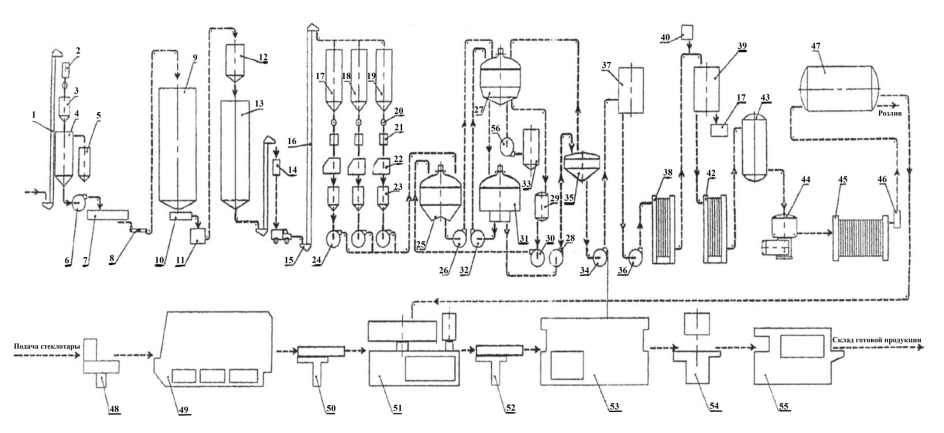
Курсовая работа: Анализ технологии производства пива ОАО "Владпиво"Курсовая работа: Анализ технологии производства пива ОАО "Владпиво"Министерство образования и науки Российской Федерации Государственное образовательное учреждение высшего профессионального образования Дальневосточный Государственный Университет Институт химии и прикладной экологии Курсовая работа Анализ технологии производства пива ОАО "Владпиво" Владивосток 2010 Оглавление Нормативные ссылки Термины и определения Обозначения и сокращения Введение 1 Технология производства пива на ОАО "Владпиво" 1.1 Производство солода 1.2 Дробление и затирание солода 1.3 Фильтрация затора 1.4 Варка солода 1.5 Брожение солода 1.6 Розлив пива в бутылки 1.7 Требования к качеству пива 2 Исследование сырьевых потоков в процессе варки пива Заключение Список литературы В настоящей работе использованы ссылки на следующие стандарты: ГОСТ Р 51174-98 – Пиво. Общие технические условия. Термины и определения В настоящей работе применены следующие термины с соответствующими определениями: Дробина – нерастворимые остатки ячменя, получаемые в процессе фильтрации затора. Затор – дробленый солод смешанный с водой. Зеленое пиво – не готовое пиво, полуфабрикат. Монжю - аппарат для поднятия (накачивания) или опускания кислот, щелочей и др. жидкостей на химических заводах. Нория - устройство, предназначенное для подъёма жидкостей (подливное водяное колесо) или сыпучих материалов в вертикальном направлении. Форфас – это буферный танк для хранения и розлива фильтрованного пива. В настоящей работе применены следующие обозначения и сокращения: ЛСХА – двухканальнаячетырехзонный вертикальный сушильный аппарат предназначен для подсушивания солода. ЦКТ – цилиндроконические танки. ЦКТБ – цех цилиндроконических бродильных танков. ЦКТЛ – цех цилиндроконических лагерных танков. Пиво – самый древний алкогольный напиток в истории человечества. Он занимает особое место в потреблении напитков, имеет огромную популярность и широко распространен у многих народов. Пиво – слабоалкогольный ячменно-солодовый напиток, обладающий приятной горечью, ароматом хмеля, утоляющий жажду и способный вспениваться при наполнении бокала, удерживая продолжительное время на поверхности слой компактной пены. Полезность пива для организма зависит от химического состава исходного сырья. Пиво содержит ряд важных компонентов, среди которых основное место занимают витамины, минеральные вещества и органические кислоты. Имеются в незначительном количестве углеводы, азотсодержащие вещества. Это определяет высокую пищевую и энергетическую ценность пива по сравнению с другими алкогольными напитками. Пиво можно классифицировать по: - типу: 1) светлое, 2) полутемное, 3) темное пиво; - в зависимости от экстрактивности начального сусла: 1) светлоеот 8 до 13%, 2) полутемное и темное от 11 до 23 %; - способу обработки: 1) пастеризованное, 2) не пастеризованное; - содержанию алкоголя: 1) безалкогольное, 2) крепкое, 3) специальное (с применением вкусовых и ароматических добавок). Целью курсовой работы является статистический анализ технологического процесса пивоварения на ОАО "Владпиво". Задачи курсовой работы: - изучить технологическую схему процессов пивоварения на ОАО "Владпиво", - исследовать отклонение расходов ингредиентов сусла от нормативных показателей в процессе варки пива. 1 Технология производства пива на ОАО "Владпиво" В прежние времена процесс приготовления пива довольно существенно отличался от современного. Пивоварни размещались в небольших постройках, сусло варили в чугунных или железных котлах, сбраживали в деревянных чанах, а хранили пиво в дубовых бочках. Солод делали так: зерно