Курсовая работа: Автоматизация методической печиКурсовая работа: Автоматизация методической печиПояснительная записка объемом 57 страниц, 1 приложение, 3 иллюстрации, 2 таблицы. В первой части пояснительной записки рассматриваются вопросы автоматизации методических печей. Описывается состояние автоматизации методических печей на данный момент времени. Создание АСУТП невозможно без тщательного изучения технологического процесса, поэтому вначале пояснительной записки рассматриваются технологические процессы работы методической печи. На основании рассмотрения автоматизируемых параметров, рассматриваются задачи автоматизации и проектируется система АСУТП. В процессе проектирования разрабатывается структурная схема автоматизации, выбираются технические средства для контроля и регулирования параметров методической печи, разрабатывается функциональная схема автоматизации и принципиально-электрические схемы подключения приборов одного контура контроля и регулирования. Во второй части пояснительной записки рассмотрена математическая модель процесса нагрева различных марок стали, реализуемая на ЭВМ, которая может быть использована в качестве информационной части в АСУ методических печей для оптимизации технологического процесса. СОДЕРЖАНИЕ ВВЕДЕНИЕ 1. ЛИТЕРАТУРНЫЙ ОБЗОР 2. Конструкция агрегата и технологический процесс 3. методическая печь как объект автоматизации 4. общие задачи автоматизации 5. постановка задач автоматизации 6. разработка и описание структурной схемы автоматизации 7. РАЗРАБОТКА И ОПИСАНИЕ ФУНКЦИОНАЛЬНОЙ СХЕМЫ АВТОМАТИЗАЦИИ 8. РАЗРАБОТКА И ОПИСАНИЕ ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ КОНТУРА КОНТРОЛЯ И РЕГУЛИРОВАНИЯ 9. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ НАГРЕВА МЕТАЛЛА В МЕТОДИЧЕСКОЙ ПЕЧИ 10. Инструкция по пользованию программой ВЫВОДЫ СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ Приложение А Нагрев металла является важнейшей технологической операцией, в значительной мере определяющей экономические показатели производственного процесса в целом. Технология прокатки предъявляет жесткие требования к качеству нагрева. Распределение температур по сечению заготовки, обеспечивающее необходимую пластичность металла, должно быть достигнуто за определенное время без чрезмерного перегрева поверхности металла. Нагревательные устройства должны обеспечить кондиционный нагрев металла в условиях переменного ритма работы стана и при минимальном расходовании топлива. Качество нагрева определяется избранным графиком нагрева металла, т. е. скоростью и продолжительностью нагрева в каждой из зон печи. Каждому графику нагрева соответствуют конечная температура поверхности металла, неравномерность температур по сечению заготовки и величина угара металла. В современных методических печах кривая, характеризующая распределение температур по длине печи, круто поднимается на участке, соответствующем загрузочному концу печи, и становится пологой на участке, соответствующем высокотемпературной зоне ее. Соблюдение такого графика обеспечивается высокой температурой отходящих газов. Применение его особенно целесообразно при нагреве толстых заготовок, так как теплопроводность металла уменьшается с повышением его температуры. С повышением температуры в сварочной зоне трехзонных печей необходимое время выдержки в томильной зоне часто удлиняется в большей степени, чем сокращается время нагрева в методической и сварочной зонах. Поэтому оптимальное значение температуры сварочной зоны, соответствующее нагреву металла до заданных кондиций, соответствует в первую очередь, заданной неравномерности температур по сечению заготовки. 1. ЛИТЕРАТУРНЫЙ ОБЗОР В прокатных цехах заканчивается цикл металлургического производства. Процесс получения готового прокатного изделия обычно разбивается на несколько этапов: вначале слиток прокатывают на крупных обжимных и заготовительных станах до заготовки, которую затем для получения готового профиля передают на сортовые, листопрокатные или специальные (колесопрокатные, трубопрокатные и др.) станы. Качество продукции и производительность прокатных станов во многом определяются работой нагревательных печей, причем в большинстве случаев ошибки, возникающие при нагреве металла, уже не могут быть исправлены. Проявляясь на последующих переделах, эти ошибки приводят к снижению выхода годной продукции. Нагревательные печи прокатного производства предназначены для нагрева слитков перед прокаткой на обжимных станах и заготовок (слябов и блюмов) – перед листовыми и сортовыми станами. Являясь начальным звеном технологической линии прокатного производства, нагревательные печи в своей работе тесно связаны с ритмом работы прокатного оборудования, и наряду с этим сохраняют особенности, присущие всем теплотехническим агрегатам. Основное время печи работают в переходных режимах, вызванных изменением сортамента, марки нагреваемых заготовок и темпа их выдачи. В прокатном производстве для нагрева металла перед прокаткой используются в основном три вида нагревательных печей: нагревательные колодцы, методические и секционные. Современные нагревательные печи представляют собой высокомеханизированные агрегаты, удовлетворяющие технологическим и экологическим требованиям, однако жизнь выдвигает новые задачи развития печной техники. Требования к работе нагревательных печей включают в себя: - обеспечение заданной производительности; - обеспечение качества нагрева, удовлетворяющего технологов по структуре и по механическим свойствам металла, по степени окалинообразования и обезуглероживания; - эффективное использование топлива, характеристикой которого служит удельный расход энергии на единицу продукции в кг условного топлива на 1 тонну продукции; - соответствие экологическим нормам по предельно допустимому выбросу в атмосферу пыли и вредных газов: СО, СО2, NOx, SO2, C20H12 и других углеводородов; - механизация труда при эксплуатации и ремонте печи и автоматизация её теплового режима. Интегральным экономическим показателем технологии нагрева и конструкции печи является себестоимость нагрева и срок окупаемости капиталовложений в строительство или реконструкцию печи при гарантированном качестве продукции и соответствии экологическим нормам. В настоящее время производительность печи является варьируемым фактором. Одну и ту же производительность можно обеспечить при работе одной или нескольких печей. Существует понятие оптимальной производительности печи, соответствующей минимуму расхода энергии на нагрев металла, либо минимуму себестоимости нагрева. На передний план выдвигается требование эффективного использования топлива и других ресурсов, т.