжений, особенно в тонкостенных изделиях; 2. разводящие ребра – воспринимают сосредоточенные нагрузки и переносят их рассредоточено на большую площадь стенки изделия, например, ребра крыльчатки золотника, работающего при динамических нагрузках; 3. ребра, обеспечивающие равностенность пластмассового изделия; 4. конструктивные ребра, например, крыльчатка насоса-лопасти; 5. технологические ребра, предназначенные для использования в технологическом процессе изготовления пластмассового изделия, например, ребра для устранения коробления, для облегчения извлечения изделия из формы, для уменьшения времени выдержки изделия в форме. Для выбора оптимальных размеров ребер в общем случае следует учитывать не только конструктивные соображения, но также технологические и эстетические факторы. Большое значение момента инерции легче всего достигается за счет высоких и толстых ребер жесткости. Однако с конструкционными термопластами такой подход зачастую неоправдан, так как приводит к образованию усадочных раковин и пустот, а также к короблению. Более того, если высота ребер слишком большая, появляется риск их коробления под нагрузкой. Поэтому размеры ребер следует разумно ограничивать. Для облегчения извлечения из формы изделий с ребрами необходимо предусмотреть на ребрах технологические уклоны. Для изделий с высокими требованиями к качеству поверхности, например, таких как колпаки автомобильных колес, правильный выбор размеров ребер особенно важен, так как снижает риск образования усадочных раковин. Если зона у основания ребра слишком велика, то в ней при формообразовании могут образоваться пустоты, резко снижающие механические характеристики пластмассового изделия. Необходимо ограничить объем материала у основания ребра жесткости, что снижает или даже сводит к нулю вероятность появления раковин. Если изделие с ребрами при эксплуатации подвергается механической нагрузке, у основания ребер может происходить концентрация напряжений. При этом острые углы служат концентраторами напряжений, которые могут приводить к растрескиванию изделия. Для распределения напряжений необходимо скруглять острые углы и кромки достаточно большим радиусом. С другой стороны, слишком большой радиус увеличивает объем материала вокруг ребра, ведущий к опасности образования усадочных раковин. В конструкциях пластмассовых изделий хорошо зарекомендовала себя перекрестная схема расположения ребер, которая выдерживает различные сочетания нагрузок. Перекрестные ребра оптимальной конструкции обеспечивают равномерность распределения напряжений по объему изделия. При проектировании пластмассовых изделий с ребрами жесткости необходимо придерживаться следующих общих рекомендаций: 1.ребра жесткости необходимо располагать на прямых участках элементов изделия; 2.оптимальную толщину ребер для изделий из некоторых пластмасс следует принимать с учетом коэффициента, который приводится в специальных таблицах; 3.оптимальная толщина ребер жесткости не должна превышать 0,6 – 0,8 толщины сопрягаемой стенки, так как при большей толщине ребер возможно появление трещин в местах скопления массы на стыке ребра жесткости со стенкой; 4.ребра жесткости должны примыкать к опорной поверхности плавно и не доходить до ее края на 0,5 – 1,0 мм, что исключает выход ребра за пределы опорной поверхности при формовании; 5.при проектировании ребристых плит, днищ и других изделий с плоской поверхностью необходимо располагать ребра по диагоналям или диаметрам, что обеспечит необходимую жесткость и уменьшит коробление стенок и днищ; важно также избегать скопления массы в местах пересечения ребер; 6.конструкция с крестообразными ребрами жестче и может воспринимать большие нагрузки. Однако концентрация массы в местах пересечения ребер удлиняет цикл изготовления изделия из-за увеличения времени выдержки и вызывает образование утяжин на изделиях из термопластов. Смещение ребер снижает концентрацию массы в узле, но при этом уменьшает жесткость. Повышенную жесткость и одновременно уменьшенную концентрацию массы обеспечивает клеточное расположение ребер, но оно требует большой трудоемкости изготовления формы; 7.