замачивали в речной или озерной воде, затем проращивали несколько дней, разложив его нетолстым слоем под навесом, сушили на солнце и, очистив, мололи на ручных жерновах. Для улучшения вкуса и аромата пива использовали сосновую смолу, грушевую золу, шалфей, бенедиктовый корень. Чтобы придать молодому пиву вкус старого, в него клали корки апельсинов. Для исправления вкуса неправильно сваренного и прокисшего пива применяли тертый сухой хмель и буковую золу. Классическая технология производства пива включает следующие основные этапы: получение солода из ячменя, приготовление сусла, сбраживание сусла, выдержку (дображивание) пива, обработку и розлив пива. Это длительный сложный процесс, который длится 60—100 дней и во многом зависит от квалификации пивовара. Несмотря на то, что исходным сырьем являются одни и те же компоненты, качество пива, вырабатываемое разными предприятиями, различно. Технологическая схема производства пива на ОАО "Владпиво" представлена на рисунке 1.
Рисунок 1 - Технологическая схема производства пива на ОАО "Владпиво" (обозначения см. в тексте работы). 1.1 Производство солодаОчищенный и отсортированный ячмень из зернохранилища механическим транспортом (поз. 1,) поступает на весы (поз. 2) марки ДН-200. Откуда ячмень отправляется в приемный бункер солодовенного отделения (поз. 3). В солодовенном цехе имеется 4 замочных порядка, которые включают в себя замочные чаны с единовременной загрузкой 8 тонн ячменя каждый. Из приемного бункера ячмень попадает на замочку в замочный чан (поз. 4), куда также поступает воздух и вода. По окончании замочки из замочного чана снятый сплав (отходы) направляются в специальный бункер для сплава (поз. 5), а замоченный ячмень попадает с помощью насоса (поз. 6) марки ПГ‑144/10 перекачивается для проращивания в солодорастительный аппарат (поз. 7), состоящий из 8 грядок для проращивания ячменя. Длительность проращивания ячменя на грядках от 7 до 8 суток. Для поддержания оптимальной температуры на грядках при проращивании ячменя на грядки подается подогретый и охлажденный воздух из кондиционеров. С солодорастильного аппарата типа "передвижная грядка" солод (зеленый) с помощью механического транспорта и винтового шнека (поз. 8) направляется в сушилку (поз. 9) для осушки. Всего в солодовенном отделении имеется 5 сушилок типа ЛСХА производительностью 10 т/сут. каждая. Из сушилки готовый солод, пройдя через росткоотбойную машину (поз. 10), весы (поз. 11), накопительный бункер (поз. 12) самотеком поступает в силос элеватор (поз. 13) для хранения и отлежки свежего солода. Элеватор восьми рядный силосный типа СКС-3-96 вместительностью силосного корпуса 18 тыс. тонн, имеет суточный грузооборот 500т/сут. предусмотрен для хранения зернопродуктов. Размеры силосной сетки 3×3 м. на элеваторе установлены три нории производительностью 175 т/сут. В данный момент этот участок технологической схемы не используется, так как предприятию экономически выгодно закупать готовый солод для производства пива. 1.2 Дробление и затирание солодаДальнейшее производство пива осуществляется в варочном цехе. Ячменный солод взвешивают на весах с открывающимся днищем (поз. 14). Количество засыпи, применяемое для каждой варки, точно регистрируется. Это необходимо для внутрипроизводственного контроля, поскольку используется для расчета эффективности израсходованного сырья (расчета выхода экстракта). Далее засыпь автотранспортом, передают на производство пива в варочный цех. Зерно из бункера (поз. 15) норией (поз. 16) поднимают в накопительный бункер (поз. 17, 18 и 19). Перед переработкой ячменный солод пропускают через камнеотборник, который подключен к системе аспирации. Мелкие камешки величиной с зернышко при процессе