е. проблема энерго- и ресурсосбережения. В связи с этим меняется актуальность научных проблем. Например, утратила своё значение задача интенсификации теплообмена в печах, как средство повышения скорости нагрева, а, значит, и производительности нагревательных печей. Скоростной нагрев и высокая производительность сегодня не являются самоцелью, поскольку промышленной практике нужны не рекорды, а экономическая целесообразность. Из анализа теплового баланса печи, записанного в форме, предложенной И.Д.Семикиным, следует вывод о том, что возможны три направления энергосбережения: - уменьшение теплового дефицита металла Δi, т.е. количества теплоты, которое должен поглотить 1 кг металла в печи, чтобы нагреться от начальной до конечной температуры; - уменьшение потерь теплоты из рабочего пространства печи через футеровку и окна в окружающую среду, а также на разогрев футеровки до рабочей температуры; - повышение коэффициента использования теплоты топлива (КИТ), т.е. доли теплоты сгорания топлива, которую удается использовать в пределах рабочего пространства печи. Расход топлива на печь обратно пропорционален величине КИТ. Рассмотрим конкретные способы реализации каждого из трёх направлений энергосбережения в современных печах металлургии и машиностроения. 1 способ. Уменьшение Δi достигается на практике путем повышения начальной температуры металла при посаде его в печь. Так называемый "горячий посад" возможен при сохранении в металле теплоты, полученной им в предыдущем переделе, в том числе теплоты кристаллизации слитков. Применяемая на комбинате "Запорожсталь" технология посада в нагревательные колодцы слитков с незатвердевшей сердцевиной обеспечивает, по свидетельству комбината, сокращение удельного расхода топлива на 40%, с 51,7 до 30,7 кг условного топлива на тонну слитков. Подобные результаты получены на комбинате "Криворожсталь". Согласно расчетам, в момент посада слитков в колодцы примерно 30% их объема занимает жидкая сердцевина. Необходимо как можно меньше охлаждать заготовки, полученные на МНЛЗ, перед посадом в нагревательные печи для последующей прокатки. Примером осуществления такой энергосберегающей технологии являются литейно-прокатные модули. В ряде случаев удаётся вообще исключить промежуточный нагрев металла между двумя последовательными прокатными станами, т.е. довести тепловой дефицит до нуля благодаря уменьшению потерь теплоты раскатами при транспортировке от одного стана к другому. На комбинатах "Запорожсталь" и им. Ильича внедрена технология "транзитной" прокатки слябов на непрерывных листовых станах, при которой 95% слябов прокатываются без промежуточного нагрева в методических печах. В данном случае удельный расход условного топлива в методических печах сокращен с 85 до 15 кг/т. Уменьшить Δi можно также путем снижения температуры нагрева металла в печи. Однако надо учитывать, что это повлечет за собой не только уменьшение расхода топлива, угара и обезуглероживания металла, но и увеличит расход электроэнергии на прокатку и, вероятно, сократит срок службы прокатных валков. Таким образом, выбор температуры нагрева заготовок представляет собой задачу оптимизации по минимуму всех затрат на процессы нагрева и прокатки. 2 способ. Потери теплоты из рабочего пространства имеют место в любых печах, но они особенно существенны в нагревательных и термических печах циклического действия, когда в цикл термообработки входит охлаждение печи до низкой температуры или когда такое охлаждение обусловлено длительными промежутками между циклами нагрева садки. Футеровка таких печей, выполненная из шамотного кирпича, поглощает примерно в 3 раза больше теплоты, чем садка металла. Уменьшение количества теплоты на разогрев футеровки достигается путем замены шамотных огнеупоров муллитокремнеземистыми волокнистыми плитами, производство которых налажено на Украине и в России. В проходных печах с шагающими балками благодаря применению волокнистых материалов для тепловой изоляции стен и водоохлаждаемых балок в сочетании с бетонной оболочкой потери теплоты из рабочего пространства сокращают до 3-5% от тепловой мощности печи. 3 способ. Для повышения КИТ применяют следующие мероприятия: - снижение температуры уходящих газов в методических и кольцевых печах путем теплообмена с металлом в неотапливаемой зоне; - уменьшение объема продуктов сгорания на единицу топлива с помощью обогащения воздуха кислородом, путем повышения теплоты сгорания топлива, а также путем полного сжигания топлива при минимальном избытке воздуха; - уплотнение рабочего пространства и регулирование давления газов в печи с целью устранения подсосов атмосферного воздуха. Однако наиболее эффективным средством повышения КИТ и экономии топлива является утилизация теплоты уходящих из печи газов, в частности, путем нагрева воздуха и газообразного топлива в рекуператорах или регенераторах. В рекуператорах доля теплоты, передаваемой воздуху по отношению к теплоте уходящих дымовых газов, составляет 30-40%. Остальная часть теплоты выносится в атмосферу. На печах большой мощности устанавливают энергетические котлы-утилизаторы. Однако присущая нагревательным печам работа с переменной производительностью создает ненормальные условия для эксплуатации дорогостоящих котлов-утилизаторов. Причины низкой эффективности существующих рекуператоров таковы: - температура дымовых газов перед металлическим рекуператором не может быть выше 900-1000°С по условиям его долговечности; - фактически температура дыма на входе в рекуператор значительно ниже в результате подсоса холодного воздуха в дымовой канал за печью, поэтому температура подогрева воздуха (либо газа) не превышает 300-400°С; - керамические рекуператоры способны подогреть воздух до более высокой температуры, однако они громоздки и негерметичны. Утечки воздуха через неплотности достигают 50%, в результате чего снижается тепловая мощность печи и нарушается регулирование горения. Перспективным направлением развития конструкций нагревательных печей в XXI веке является применение для утилизации теплоты печных газов малогабаритных, в частности, шариковых регенераторов. Регенеративные печи нового типа получают распространение в мире по мере накопления опыта их эксплуатации. Насадка малогабаритных регенераторов, применяемых в промышленных нагревательных печах, состоит из корундовых окатышей диаметром 20-25 мм, содержащих 98% Al2O3. Поверхность нагрева 1 м3 такой насадки в 10-15 раз больше, чем кирпичной насадки типа Сименс. Поэтому шариковый регенератор имеет небольшие габариты и может устанавливаться в стенах печи или в так называемой регенеративной горелке. Чтобы возвратить в печь с нагретым воздухом и, при необходимости, с газом как можно больше теплоты, уносимой дымом, насадка регенератора не должна прогреться по всей высоте, поэтому через 1-3 минуты делают перекидку клапанов – дымовоздушных и газовых, при этом температура дыма на выходе из регенератора не превышает 