в связи с тем, что у крупногабаритных изделий ребра жесткости не всегда могут полностью предотвратить местные прогибы на поверхности изделий, для устранения прогиба на наружной поверхности рекомендуется наносить мелкие декоративные ребра, параллельные направлению извлечения изделия из пресс-формы, а на дно изделие – рифление; 8.для увеличения жесткости крышек и днищ крупногабаритных изделий и боковых стенок рекомендуется наносить мелкие ребра – нервюры (если это допустимо по конструктивным соображениям). Нервюры имеют небольшую высоту (0,5 – 1,0 их ширины). 3.7 Проектирование торцов пластмассовых изделий С целью упрочнения изделий торцы выполняются в виде буртиков различной конструкции, которые предохраняют края изделия от поломки, препятствуют короблению стенок, облегчают формообразование и сброс изделия с пуансона благодаря увеличению опорной поверхности толкателя. Во избежание удлинения цикла формования толщина буртиков не должна превышать толщину стенки более чем в 1,5 – 2 раза. Буртики должны быть непрерывными и иметь равное сечение по всему контуру изделия. В противном случае в местах разрыва и изменения сечения возникают напряжения, приводящие к росту коробления. 3.8 Проектирование опорных поверхностей пластмассового изделияЦелью проектирования опорных поверхностей являются: 1) устранение влияния коробления, усадки и неровностей больших площадей; 2) повышение жесткости и точности сопрягаемых поверхностей. Для этого применяют выступающие над поверхностью опорные плоскости в виде выступов, пластиков и буртиков. Рекомендации к проектированию: 1.опорные поверхности (крышек, плит и т.п.) ограничивать до минимума; 2.высота бобышек и платиков должна быть минимальной; 3.бобышки и платики сопрягают с основной стенкой изделия плавно, без резких углов и переходов. Обрабатываемые поверхности бобышек и платиков располагают на одном уровне, чтобы снизить трудоемкость механической обработки; 4.крепежные проушины для большей прочности и жесткости укрепляют ребрами жесткости, избегая резких углов и переходов; 5.сложные опорные поверхности или опоры на две точки заменяют отдельными опорами на три точки. 3.9 Проектирование положения литника Неправильный выбор положения литника и типа литниковой системы, помимо чисто технологических проблем, может существенно повлиять на качество готового изделия. Расположение литника влияет на: - распределение напряжений; - размеры изделия (допуски); - усадку, коробление изделия; - уровень прочностных свойств; - качество поверхности (внешний вид). Если литник расположен неправильно, то исправить положение путем изменения технологических параметров формования, практически невозможно. При наличии наполнителя в процессе литья под давлением линейные макромолекулы полимера ориентируются в основном в направлении течения расплава в форме. Это приводит к пространственной зависимости (анизотропии) свойств изделия, например, прочность в направлении течения существенно выше, чем в перпендикулярном направлении. Влияние ориентации армирующих волокон на свойства изделия намного выше, чем влияние макромолекул полимера. Ориентация волокон приводит к анизотропии усадки в направлении течения и перпендикулярном ему, что может вызвать коробление изделия. В полимерном изделии могут возникать линии холодного спая. Это происходит, когда в литьевой форме встречаются два и более потока расплава, например, при обтекании расплавом вставки в форме или при наличии в форме нескольких литников. Различная толщина стенок изделия также может привести к разделению потоков расплава в форме и, следовательно, к появлению линий холодного спая. Если воздух, захваченный потоками расплава полимера, не может выйти из формы, образуются воздушные раковины. Линии холодного спая и раковины часто проявляются и как поверхностные дефекты. При этом не только портится внешний вид изделия, но и локально снижаются его механические свойства, особенно ударная прочность. Несоответствующее положение литника имеет отрицательные последствия. Поскольку литник всегда оставляет заметный след на изделии, его не следует располагать в тех местах, которые важны с эстетической точки зрения. Вокруг литника возникают повышенные остаточные напряжения в результате сдвига слоев материала, что значительно снижает уровень свойств. Неармированные пластики отличаются более высоким качеством линии холодного спая, чем армированные. Качество материала в области холодного спая сильно зависит от типа и количества армирующего наполнителя. В таком материале волокна в зоне линии холодного спая располагаются перпендикулярно к направлению течения расплава, т.