дробления повреждают рифли вальцов дробилок и сокращают срок их эксплуатации. Далее идет удаление всех металлических примесей методом пропускания солода через магнитные ловушки (поз. 20). Очистка от металлических примесей перед дроблением очень важна, так как при образовании искр существует вероятность взрыва солодовой пыли и так же порчи дробилок. Затем очищенный солод попадает на автоматические весы (поз. 21), где отмеренными порциями попадает в солододробилки (поз. 22). Солод необходимо измельчить, чтобы при затирании дать ферментам солода возможность воздействовать на вещества солода и их расщепить. Дробление производится в четырехвальцовой дробилке. В ней солод попадает через питающий или распределительный валик на первую пару вальцов и предварительно грубо дробится. Этот помол первого прохода состоит из 30% шелухи с прилипшей крупной крупкой, 50% крупки и 20% муки. Затем, проходя через вибросито, более тонкие частицы отделяются и идут в бункер дробленныхзернопродуктов, откуда направляются на дальнейший помол. Шелуха освобождается от прилипшей крупной крупки на второй паре вальцов, после чего приблизительный состав равен 20% шелухи, 50% крупки, 30% муки. Затем дробленый солод и несоложенные материалы через промежуточные емкости (поз. 23) насосом (поз. 24) передаются в заторные аппараты (поз. 25) (2 шт.) где происходит затирание. Затирание происходит по инфузонному способу [1]. Весь затор при поддержании пауз ( от 45 до 50 ºС – белковая пауза и пауза расщепления β – глюкана; от 62 до 65 ºС – мальтозная пауза; от 70 до 75 ºС – пауза для осахаривания; 78 ºС – температура окончания затирания) последовательно нагревается до температуры окончания затирания, причем части затора не кипятятся. Целью затирания является максимизация экстрагирования целевых компонентов из дробленного солода [2]. К целевым компонентам относятся сахар, декстрины, минеральные вещества и некоторые белки. Кдробине (нерастворимые органические вещества, входящие в состав солода) относятся крахмал, целлюлоза, часть высокомолекулярных белков и другие вещества, которые по окончании процесса фильтрования удаляются. По экономическим соображениям стараются перевести большинство веществ в растворимые, чтобы увеличить количество экстракта. Но значение имеет не только количественные, но и качественный состав экстракта, так как наличие дубильных веществ из оболочек весьма не желательно. Процесс затирания проходит в двух аппаратах (заторный котел и заторный чан). Так как они работают совместно, их называют заторным аппаратом. Заторный аппарат изготавливают из нержавеющей стали, но в связи с низким коэффициентом теплоотдачи днище изготавливают из черной стали, во внутренней части которой методом совместной прокатки наносят тонкий слой нержавеющей стали (плакированная сталь). Обогрев аппарата производится при помощи приваренных в виде спирали полутруб, по которым подается подогретый пар с избыточным давлением от 2 до 3 бара, затем, конденсируясь, отдает свою тепловую энергию через стенки аппарата. Образовавшийся конденсат отводится при помощи конденсатоотводчика, который работает по принципу поплавкового затвора. Благодаря этому избыточное давление в трубах системы обогрева сохраняется, а конденсационная вода отводится без избыточного давления. Затирание начинается со смешивания помола (засыпи) с водой (наливом) и тщательным перемешиванием (без образования комков) при температуре предписанной началу затирания, которая соответствует оптимальной температуре работы начального фермента. Для этого сначала в чан заливают воду, а затем для получения равномерного перемешивания, загружают помол тонкой струей при одновременном пуске мешалки. Соотношение засыпи и главного