150-200°С. Шариковые регенераторы возвращают в печь 85-90% теплоты уходящих из печи газов. Температура подогрева воздуха примерно на 100°С ниже температуры дыма на выходе из печи. Расход топлива на печь сокращается в 1,5-2,0 раза. Наибольший эффект относится к печам, не имевшим рекуператоров. Перевод действующих печей на регенеративное отопление требует установки дымососа для преодоления аэродинамического сопротивления шариковой насадки. В 2003 году на Украине введена в эксплуатацию первая нагревательная печь с шариковыми регенераторами. На комбинате "Криворожсталь" реконструирован типовой рекуперативный нагревательный колодец с отоплением из центра подины, в результате чего трубчатые керамические рекуператоры заменены шариковыми регенераторами для подогрева воздуха. Корундовые шарики изготавливаются Белокаменским огнеупорным заводом (Украина). Реконструкция выполнена с минимальным изменением существующей кладки колодца. Для переключения регенераторов с дыма на воздух и с воздуха на дым через каждые 3 минуты служит один перекидной клапан. Новизна конструкции состоит в том, что имеется по-прежнему одна постоянно включенная горелка в центре подины вследствие чего отсутствует перекидной газовый клапан, характерный для регенеративных печей. Методические печи используются для нагрева металла перед прокаткой на листовых и сортовых станах. Методические печи относятся к печам непрерывного действия. Металл в своем движении последовательно проходит зоны печи: методическую (не отапливаемая зона предварительного нагрева); сварочную, в которой осуществляется быстрый нагрев металла; и томильную, где происходит выравнивание температур по сечению заготовки. Достоинствами методических нагревательных печей являются непрерывный характер работы и относительно стабильный благодаря этому тепловой режим. Непрерывный характер работы методических печей облегчает автоматическое регулирование теплового режима. В условиях нагрева заготовок с переменными геометрическими и теплотехническими параметрами, а также при переменном темпе выдачи заготовок из печей получение требуемого качества нагрева заготовок возможно лишь при автоматическом управлении работой участка нагревательных печей. Печи различаются по конструкции, но, тем не менее, у всех печей есть много общего в схемах автоматического контроля и регулирования. Автоматически контролируются следующие параметры: температура (рабочего пространства в одной или нескольких точках; продуктов сгорания перед и после рекуператора и перед дымососом; подогретых воздуха и газа; первой секции металлических рекуператоров); расход (топлива на печь и по зонам отопления; воздуха; охлаждающей воды, если имеются водо-охлаждаемые детали); давление (в рабочем пространстве печи; газа и воздуха); разрежение в одной или нескольких точках дымового тракта. Автоматически регулируются: температура в зонах рабочего пространства; давление в рабочем пространстве; качество сжигания топлива. Для оповещения персонала о нарушениях в работе и автоматического отключения печи при возникновении аварийных ситуаций предусматривается система звуковой и световой сигнализации и отключения газа и воздуха на печь. Отсечка подачи газа и воздуха к горелкам осуществляется при падении давления одного из компонентов горелки и отключении питания приборов КИПиА. Наиболее сложным вопросом управления нагревательными печами является определения законченности процесса нагрева заготовки. Если определить температуру поверхности еще возможно, то задача определения нагрева центра заготовки является сложной и неразрешимой в промышленном масштабе. Сейчас наиболее эффективно использовать математическую модель нагрева слитка по данным которой управлять процессом нагрева. Для оценки адекватности модели необходимо проводить эксперименты на заготовках и периодически адаптировать ее под текущие производственные условия. Тепловые процессы, протекающие в нагревательных печах, крайне многообразны. Процессы горения, движения газов, теплообмена, протекающие при высоких температурах сложны и неразрывны. Поэтому исследование теплообмена и его математическое описание представляет собой крайне трудную задачу, решение которой имеет важное теоретическое и практическое значение. Для выработки надежного режима работы необходимы многочисленные экспериментальные исследования на действующих печах. Однако экспериментальное изучение теплообмена в высокотемпературных печах весьма затруднено. Такие эксперименты как измерение тепловых потоков в различных точках по длине и ширине печи, температуры факела и кладки, продвижение через печи сляба с размещенными в нем термопарами и ряд других могут выполняться лишь единично из-за сложности их, что не может обеспечить изучения многочисленных вариантов изменения режимных параметров печей. В таких условиях незаменимым становится математическое моделирование, требующее выполнения двух непременных условий: наличия возможности более точной математической модели процесса в обязательной строгой адаптации модели на действующем агрегате. Адаптация математической модели также требует сложных экспериментов на печах, однако, не столь многочисленных, как при эмпирическом исследовании в печах. Строго адаптированная математическая модель позволяет с использованием компьютера проанализировать практически любое число вариантов, чего совершенно невозможно сделать при эмпирическом методе исследования, и выбрать оптимальные условия тепловой работы печей для нагрева того или иного металла. При создании моделей методических печей встречается ряд трудностей, связанных со сложностью протекающих процессов и с недостаточной изученностью многих из них. Методическая печь состоит из нескольких зон, ни одну из которых нельзя рассматривать автономно. Даже первая по ходу газов — томильная зона находится в состоянии теплообмена с последующей сварочной зоной. Все зоны (кроме томильной) испытывают на себе влияние других зон не только в результате протекания процессов взаимного теплообмена, но и в результате перехода продуктов сгорания из предыдущей зоны в последующую. Недостаточная изученность процессов тепловыделения в пламени и теплоотдачи от пламени, усиленных влиянием приходящих из других зон продуктов сгорания, крайне затрудняет решение вопроса о температуре в каждой зоне, которая может изменяться не только по длине, но по ширине и высоте печи. Все это делает решение по выбору температуры весьма приближенным. Очень часто температуры в томильной и сварочных зонах принимаются постоянными. В методических печах преобладающим (80%) является теплообмен излучением. Подавляющее большинство компонентов теплообмена излучением в рабочем пространстве печей имеет селективные радиационные свойства, которые должны быть учтены при расчете теплообмена, что также создает