е. фактически перестают играть упрочняющую роль. Отрицательное влияние на свойства оказывают также технологические добавки и антипирены. Необходимо иметь в виду, что даже при равной прочности при растяжении линия холодного спая может существенно понизить ударную или усталостную прочность материала. Учитывая многообразие факторов и их взаимодействия, сложно дать количественную оценку их влияния на прочность готового изделия. Изделия сложных форм, как правило, не удается получить без линий холодного спая. Если невозможно уменьшить количество таких линий, то рекомендуется проводить процесс таким образом, чтобы линии располагались в некритических зонах изделия с точки зрения внешнего вида и прочности. Это достигается переносом места расположения литника или увеличением или уменьшением толщины стенок изделия. Основные рекомендации к проектированию места расположения литника: 1.избегать или сводить к минимуму количество линий холодного спая; 2.не располагать линии холодного спая в зонах повышенных остаточных напряжений; 3.иметь в виду, что для армированных пластиков от расположения литника зависит степень коробления изделия; 4.предусматривать отверстия для выхода воздуха в форме, чтобы избежать образования раковин в изделии. 3.10 Накатка, рифление, надписиНакатку и рифление обычно наносят на наружные поверхности изделия в процессе формования. Их следует выполнять прямыми ребрами, параллельными направлению выталкивания изделия из формы. Наиболее технологичным рельефом является полукруглый профиль. Ребро рельефа должно входить в цилиндрический поясок, расположенный со стороны плоскости разъема формы. Высота пояска – не менее 1 мм. Диаметр пояска должен превышать диаметр описанной окружности рифов. Противоположный конец рельефа рекомендуется не доводить до торца на некоторое расстояние, большее радиуса закругления. Надписи (буквы, цифры и т.п.) на пластмассовом изделии получают в процессе формования на поверхностях, параллельных плоскости разъема формы. В случае необходимости их выполняют на поверхностях, параллельных направлению выталкивания, и эти поверхности выполняют с уклоном. Если форма изготавливается резанием, надписи следует делать выпуклыми, если же холодным выдавливанием – углубленными. Это обеспечивает прочность и четкость изображения. При оформлении надписей следует придерживаться таких рекомендаций: 1.высоту букв над поверхностью изделия принимать в пределах 0,3 – 0,5 мм; 2.буквы высотой более 0,75 мм для предотвращения выкрашивания выполнять шире у основания, чем у вершины; 3.для защиты выпуклого шрифта при эксплуатации изделия и для удобства снятия облоя надписи помещают в незначительные углубления на поверхности изделия, чтобы надпись на выступала за пределы наружной поверхности; 4.при малой толщине изделия предусматривают специальный защитный ободок, высота которого рана или чуть больше, чем высота шрифта 5.для выпуклого шрифта форма сечений букв может быть угловой, прямоугольной, трапециевидной; а для углубленного – трапециевидной и прямоугольной. 4. Простановка размеров на чертежах пластмассовых изделийЕсли пластмассовое изделие изготовлена механической обработкой и к точности расположения его отдельных элементов не предъявляются особые требования, целесообразно назначать размеры l и А с максимально возможными широкими допусками.