налива является очень важным фактом, поскольку он определяет концентрацию первого сусла. При соотношении 1:3, то есть на 100 кг засыпи 300 л налива, получается 20% первое сусло. Естественно затор приготовляют гуще, чем требуемаяэкстрактивность начального сусла, чтобы затем можно было направить через дробину количество воды, достаточное для ее выщелачивания и одновременного разбавления сусла до требуемой массовой доли сухих веществ. Тем самым от соотношения при затирании зависит состав сусла и тип пива. Для светлого пива следует выбирать от 300 до 400 л на 100 кг засыпи. Тем самым достигается ускорение ферментационных реакций. Для темного пива выбирают более густое соотношение от 300 до 350 л на 100 кг засыпи. При добавлении засыпи возникают потери из-за образования пыли. Чтобы снизить потерю в заторную трубу встраивают смачиватель. В этих устройствах вода с температурой, равной температуре начала затирания, движется вместе с помолом и при этом происходит перемешивание без образования комков. Качества продукта резко снижается при попадание в затор кислорода, поэтому воду в смачиватель подают с пониженным содержание кислорода (деаэрированную), что позволяет добиться: - улучшенного расщепления β-глюканов и с ними расщепление крахмала; - повышенной конечной степени сбраживания; - более быстрой фильтрации затора; - пониженной цветности сусла и пива; - улучшенного вкуса пива; - повышенной стойкости вкуса. Число оборотов мешалки должно соответствовать диаметру котла, а ее окружная скорость не должна превышать 2 м/с (максимум 3 м/с), иначе в частях затора возникают усилия сдвига, которые могут изменить в нежелательную сторону коллоидное состояние компонентов затора. Перекачка затора осуществляется насосом (поз. 26) из заторного аппарата в фильтрационный аппарат (поз. 27) на фильтрацию. 1.3 Фильтрация затораФильтрационный аппарат изготавливают из нержавеющей стали, изолируя боковые стенки для предотвращения охлаждения. Также уделяется особое внимание герметичности, чтобы сделать по возможности доступ кислорода минимальным. Появление кислорода на данной стадии губительно для дальнейшего производства пива. Сита в фильтрационном аппарате изготавливают из нержавеющей стали в виде сварных решеток из профильных элементов с щелевыми отверстиями шириной от 0,7 до 0,9 мм, живое сечение которых составляет до 12%, или в виде сит с фрезерованными щелевыми отверстиями 0,7×80 мм с живым сечением от 8 до 10%. Допустимая удельная нагрузка сита составляет от 140 до 175кг/м2. Сита расположены на 20мм выше дна чана, что позволяет путем размещения под ситами распылительных форсунок без проблем промывать подситовое пространство. На дне имеются суслоотводные отверстия с выпускным конусом (на 1м2 площади дна чана, приходится одно суслоотводное отверстие). Фильтрование затора является процессом, при котором дробина берет на себя роль фильтрующего материала. Фильтрование происходит в две основные фазы, отдельно следующие друг за другом: - сбор первого сусла; - выщелачивание дробины путем вымывания задержанных в ней экстрактивных веществ промывными водами. Сначала идет вытеснение загрязнений и пузырьков воздухав аппарате путем подачи горячей воды через распылительные форсунки, нагревая тем самым сами сита. Затор пропускается через фильтрационный аппарат. Далее идет фильтрационная пауза, которая длится от 5 до 30 минут, в ходе которой идет расслаивание затора на 3 слоя: - нижний слой – тонкий слой из крупнодисперсных и тяжелых частиц; - основной слой – самый толстый слой образованный дробиной; - верхний слой – тонкий слой наиболее легких частичек затора. Верхний слой препятствует равномерному выщелачиванию, поэтому его разрыхляют. В результате этого в