большие математические трудности. В процессе нагрева металл подвергается окислению, причем по мере продвижения металла к торцу выдачи толщина слоя окалины увеличивается. Окалина представляет собой прежде всего значительное тепловое сопротивление: установлено, что перепад температуры в слое окалины достигает 100 С и более. Но этим влияние окалины на процесс нагрева не ограничивается. Окалина имеет отличные от металла радиационные свойства (спектральные степень черноты и поглощательную способность), что также оказывает влияние на теплообмен излучением. В методических печах предприятий черной металлургии нагреву поддаются более двух с половиной тысяч различных марок сталей, каждая из которых характеризуется своими величинами теплопроводности и теплоемкости, зависящими от температуры. Это крайне усложняет математическую модель, для многочисленных марок сталей. В соответствии с уравнением энергетического баланса существует три уровня потребления энергии. Первый уровень характеризуется эффективным поглощением тепла слябом в процессе нагрева, и составляет 60 % общей энергии. Во втором уровне нагрев происходит за счет сгорания топлива, составляя 20 - 30 %. Во время третьего уровня, тепло поглощается за счет излучения поверхности и других утечек энергии, обусловленных структурой печи. Таким образом, температура уходящих продуктов сгорания является переменной, контролирующей расход энергии. Существуют два вида потерь энергии, причиной которых является уходящие продукты сгорания топлива и потери тепла, связанные с неполным сгоранием топлива. Следовательно, схема исследования сохранения энергии включает уменьшение температуры уходящих продуктов сгорания и повышение эффективности сгорания топлива. Таким образом, нагревательные печи металлургии и машиностроения сегодня и в ближайшем будущем должны обеспечивать: - высокую равномерность и стандартность нагрева изделий на основе управления процессами движения газов и сжигания топлива; - глубокую утилизацию теплоты уходящих газов на уровне КИТ = 85- 90%, в частности с применением малогабаритных регенераторов для нагрева воздуха и, в случае необходимости, газообразного топлива с соблюдением экологических требований; - минимальные потери теплоты на разогрев футеровки и через элементы конструкции печей в окружающую среду путем использования огнеупорных и теплоизоляционных волокнистых изделий; - малоокислительный режим нагрева со снижением потерь металла в окалину до 0,5% массы нагреваемых изделий. Актуальным научным направлением развития нагревательных печей является разработка новых горелочных устройств для объемного сжигания топлива с высокотемпературным воздухом, а также систем отопления нагревательных и термических печей с малогабаритными регенераторами. 2. Конструкция агрегата и технологический процесс Методическая печь — это агрегат непрерывного действия для нагрева металла перед его прокаткой или ковкой. В данном проекте рассматривается методическая печь стана 3000 комбината имени Ильича. Нагрев слябов производится в нагревательных семизонных печах с шагающими балками, с двухсторонним нагревом, с торцевым посадом и выдачей. Печь имеет 7 технологических зон, в том числе, первая зона объединяет верхние и нижние горелки у торца загрузки перед дымоходом. Далее по ходу металла расположены 3 зоны сверху (3,5,7) и 3 зоны снизу (2,4,6). Печь по длине имеет 4 участка. Первый со стороны загрузки – методическая зона имеет одну зону подачи топлива. Далее по ходу металла участок форсированного нагрева слябов имеет две зоны подачи топлива – верхняя (зона 3) и нижняя (зона 2). Третий участок нагрева слябов до конечной температуры поверхности имеет верхнюю (зона 5) и нижнюю (зона 4) – зоны подачи топлива. Последняя, четвертая, ближе к стороне выдачи – томильный участок, имеет верхнюю (зону 7) и нижнюю (зону 6) подачи топлива. Рассмотрим назначение зон. Методическая зона (первая по ходу металла) – характеризуется изменяющейся по длине температурой. В этой зоне металл постепенно подогревается до поступления в зону высоких температур (сварочную) во избежание возникновения чрезмерных термических напряжений. Тут осуществляется медленный нагрев металла в интервале температур от 0 до 500ºC, что особенно важно для высококачественных легированных сталей. Вместе с тем методическая зона представляет собой противоточный теплообменник. Находящиеся в состоянии теплообмена дымовые газы и металл движутся навстречу друг другу. Металл нагревается дымовыми газами, т.е. утилизирует тепло дымовых газов, отходящих из зон высоких температур. Общее падение температуры дымовых газов в методической зоне весьма значительно. Обычно в зоне высоких температур методических печей температура газов держится на уровне 1300-1400ºC, в конце же методической зоны она находится в пределах 850-1100ºC. Методическая зона значительно увеличивает коэффициент использования топлива, который достигает 40-45%. Следующие по ходу металла – сварочные зоны или зоны высоких температур. В этих зонах осуществляется быстрый нагрев поверхности заготовки до конечной температуры. Для интенсивного нагрева поверхности металла в сварочных зонах необходимо обеспечивать температуру на 150-250ºC выше, чем температура металла на выход из печи. Томильная зона (зона выдержки) – последняя по ходу металла. Она служит для выравнивания температур по сечению металла. В сварочных зонах до высоких температур нагревается только поверхность металла. В результате создается большой перепад температур по сечению металла, недопустимый по технологическим требованиям. Температуру в томильной зоне поддерживают всего на 30-50ºC выше необходимой температуры нагрева металла. Поэтому температура поверхности металла в томильной зоне не меняется, а происходит только выравнивание температур по толщине заготовки. Транспортирование слябов в печи осуществляется шагающим подом. Дымоудаление производится через свод между первой и третьей зонами дымососом. Режим работы – непрерывный. Заготовки к печам подаются загрузочным рольгангом и фиксируются в определенном положении перед печью, а затем сталкивателем сдвигаются на неподвижные балки печи. Нагретые слябы выдаются с помощью машины безударной выдачи с нижним приводом. Данная печь обеспечивает нагрев металла до температуры 1050-1120ºC для сталей типа 06-14 Г2САФБ, 1150-1250ºC для конструкционных сталей типа сталь 15-40. Путем изменения расходов топлива и воздуха на группу горелочных устройств обеспечивается возможность управления мощностью и режимом сжигания топлива в каждой отапливаемой зоне печи. Отопление печей осуществляется природным газом с помощью двухпроводных горелок типа ДВБ с принудительной подачей газа и воздуха. Давление газа перед печью составляет 10 кПа, перед горелками – 3 кПа. Давление воздуха соответственно 