Если контур симметричного пластмассового изделия при формовании оформляют в матрице, а отверстия – знаками пуансона, то размер l обычно не проставляют, так как его трудно технологически обеспечить и проконтролировать. Если одни размеры оформляются пуансоном, а другие – матрицей, то целесообразно отступить от принципа единства баз и наносить размеры с разных сторон. Колебание толщины облоя при прессовании искажает только один размер – высоту изделия. Этот размер рекомендуется контролировать на всех изделиях. При проектировании изделий типа кожухов, изготавливаемых прессованием, не рекомендуется указывать толщину стенки. Габаритный размер изделия не должен включать в себя размеры местных выступов, бобышек, ребер и т.п. 5. Соединения пластмассовых деталей между собой и с деталями из других материалов Наиболее простыми способами соединения пластмассовых деталей являются применение пружинных фиксаторов (защелок), прессовое соединение и резьбовое соединение. Упрощение технологии соединения и сборки изделия дает значительную экономию. Соединения можно разделить на две группы: разборные и неразборные. К неразборным соединениям относятся: - сварка; - заклепочное соединение; - клеевое соединение; - вставка; - защелки с фиксаторами под углом 90 0. Разборные соединения включают в себя: - защелки с фиксаторами под углом < 90 0; - резьбовые соединения; - соединения типа вал – втулка; - прессовые соединения. Большим преимуществом пружинных фиксаторов является то, что для сборки соединения не требуются дополнительные детали. В технологии пластмассовых изделий наиболее распространены следующие типы фиксаторов пружинного типа: - с зазубренной защелкой; - с цилиндрической защелкой; - с шаровой защелкой. Во всех случаях конструктор должен разработать геометрию изделия таким образом, чтобы детали не были напряжены, и после сборки не произошла релаксация напряжений в точках крепежа. Основным принципом проектирования является обеспечение непревышения величины допускаемой деформации для данного материала. При этом следует учитывать свойства полимерного материала. Например, при использовании полиамида следует принимать во внимание, что сухой полиамид имеет значительно меньшую допустимую деформацию, чем влажный. Содержание стекловолокна также оказывает влияние на допустимую деформацию материала, и, вследствие этого, на допустимую величину отклонения защелки. Если защелка имеет конусную форму, то внутренние напряжения в ней снижаются. Конусная форма позволяет лучше распределять напряжения по длине консольной части защелки. При этом снижается пик напряжения у основания защелки, а также усилия сборки деталей. Место стыка защелки и основания должно быть закруглено достаточно большим радиусом, иначе оно будет являться концентратором напряжений. При цилиндрической и шаровой форме защелки их часто необходимо разрезать для облегчения сборки. В этом случае торец с прорезью следует затупить. Прессовые соединения обеспечивают высокую прочность соединения пластмассовых деталей при минимальной себестоимости. Как и для пружинных фиксаторов, усилие отрыва при прессовом соединении со временем снижается из-за релаксации напряжения в полимерном материале, что обязательно следует учитывать при проектировании. Кроме того, необходимо проводить климатические испытания изделия с обязательным термоциклированием для проверки надежности соединения. Резьбовые соединения в технологии полимерных изделий выполняют с помощью винтов-саморезов или болтов и резьбовых вставок в детали. При выборе типа резьбового соединения хорошим индикатором может служить модуль упругости полимерного материала при изгибе. При модуле до 2800 МПа можно использовать самонарезные винты. Если соединение должно быть разборным или если требуется применять винты с метрической резьбой, то необходимо предусмотреть в изделии металлические вставки. Во избежание разрушения втулок при ввертывании винтов важно обеспечить оптимальный диаметр отверстия и толщины стенок. В пластмассовых изделиях не следует применять винты с конической потайной головкой, так как давление головки направлено так, что "раздвигает" материал. Это приводит к тому, что изделие может треснуть по линии холодного спая. Сварка широко применяется для постоянного соединения изделий и деталей из термопластичных материалов, в основном, пленок и листов. Преимуществом сварного соединения по сравнению с клепаным или клеевым соединением является высокая прочность, достигающая 50 - 100 % прочности основного материала. Кроме