аппарате образуется слой дробины, который будет выполнять функцию фильтра. Мутное сусло заново фильтруют с дальнейшим промыванием. Первичное сусло собирается и отводится в сусловарочный аппарат (поз. 31). Промывную воду от промывки дробины собирают в сборник (поз. 29), где подогревают до температуры от 76 до 78°С. Эту воду по мере надобности насосом (поз. 30) направляют на использование при затирание в заторные аппараты (поз. 25) или на промывку дробины в фильтрационный аппарат (поз. 27). Оставшуюся после фильтрации дробину, из фильтрационного аппарата насосом (поз. 56) нагнетают в бункер (поз. 33). Часть дробины реализуется для нужд сельского хозяйства. 1.4 Варка солодаПрозрачное сусло и промывные воды самотеком поступают в варочный цех в один из шести посудных сусловарочных аппаратов (поз. 31, котел). Частота вращения варочного аппарата с применением несоложеного сырья 23% от 6 до 7 об/сут. Единовременная засыпь – 8,5 тоннзернопродуктов. Котел - аппарат из нержавеющей стали шарообразной формы с вогнутым к центру дном, что обеспечивает в свою очередь лучшую циркуляцию сусла по направлению от центра к боковым стенкам. Перемешивание сусла осуществляется мешалкой. Пар подводится в паровую рубашку, расположенную на наружной стенке дна аппарата с избытком давления от 2 до 3 бар (при температуре от 133 до 143 ºС). Пар отдает свою теплоту суслу и конденсируется. Конденсированную воду отводят в парогенератор и снова используют. При паровом обогреве идет равномерное распределение тепла. При кипении на дне образуются пузыри, которые проходя сквозь сусло, удаляют нежелательные летучие компоненты и вызывает дополнительное перемешивание сусла. Сусло интенсивно кипятится в теченииот 1 до 2 часов с добавлением хмеля, который при совместном кипячении придает пиву желаемую горечь. Очень важно строго следить за дозировкой, моментом внесения очередной порции хмеля. В процессе кипения происходит уваривание сусла до заданной плотности и охмеления и переход в сусло горьких и ароматических веществ хмеля. Также проходит стерилизация, разрушение всех ферментов, коагуляция белков, повышение кислотности сусла и цветности. Горячее сусло из сусловарочного аппарата (поз. 31), подается в хмелеотборный аппарат (поз. 35) который по своему устройству напоминает воронку с мелкой решеткой, на которой сусло сцеживают, отделяя хмелевую дробину. Далее горячее сусло перекачивают насосом (поз. 36) в чан турбулентный (поз. 37) для дополнительной отчистки от дробины. Из турбулентного чана насосом (поз. 34) сусло направляют на пластинчатые теплообменники (поз. 38). Теплообменники состоят из большого числа тонких металлических пластин, расположенных параллельно. При этом узкие пространства между пластинками служат для чередующихся потоков сусла и охлаждающей воды. В этих аппаратах температура сусла снижается до температуры начала брожения (от 5 до 6 ºС), так как дрожжи способны сбраживать сусло только при низких температурах. При продолжительном пребывании при промежуточных температурах возрастает опасность размножения вредных для пива микроорганизмов. Во время процесса охлаждения первоначальное прозрачное сусло мутнеет из-за образования взвесей холодного сусла, которые следует удалять и проводить аэрацию, что обеспечит более быстрое брожение и созревания сусла. Аэрацию производят только при низких температурах, иначе это приводит к сильному окислению, из-за которого повышается цветность и появляется нехарактерная горечь. Далее сусло направляется в бродильные чаны (поз. 39). 