4 и 2 кПа. Максимальный расход газа на печь – 17000 м3/час. Максимальный расход воздуха для сжигания топлива – 190000 м3/час. Воздух в печь подается при помощи вентиляторов холодного дутья через металлический рекуператор, где он подогревается до 350-400ºС. Продукты сгорания удаляются из рабочего пространства через расположенный над печью котел-утилизатор со встроенным в него рекуператором, и далее через дымососы на дымовую трубу. Участок печей должен обеспечить нагрев металла (слябов) перед прокаткой от исходного холодного состояния до температур, обусловленных технологическими требованиями процесса прокатки, и поштучную выдачу слябов на стан в моменты времени, определяемые темпом работы прокатного оборудования. В методической печи нагреваются слябы из различных сталей и разных размеров. Размеры слябов приведены в таблицах 2.1 и 2.2. На нагрев слябы поступают холодными. Температура нагрева слябов перед выдачей из печи составляет 1050-1100ºС. Перепад температур по сечению нагретого металла 20ºС. Тепловой режим печей регулируется в соответствии с темпом прокатки и обеспечивает равномерный прогрев металла без оплавления окалины. Давление в печном пространстве весь период нагрева металла поддерживается положительным в пределах 4-5 Па. Таблица 2.1 – Размеры непрерывно-литых слябов
Таблица 2.2 – Размеры катаных слябов
3. методическая печь как объект автоматизации Методические печи, применяемые для нагрева заготовок перед листопрокатными станами, наиболее распространены в металлургическом производстве. В печах этого типа нагревают обычно заготовки толщиной 60-400 мм, шириной 60-1850 мм и длиной от 1000 до 12000 мм, масса которых составляет от 50 до 40000 кг. Одной из основных особенностей методических печей является противоточное движение в них газов и металла. Нагревательный металл толкателем перемещается по водоохлаждаемым трубам. Топливо сжигается с помощью горелок, расположенных над и под поверхностью металла. Продукты сгорания двумя потоками – верхним и нижним движутся вдоль рабочего пространства печи в направлении, противоположном движению металла, т.е. противотоком. Через дымовые каналы продукты сгорания удаляются в боров и из него через рекуператор и дымовую трубу в атмосферу. Нагретый металл через окно выдачи попадает на рольганг и по нему к стану. Тепловой и температурный режимы работы методических печей неизменны во времени. Вместе с тем температура в методических печах значительно меняется по длине печи. Характер изменения температуры, зависящий от требуемого графика нагрева металла, определяет как количество и назначение зон печи, так и режим теплообмена в каждой из них. Холодный металл поступает в зону наиболее низких температур и, продвигаясь навстречу дымовым газам, температура которых все время повышается, постепенно (методически) нагревается. Первая (по ходу металла) зона имеет изменяющуюся по длине температуру и называется методической зоной. Сжигания топлива в этой зоне не производится. В ней металл постепенно подогревается до поступления в отапливаемую зону высоких температур (сварочную зону). Во избежание возникновения чрезмерных термических напряжений необходим медленный нагрев массивных тел, в интервале температур от 0 до 500° С. Постепенный нагрев металла в методической зоне обеспечивает такую скорость нагрева, при которой не возникает недопустимого перепада температур по сечению заготовки. Вторая (по ходу металла) зона называется зоной высоких температур или сварочной зоной. Назначение этой зоны – быстрый нагрев поверхности заготовки до конечной температуры, составляющей 1150 - 1250 °С. Для интенсивного нагрева поверхности металла до этих температур в сварочной зоне необходимо обеспечивать температуру на 150 - 250 °С и выше. Третья (по ходу металла) томильная зона (зона выдержки) служит для выравнивания температуры по сечению металла и ликвидации холодных пятен на нижней поверхности заготовок. В сварочной зоне до высоких температур нагревается только поверхность металла; температура средних слоев металла, естественно, значительно меньше температуры поверхности, т.е. создается перепад температур по сечению металла, недопустимый по технологическим требованиям. В томильную зону металл поступает с этим перепадом температур по толщине. Температуру в томильной зоне поддерживают всего на 50 – 70°С выше необходимой конечной температуры нагрева металла. Поэтому температура поверхности металла в томильной зоне практически не меняется и поддерживается на достигнутом в сварочной зоне уровне; происходит только выравнивание температуры по толщине металла в условиях равномерно распределенного радиационного режима внешнего теплообмена. При регулировании тепловым режимом методической печи температуру заготовок на выходе из печи выбирают с учетом ее влияния на условия нагрева металла, на прокатку и качество проката: чем выше температура на выходе из печи, тем, как правило, больше пластичность металла, меньше усилие и расход электроэнергии, затрачиваемые на его деформацию при прокатке, меньше износ и риск повреждения прокатного оборудования, т.е. с ростом температуры на выходе из печи условия прокатки становятся более благоприятными. Требуемая по условиям прокатки температура на выходе тем выше, чем ниже мощность привода клетей прокатного стана, больше расстояние от методической печи до стана и больше необходимое обжатие. Обычно желательно, чтобы температура заднего конца заготовки превышала температуру переднего конца, так как задний конец в течение большего времени находится в прокатке и, следовательно, в большей степени охлаждается до окончания прокатки. Требуемое распределение температуры по длине заготовки зависит от скорости прокатки. Так, для прокатных станов старой конструкции было желательно, чтобы температура заднего конца сляба на 30° С превышала температуру переднего конца. На современных станах, работающих с большми скоростями прокатки, достаточен меньший перепад. Тепловой режим печи зависит от производительности, скорости перемещения металла вдоль печи, так как методическая печь работает в одной поточной линии с прокатным станом и скорость перемещения металла зависит от темпа прокатки, который в течение коротких отрезков времени может колебаться в широких пределах вплоть до остановок стана, когда скорость перемещения металла становится равной нулю. Колебания скорости движения металла приводят к изменению времени, за которое заготовки проходят тот или иной участок печи, а следовательно, и к изменению количества тепла, полученного ими на этом участке, если температура в зоне остается постоянной. При замедлении темпа прокатки и особенно при остановках стана это приводит к перегреву металла вплоть до сваривания заготовок, к увеличению угара и расхода топлива, а при увеличении темпа – к