того, сварка характеризуется более высокой производительностью и меньшей трудоемкостью, чем клепка и склеивание. Выбор метода сварки определяется несколькими критериями: геометрия изделия, тип используемого полимера, себестоимость метода, соответствие метода общей технологической цепочке, механические и эстетические требования к соединению. Существую различные недорогие методы сварки, пригодные для массового промышленного производства. Для сварки конструкционных пластмасс наиболее часто применяются следующие методы: - сварка нагревом; - сварка трением; - сварка вибрацией; - сварка ультразвуком. Также применяются: - высокочастотная сварка; - индукционная сварка; - сварка струей горячего газа. Разрабатываются новые методы, например, лазерная сварка, но они еще не получили широкого распространения в промышленности. Во всех этих методах соединение деталей достигается за счет нагрева, приводящего к плавлению кромок соединяемых деталей, и давления. Тепло передается непосредственно от горячего источника контактным способом или излучением, или вырабатывается за счет внутреннего или внешнего трения или электрических явлений. Для достижения высокого и воспроизводимого качества сварного соединения необходимо выбрать наиболее подходящий метод сварки и оптимизировать его параметры при условии, что конструкция сваривамеых деталей соответствует данному методу. Изготовители сварочного оборудования поставляют не только стандартное оборудование, но и специальные сварочные установки, приспособленные для решения конкретных задач. Перед выбором метода сварки рекомендуется проконсультироваться с поставщиками как оборудования, так и полимерного материала. Теоретически сваркой могут быть соединены любые термопласты, но поведение различных полимерных материалов при сварке значительно отличается. Аморфные и аморфно-кристаллические полимеры не могут быть сварены друг с другом. Полимеры, которые поглощают воду, например, полиамид, должны быть предварительно высушены, так как влажность приводит к низкому качеству сварки. Поэтому для повышения качества сварки изделия из полиамида следует сваривать сразу же после формования или после хранения в сухом состоянии. На процесс сварки также влияют добавки, вводимые в полимер, в частности, стекловолокно, стабилизаторы и т.д. Сварные соединения неармированных пластмасс могут достигать прочности основного материала при условии оптимальных параметров процесса и конструкции изделия. Однако стеклопластики при сварки сильно теряют в прочности из-за разделения или переориентировки волокон в зоне сварного шва. Правильная конструкция соединения является важным требованием для высококачественной сварки. Следует также учитывать и эстетичность соединения. Улучшение внешнего вида шва моет быть достигнуто путем маскировки облоя в специально предусмотренных пазах. Детали с тонкими стенками должны иметь утолщенные направляющие для соединения друг с другом, чтобы при приложении давления в процессе сварки не происходила деформация стенок. При сварке пластмассовые детали в местах контакта нагревают до вязкотекучего состояния различными источниками тепла – нагревательными элементами, газовыми теплоносителями, экструдируемыми присадками. Используют также ультразвуковые колебания, нейтронное облучение, трение. С помощью нагревательных элементов можно сваривать пластмассы, которые не свариваются ТВЧ (фторопласт 4, полистирол, полиэтилен). Наиболее прост метод сварки газовыми теплоносителями, в качестве которых используют подогретые воздух, аргон, азот или продукты горения горючих газов – водорода, ацетилена и др. Этим способом сваривают винипласт, полиамиды, полиэтилен, полиметилметакрилат. Сварка обычно применяется при соединении пленок внахлестку, в том числе по скошенным кромкам. Разделка кромок под сварку может производиться как с одной стороны, так и с двух. Если толщина листов не превышает 2 мм, разделку кромок не производят, провар обеспечивается при зазоре в стыке до 1,5 мм. V-образная форма кромок применяется при толщине листа 2 – 9 мм, причем при толщине 2 – 6 мм угол разделки кромок составляет 55 – 600, а при толщине больше 6 мм – 70 – 900. С ростом угла разделки кромок прочность соединения возрастает. Х-образная разделка кромок дает большую прочность соединения и более экономична, чем V-образная. При V-образной разделке кромок под углом 900 прочность шва на растяжение составляет 25 МПА, а при Х-образной разделке – 40 МПа. При использовании ультразвуковой сварки следует учитывать ее особенности. Аморфно-кристаллические полимеры имеют определенную температуру плавления, т.