1.5 Брожение солодаБродильное отделение включает в себя 72 бродильных чана из нержавеющей стали с рабочей вместительностью 25000 л каждый. В ток сусла из дрожжевого отделения, через специальную емкость для задачи дрожжей (монжю) (поз. 40), в бродильную емкость задаются семенные дрожжи. Дрожжи равномерно дозируются в перекачиваемое сусло. Главное брожение длится от 7 до 10 суток (в зависимости от сорта пива). В процессе брожения образуется излишнее тепло, которое постоянно отводится. Отвод тепла осуществляется через охлаждающие рубашки при использовании пресной ледяной воды охлажденной до +1 ºС при помощи аммиака. По окончании главного брожения зеленое пиво, предварительно охлажденное до +5°С, снимается с дрожжевого осадка и направляется через теплообменник (поз. 42) на дображивание в лагерные танки (поз. 43). Дрожжи с бродильных чанов направляются в ванну (поз. 41) дрожжевого отделения для подработки и хранения и дальнейшего многократного использования. Дображивание пива протекает в лагерном подвале при температуре от 0 до 3°С. Всего лагерный подвал включает в себя 76 лагерных танков, 44 из них вместимостью по 100000 л и 32 по 50000 л. Также предприятие имеет в своем распоряжении цех цилиндроконических бродильных и лагерных танков (ЦКТБ и ЦКТЛ). Отличие состоит в том, что в ЦКТ процесс брожения, доброжения и созревания проходит в одном аппарате [1]. Это обеспечивается высоким контролем подачи кислорода. Подача кислорода интенсивно ускоряет процесс брожения. Когда брожение почти прошло кислород перекрывают и отбираю дрожжи. Далее идет процесс дображиваниябез дрожжей и созревание пива. Цилиндроконические танки изготавливаются с верхней частью в виде цилиндра и нижней в виде конуса. Такая форма дает возможность хорошо и полно отделять от пива осевшие дрожжи, а также улучшает опорожнение и мойку танка. Материалом для изготовления служит нержавеющая сталь. Предъявляются высокие требования не только к материалу, но и к качеству внутреннего покрытия. Оно должно иметь как можно меньше шероховатостей и углублений, в которых могут оседать инфицирующая микрофлора губительная для пива. Это обеспечивается шлифовкой и тщательным контролем при сборке. Объем загружаемого сусла не должен превышать 20–27 метров в зависимости от конструкции танка. Свободно пространство для подъема пены должно составлять от 18 до 25% от объема начального сусла. Заполнение и опорожнение ЦКТ осуществляется исключительно снизу по причине простоты. Заполнение сверху приводило бы к лишнему попаданию кислорода. ЦКТ соединяется с несколькими трубопроводами: - с трубопроводом подачи сусла; - с линией снятия дрожжей; - с трубопроводом откачки пива; - с трубопроводом подачи и возврата моющего агента. Верхняя часть танка называется куполом танка. Купол доступен для обслуживания и содержит арматуру, размещенную в плите, находящейся в центральной части купола. Купольная арматура защищена от воздействия погодных условий и состоит из: - предохранительного клапана; - вакуумного клапана; - системы для мойки купольной арматуры, подключенной к линии подачи моющих растворов; - датчика уровня (для защиты от переполнения); - датчика для измерения давления в танке. Охлаждение ЦКТ необходимо для оптимального управления температурным режимом брожения. При этом для каждого танка необходимо обеспечить независимое охлаждение. Способ и мощность системы охлаждения зависит от потребности в холоде. Брожение, дображивание и созревание в ЦКТ дает возможность провести данные процессы с отличным выходом за более короткий срок. По окончании процесса дображивания пиво проходит через сепаратор (поз. 44), где происходит первичная фильтрация пива, а затем насосом перекачивается на фильтр-пресс (поз. 45) для более детальной и точной фильтрации. Отфильтрованное пиво дополнительно насыщается уклекислотой через карбонизатор (поз. 46), где поток углекислоты впрыскивают в поток пива. Растворение