недогреву металла, к остановкам стана в связи с отсутствием нагретого металла. Таким образом, при переменной производительности методической печи автоматическая стабилизация температуры в зонах не обеспечивает требуемый нагрев металла. В этом случае система управления должна определятъ скорость продвижения металла и при ее изменении автоматически изменять температурный режим печи таким образом, чтобы обеспечить требуемый нагрев металла в каждой зоне. Системы, реализующие такое управление, сравнительно просты, и их целесообразно использовать на всех методических печах. Требуемый температурный режим в методической печи зависит от скорости продвижения металла. В связи с этим были созданы каскадные системы автоматического управления температурным режимом методических печей. Каждая такая система включает локальные САР температуры в зонах отопления и управляющее устройство, которое определяет скорость продвижения металла и при ее изменении автоматически изменяет (корректирует) задания локальным регуляторам температуры таким образом, чтобы обеспечить требуемый нагрев металла в каждой зоне. Эти системы различаются главным образом тем, какой параметр использован в них в качестве меры скорости продвижения металла или темпа прокатки. Первоначально в качестве такого параметра выбирали температуру в методической зоне печи или температуру отходящих газов, так как увеличение скорости продвижения металла приводит к снижению этих температур, а уменьшение скорости – к их росту. Однако от этого информационного сигнала пришлось отказаться, так как указанная зависимость имеет место только при постоянном температурном режиме в зонах отопления. Если же температуры в зонах изменяют, например, в связи с изменением темпа прокатки, то эта зависимость становится неоднозначной и существенно различной при переходном и установившемся режимах. Более контролируемым параметром является температура поверхности металла, измеряемая радиационным пирометром примерно в середине методической зоны. Между этой температурой и скоростью продвижения металла также существует обратная зависимость, которая более устойчива. В этих системах сигнал выходного датчика потенциометра, работающего в комплекте с радиационным пирометром, преобразуется и поступает на вход регуляторов температуры сварочных зон, изменяя задание на требуемую величину. Основной задачей является получение металла с заданной температурой поверхности и допустимым по условиям прокатки перепадом температур по сечению. Выполнить это при постоянной производительности печи и одинаковых параметрах загружаемого металла нетрудно. Для этого достаточно стабилизировать температуру в зонах. Однако методические печи работают в условиях, далеких от установившихся: меняется производительность печи, определяемая работой прокатного стана и соседних печей, изменяется температура, размеры, марка загружаемого металла. Поэтому основной задачей управления процессом нагрева является выработка такого температурного режима печи, чтобы все время получать заданное качество нагрева в условиях переменной производительности агрегата с учетом других возмущений. Управляющим воздействием является расход топлива на зону, определяющий температуру в ней. 4. общие задачи автоматизации Температура рабочего пространства Основным направленно изменяемым параметром при управлении нагревом металла является температура рабочего пространства. Именно она в первую очередь определяет теплоотдачу металлу, распределение температур в его массе, интенсивность окалинообразования, износ конструкций печи и другие важнейшие параметры, характеризующие процесс тепловой обработки металла и работу агрегата. Измеренная температура является главным источником информации о тепловом состоянии отдельных зон и всей печи в целом. На основе этой информации составляют инструкции по нагреву, выполняют тепловой расчет зон, рассчитывают нагрев металла, задают температурный профиль печи, осуществляют управление тепловым и температурным режимами. Достоверность результатов решения перечисленных задач в первую очередь зависит от того, какая величина принята в качестве температуры рабочего пространства, где и как она измерена. Методическая печь, как и любая её зона, является объектами с распределёнными параметрами. При этом каждой точке печного пространства присуща своя температура, которая и определяет тепловой поток из этой точки на выбранный элемент поверхности металла. Подвод тепла к этой поверхности осуществляется вследствие излучения факела, продуктов горения, стен и свода, а также конвекции. Конвективная составляющая существенна лишь в методической зоне при высоких скоростях продуктов горения, обеспечиваемых многократной принудительной рециркуляцией, создаваемой специально установленными вентиляторами. Для высокотемпературных зон можно с достаточной точностью считать, что металл получает тепло только путём излучения. Задачей локальной системы является обеспечение заданной температуры рабочего пространства в зоне отопления путём соответствующего изменения ее тепловой нагрузки. Изменение тепловой нагрузки зон, оборудованных инжекционными горелками, осуществляется путём изменения расхода топлива при воздействии на общую поворотную заслонку на зональном газопроводе. Соответствующее изменение расхода воздуха горения достигается автоматически изменением режима работы горелок. Для зон, оборудованных дутьевыми горелками, изменение тепловой нагрузки может быть осуществлено либо изменением расхода топлива с последующим изменением расхода воздуха, либо изменением расхода воздуха с последующим изменением расхода топлива. Второй способ имеет то преимущество, что при недостатке воздуха горения исключается возможность подачи в зону излишнего количества топлива, полное сгорание которого может произойти в следующей зоне или рекуператоре. Как недостаток этого способа часто указывают на дальнейшее увеличение, в первый момент регулирования, отклонения температуры от заданного значения. Однако значительная инерционность датчиков температуры рабочего пространства не дает проявляться этому недостатку. Гораздо более сильное влияние оказывают люфты в сочленениях исполнительных механизмов с поворотными заслонками на зональных воздухопроводах, приводящие к снижению запаса устойчивости системы регулирования. Кроме того, при высокой температуре воздуха заслонки часто заклинивает, поэтому наибольшее распространение на методических печах получили системы, реализующие первый способ – в котором ведущим является топливо. Такие системы позволяют обеспечить с приемлемой точностью поддержание заданной температуры рабочего пространства даже при выходе из строя заслонок на воздухопроводах. Возникающие при этом нарушения в работе систем регулирования соотношения топливо – воздух не препятствуют