е. при нагревании они резко переходят из твердого в жидкое состояние. Поэтому для них предпочтительно использовать соединение внахлестку. Для сварки аморфных полимеров, которые постепенно размягчаются и плавятся в диапазоне температур, конструкция стыка не имеет такого значения. При ультразвуковой сварке применяют метод "близкого поля" и метод "далекого поля". Они различаются расстоянием между поверхностью контакта , где ультразвуковой вибратор передает энергию изделию, и плоскостью сварки. Лучшие результаты дает метод "близкого поля", который эффективен со всеми пластмассами, однако наибольшая эффективность проявляется при сварке пластиков с низким модулем упругости. 6. Клеевые соединения Основным преимуществом клеевых соединений является возможность склеивания при помощи синтетических полимерных материалов различных пластмасс между собой, а также пластмасс с металлом, деревом, тканью, стеклом, керамикой и т.д. Клеевые соединения отличаются хорошей герметичностью, сопротивляемостью вибрационным нагрузкам, но имеют невысокую прочность, особенно при повышенных температурах. Термопластичные полимерные материалы (полиметилметакрилат, поливинилхлорид, полистирол) можно склеивать раствором этого же полимера. Процесс склеивания состоит обычно из трех этапов: 1) подготовка поверхности (обезжиривание, а для некоторых материалов – химическая обработка); 2) нанесение клея и 3) выдержка клеевого соединения под давлением. В клеевых соединениях зазор между склеиваемыми поверхностями составляет 0,1 – 0,2 мм. При проектировании клеевых соединений следует стремиться к тому, чтобы при нагрузке в них возникали лишь равномерные напряжения сдвига. При неравномерном приложении нагрузки прочность для большинства клеев не превышает 0,5 МПа. Высокой прочностью обладают соединения вскос, с двухсторонней накладкой и внахлестку. Для повышения прочности клеевые соединения часто комбинируют с соединением на заклепках. Многие пластмассы (полиэтилен, полипропилен, поливинилхлорид) являются химически инертными материалами, поэтому перед склеиванием требуется их специальная химическая и химико-термическая обработка. Так, перед склеиванием полиэтилена и полипропилена эпоксидными клеями производят обработку склеиваемых поверхностей хромовой кислотой при 75 0С в течение 1 мин. В случае применения резиновых клеев предварительную обработку производят раствором синтетического каучука в четыреххлористом углероде, трихлорэтилене или бензине. В качестве клеев применяют растворы или расплавы различных полимеров или олигомеров. Высокой прочностью обладают клеевые соединения эпоксидными композициями, которые происходят в трехмерное состояние с помощью специально добавляемых отвердителей, также композиции на основе фенолоформальдегидных и других олигомеров. Прочностные характеристики композиций, отвержденных без нагревания, значительно ниже, чем такие же характеристик композиций горячего отверждения. Выводы В процессе выполнения контрольной работы мы ознакомились с общими требованиями к конструкциям пластмассового изделия, а именно с формой пластмассового изделия, классификацией пластмассовых изделий по степени сложности и конструктивным элементам, соединением изделий из пластмасс, множеством рекомендаций по проектированию и изготовлению изделий из пластмасс. Литература 1. Альшиц И.Я. и др. Проектирование изделий их пластмасс. – М.: Машиностроение, 1979. – 248с. 2. Зенкин А.с. и др. Допуски и посадки в машиностроении. К.: Техніка, 1990. –320 с. 3. Штейнберг Б.И. и др. Справочник молодого инженера-конструктора. – К.: Техніка, 1979. – 150 с. 4. Лепетов В.А., Юрцев Л.И. Расчет и конструирование резиновых изделий. М.: Химия, 1987. – 408 с. |