диоксида углерода в пиве первоначально нестойко, и стойкость связывания возрастает спустя некоторое время. Далее пиво направляется в 16 сборников осветленного пива–"форфасов" (поз. 47) вместимостью 25 000 л каждый. В форфасном отделении поддерживается температура от 1 до 2°С. Из форфасов пиво избыточным давлением выдавливается в моноблок (поз. 51) цеха бутылочного розлива или в цехах розлива пива в кеги. 1.6 Розлив пива в бутылкиРозлив пива осуществляется на линии розлива производительностью 12 тыс. бутылок в час. По пути к моноблоку пиво проходит через пластичный теплообменник (пастеризатор), где нагревается до температуры 80°С и опять охлаждается. С помощью машины для извлечения бутылки (поз. 48) стеклотара извлекается из ящиков и контейнером подается в бутылкомоечную машину (поз. 49), где стеклотара проходит следующие технологические стадии: - полное опорожнение бутылок (удаление остатков); - отмочка; - щелочная ванна; - щелочное шприцевание; - промежуточное шприцевание; - шприцевание горячей водой; - шприцевание холодной водой; - шприцевание свежей водой. Чистая бутылка через световой экран (поз. 50) конвейером подается к моноблоку (поз. 51), где наполняется пивом и укупоривается кронен-пробкой. Далее через бракетажную машину (поз. 52), пастеризатор (поз. 53) и этикетировачную машину (поз. 54) подается на упаковку в полиэтиленовую пленку (поз. 55).Далее готовая продукция отправляется на склад готовой продукции, где хранится при температуре от 10 до 20°С. 1.7 Требования к качеству пиваДля прохождения обязательной сертификации пиво должно соответствовать требованиям ГОСТ Р 51174-98 [3]. По органолептическим показателям пиво должно соответствовать указанным требованиям: - прозрачность (прозрачная жидкость без посторонних включений); - аромат и вкус (чистый вкус и аромат сброженного солодового напитка с хмелевой горечью и хмелевым ароматом, без посторонних запахов и привкусов). По физико-химическим показателям пиво должно соответствовать указанным требованиям: - экстрактивность начального сусла (от 8 до 23%); - объемная доля спирта (от 2,8 до 8,2%); - кислотность (от 1,0 до 5,0 единиц кислотности); - цвет (от 0,4 до 1,5 единиц цветности); - массовая доля двуокиси углерода (не менее 0,33%); - высота пенообразования (не менее 30мм); - пеностойкость (не менее 2 минут); - стойкость пива (для не пастеризованного не менее 8суток, для пастеризованного – 30 суток); - энергетическая ценность (на 100г пива не менее 30–80 ккал); - содержание углеводов (на 100г пива не более 3,5–7,8 г углеводов). 2 Исследование сырьевых потоков в процессе варки пива пиво солод варка брожение Для количественной оценки используется отклонение (в процентах) средних значений от нормативных. Для оценки значимости отклонений проверяется принадлежность нормативного показателя доверительному интервалу изменения удельного расхода исследуемого ингредиента. Для реализации поставленной задачи были взяты данные по варке сусла для производства пива "Рыцарь Приморья" на пивзаводе ОАО "Владпиво". Данные за период с июня по декабрь 2007 года приведены в таблице 1. Таблица 1 - Данные по варке сусла
Для возможности оценки отклонения от нормативных показателей переведем расход каждого ингредиента на 1 литр сусла. Значения удельных расходов и нормативных поместили показателей в таблицу 2. Таблица 2 - Удельный расход ингредиентов на 1 литр сусла
Для дальнейшего расчета нам понадобятся следующие величины [4]: - среднее значение my (математическое ожидание) – мера среднего значения случайной величины.
где N – количество наблюдений; y – наблюдаемая величина. Дисперсия S2 – мера разброса данной случайной величины, то есть её отклонение от математического ожидания.