регулированию температуры. Качество работы системы зависит от того, насколько правильно выбраны точка контроля, способ установки датчика, тип и настройка регулятора, а также регулирующий орган. Тип регулятора и его настройки выбирают в соответствии с динамическими свойствами зоны, которую, с достаточной степенью точности, можно рассматривать как последовательное соединение звена чистого запаздывания и статического звена первого порядка. Требуемый температурный режим в методической печи зависит от скорости продвижения металла. В связи с этим были созданы каскадные системы автоматического управления температурным режимом методических печей. Каждая такая система включает локальные САР температуры в зонах отопления и управляющее устройство, которое определяет скорость продвижения металла и при ее изменении автоматически изменяет задания локальным регуляторам температуры таким образом, чтобы обеспечить требуемый нагрев металла в каждой зоне. Эти системы различаются главным образом тем, какой параметр использован в них в качестве меры скорости продвижения металла или темпа прокатки. Первоначально в качестве такого параметра выбирали температуру в методической зоне печи или температуру отходящих газов, так как увеличение скорости продвижения металла приводит к снижению этих температур, а уменьшение к их росту. Однако от этого импульса пришлось отказаться, так как указанная зависимость имеет место только при постоянном температурном режиме в зонах отопления. Если же температуры в зонах изменяются, то эта зависимость становится неоднозначной и существенно различной при переходном и установившемся режимах. Более представительным импульсом является температура поверхности металла, измеряемая радиационным пирометром примерно в середине методической зоны. Между этой температурой и скоростью продвижения металла также существует обратная зависимость, которая более устойчива. Поэтому системы, использующие такой импульс, были смонтированы на многих методических печах В этих системах сигнал выходного датчика потенциометра, работающего в комплекте с радиационным пирометром, преобразуется и поступает на вход регуляторов температуры сварочных, а иногда и томильной зон, изменяя задание на требуемую величину Температура металла Важнейшим параметром, характеризующим режим нагрева, является температура металла. Существенной является не только температура поверхности заготовки, но и её распределение по толщине. Однако непрерывный замер этого распределения для всех нагреваемых заготовок в процессе нормальной эксплуатации печи невозможен, поэтому в системах и алгоритмах управления, а также системах защиты используют в качестве измеряемого параметра только температуру поверхности. Температуру внутри заготовки определяют путём расчётов в использованием уравнений внутренней теплопередачи; и лишь периодически, для контрольных заготовок, измеряют с помощью специальных термопар. Можно выделить ряд задач, при решении которых используют измеренную температуру металла. В зависимости от типа задачи в само понятие "температура металла" вкладывают различное содержание, соответственно формулируют требования к способу измерения температуры поверхности и формированию выходной контролируемой величины, а также требования к точности, количеству и месту установки датчиков. Наиболее простой задачей является предотвращение оплавления заготовки. В этом случае под температурой металла понимают температуру поверхности заготовки вне зависимости от того, покрыта она окалиной или нет. Более сложной задачей является измерение температуры металла в методической зоне с целью использования полученной информации для управления температурным режимом всей печи при изменениях её производительности. В этом случае под температурой металла понимают температуру поверхности заготовки, измеренную в строго определённом месте печи, для которого выдерживается однозначная и линейная зависимость производительности печи от измеренной температуры. Ещё более сложная задача возникает при переходе от систем регулирования температуры печного пространства к системе регулирования непосредственно температуры металла в процессе его нагрева. Такой переход целесообразен, так как связь между температурой металла и печного пространства не является однозначной, а непрерывно видоизменяется в зависимости от режима работы печи, сортамента и координаты нагреваемой заготовки, что приводит к значительному разбросу температур металла на выдаче из-за несвоевременного или неправильного изменения задания регуляторам температуры в зонах. Однако при переходе к регулированию непосредственно температуры металла необходимо учитывать два основных фактора: 1) нагрев металла в методической печи является распределённым процессом, в результате чего все заготовки в зоне имеют различное распределение температур по сечению; коэффициент передачи по каналу расход топлива – температура поверхности заготовки изменяется по длине зоны, увеличиваясь в направлении движения факела; 2) зоны печи не приспособлены для независимого регулирования локальных температур. Следовательно, для создания эффективной системы управления нагревом металла необходим распределённый контроль температуры, на основе которого может быть сформирована величина, характеризующая усреднённую по длине зоны температуру поверхности заготовок. Именно эта величина будет являться регулируемым параметром и её понимают под температурой металла при решении данной задачи. Непрерывный распределённый контроль температуры металла в настоящее время практически неосуществим, поэтому предложено заменить его контролем в конечном числе точек, т.е. заменить пространственную реализацию температурного профиля поверхности металла по длине зоны ступенчатой кривой, которая в интервалах между точками контроля остаётся неизменной. Следующая задача, при решении которой используется температура металла – упрощение алгоритмов систем оптимального управления, минимизирующих, например, среднее квадратическое отклонение температуры заготовок на выдаче из печи от заданного значения. В этих системах с помощью модели нагрева и на основах данных о температуре печного пространства, скорости продвижения металла через печь и его теплофизических параметрах осуществляется непрерывный расчёт температур на поверхности и внутри заготовки. Информация о температуре металла позволяет исключить из системы модель внешнего теплообмена и существенно упростить алгоритмы управления, которые в данном случае базируются на результатах прямых измерений. В этом случае под температурой металла понимается температура поверхности заготовки, измеренная в какой – либо точке зоны, например в её середине. Совпадение достигнутого в результате управления распределения температур по сечению заготовки с заданным