где N – количество наблюдений; y – наблюдаемая величина; my – среднее значение. Средне квадратичное отклонение Sy – это показатель рассеивания значения случайной величины относительно ее математического ожидания.
где N – количество наблюдений; y – наблюдаемая величина; my – среднее значение. Доверительный интервал Pr [5]– это интервал, построенный с помощью случайной выборки из распределения с неизвестным параметром, такой, что он накрывает данный параметр с заданной вероятностью.
где α=0,95 и числа степеней свободы (N-1). Результат расчета приведен в таблице 3. Таблица 3 - Результаты расчета отклонений удельного расхода ингредиентов
Из таблицы видно, что нормативный показатель принадлежит доверительному интервалу изменения удельного расхода солода, молочной кислоты и цинка сернокислого, поэтому отклонения можно считать незначительным. Причем среднее значение удельного расхода солода превышает нормативный показатель, что должно благоприятно сказаться на качестве пива. Средние значения удельного расхода экстракта хмеля, калия хлористого, кальция сернокислого и ирландского мха значительно меньше нормированных, что говорит о существенном отклонении от технологического процесса. Тем не менее, пиво прошло сертификацию в РОСПОТРЕБНАДЗОРе, что означает соответствие пива основным показателям качества. Отклонение в технологии производства могло негативно сказаться на вкусовых качествах пива (насыщенность, полнота вкуса и аромат). В результате проделанной работы была изучена схема процессов производства пива на примере шести стадийной технологической схемы процесса пивоварения на ОАО "Владпиво". Все стадии были подробно рассмотрены в ходе работы со схемой и подробно изложены, кроме стадии производства солода. В связи с тем, что предприятию экономически выгоднее закупать готовый ячменный солод. В процессе статистического анализа расхода ингредиентов сусла относительно нормативных показателей, были выявлены следующие отклонения. Нормативные значения удельного расходамолочной кислоты и цинка сернокислого принадлежат доверительному интервалу, но превышают средние значения. Эти отклонения можно считать не значительными. Нормативное значение удельного расхода солода принадлежит доверительному интервалу, а среднее значение превышает норму, что благоприятно скажется на качестве пива, так как солод является основным компонентом сусла. В свою очередь нормативные значения удельного расхода экстракта хмеля, калия хлористого, кальция сернокислого и ирландского мха не принадлежат доверительному интервалу, и средние значения значительно меньше нормативных показателей, что говорит о несоответствие с технологическим процессом. Отклонение в технологии производствамогло негативно сказаться на органолептических показателях пива (насыщенность, полнота вкуса и аромат). Так как пиво прошло сертификацию по физико-химическим показателям пива в РОСПОТРЕБНАДЗОРе, можно сказать, что отклонение от технологии производства сказывается на потребителе. 1. Кунце, В. Технология солода и пива/ В. Кунце.– СПб.:Профессия,2003. – 912с. 2. Главачек, Ф. Пивоварение / Ф.Главачек, А.Лхотский – М.: Пищевая промышленность, 1977. – 623 с. 3. ГОСТ Р 51174-98 Пиво. Общие технические условия. – Введ. 01.07.1999. – М. : Изд-во стандартов, 1999. – 12 с. 4. Кривошеев, В.П. Математическое моделирование химико-технологических процессов. Учебное пособие: В 2-х кн. Часть 1 / В.П. Кривошеев. – Владивосток: Изд-во Дальневост. ун-та, 2004.– 94 с. 5. Статистика : учеб.для студ. сред. проф. учеб. заведений / [В.С. Мхитарян, Т.А. Дуброва, В.Г. Минашкин и др.] ; под ред. В.С. Мхитаряна. – 5-е изд., стер. – М. : Издательский центр "Академия" 6. Тюрин, Ю.Н. Статистический анализ данных на компьютере / Ю.Н. Тюрин, А.А. Макаров – М. : ИНФРА–М, 1998. – 528 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||