во многом зависит от точности измерения. Однако степень влияния погрешности измерения на конечный результат управления различна для разных зон печи. Следующая задача, при которой используется измеренная температура металла, - проверка точности моделей нагрева, их адаптация и определение достигнутых результатов управления. В этом случае под температурой металла понимается температура поверхности заготовки, измеренная в любом заранее заданном и удобном для обслуживания месте. Число датчиков меньше или равно числу зон. Допустимая абсолютная погрешность измерения не более 10 К. Столь жёсткие требования к точности измерения связаны с тем, что сравниваются абсолютные значения рассчитанной и измеренной температур поверхности и по полученной разнице направленно корректируются коэффициенты в моделях нагрева или управления. Низкая точность измерения может привести либо к неустойчивости модели, либо к слишком большому времени их адаптации. Из сказанного выше следует, что для решения любой из перечисленных задач необходимо обеспечить непрерывное измерение температуры поверхности заготовки. Точность измерения, количество точек контроля и их расположение по длине печи, способ обработки полученной информации и содержание понятия "температура металла" определяются типом решаемой задачи. Непрерывное определение распределения температур по толщине заготовки может быть выполнено только расчётным путем с периодическим уточнением получаемых результатов путём измерения действительных температур на поверхности и внутри контрольной заготовки с помощью термопар. Давление в рабочем пространстве печи Давление в рабочем пространстве методических печей существенно влияет на их тепловую работу. Оно определяет при прочих равных условиях интенсивность нагрева металла, удельный расход топлива, величину угара и окалинообразования, удобство обслуживания и сохранность агрегата. Излишне высокое давление ведёт к выбиванию из печи продуктов сгорания, что наряду с ростом тепловых потерь вызывает ускоренный износ внешних конструкций, затрудняет визуальный контроль и обслуживание, загрязняет атмосферу цеха. Слишком низкое давление обусловливает подсос в печь через рабочие окна и различные неплотности в кладке холодного воздуха, что ведёт к ухудшению использования топлива, увеличению угара и окалинообразования и затрудняет управление процессом горения. Особенно опасен подсос воздуха через окно выдачи, вызывающий неравномерное охлаждение ближайшей заготовки и подстуживание подины. При длительной паузе в работе стана эта заготовка уже не может быть направлена в прокатку, а возвращается на склад. Наиболее благоприятным в смысле обеспечения наилучшей тепловой работы печи и удобства её обслуживания является небольшое положительное давление во всём рабочем пространстве. Однако создать такой режим работы на современных методических печах практически невозможно. Главная причина – работа горелок, подающих топливо и воздух с большой кинетической энергией. По мере движения вдоль зоны скорость продуктов сгорания уменьшается, динамический напор переходит в статический, в результате чего давление непрерывно нарастает в направлении окна посада. Возникающий при этом перепад по длине каждой зоны зависит не только от типа установленных в ней горелок, их положения и направления, но и от конфигурации самой зоны и количества топлива, подаваемого в неё. Попытки выровнять распределение давления по длине печи уменьшением высоты пережимов, подбором угла установки горелок, изменением направления движения продуктов сгорания в отдельных зонах пока не дали положительных результатов. Различного рода газовые и паровые завесы, применяемые для снижения вредного влияния подсасываемого холодного воздуха и уменьшения выбивания, только дополнительно искажают это распределение. По высоте печи давление также различно из-за влияния геометрического напора столба продуктов сгорания. Под сводом оно выше, чем на уровне металла, в нижних зонах – минимально, это ведёт к перетокам, обусловливающим взаимовлияние зон и перегрев торцов заготовок. Периодическое открытие заслонок окна выдачи вызывает дополнительные изменения давления, особенно сильно проявляющиеся в томильной зоне. При таком многообразии возмущающих факторов и различии их проявлении в различных точках рабочего пространства на современных методических печах имеется лишь один канал управления давлением – изменением тяги. В зависимости от принятой схемы это изменение реализуют путём воздействия на положение поворотного клапана в дымовом борове, или на производительность дымососа, или на режим работы вытяжной трубы. Однако в любом случае при изменении тяги изменяются только абсолютные значения давления, а не характер его распределения по длине и высоте печи. График распределения перемещается параллельно самому себе, не претерпевая сколь-нибудь существенной деформации. В таких условиях давление в одной произвольно выбранной точке рабочего пространства может лишь приближённо характеризовать гидравлический режим печи и соответствующую ему тепловую работу. Исходя из этого, выбор импульсной точки в рабочем пространстве осуществляется в соответствии с главной для данной печи задачей – основным требованием к её гидравлическому режиму. Наиболее распространено требование минимума подсоса холодного воздуха как условие обеспечения приемлемого режима нагрева металла и нормального сжигания топлива. Одновременно накладываются и противоречивое требование – ограничить выбивание продуктов сгорания через окна и неплотности кладки. Исходя из того, что наиболее вредны подсосы в томильной зоне, импульсную точку располагают под её сводом. Величину давления выбирают так, чтобы с учётом геометрического напора обеспечить небольшое положительное давление на уровне металла. За счёт инжектирующего действия горелочного и геометрического напора, обусловленного низким расположением окна выдачи, исключить подсос холодного воздуха в томильную зону не удаётся. Чтобы уменьшить его вредное влияние, снижают подачу регулируемого воздуха в горелки томильной зоны или устанавливают у окна выдачи газовые завесы, а на печах с машинной выдачей оборудуют окалиносборник мощными горелками, работающими также со сниженным соотношением топливо-воздух. Попытки уменьшить подсосы путём подъёма давления в печи ведут к недопустимому увеличению выбивания. Кроме того, давление в других зонах печи ставится в зависимость от режима работы томильной зоны, что может вызвать нежелательные изменения режима нагрева металла в этих зонах при срабатывании системы регулирования давления в моменты открытия заслонок окна выдачи. Это объясняется тем, что для сварочных зон возмущения по давлению, а следовательно, и по режиму нагрева металла, вызванные быстрым и значительным перемещением поворотного дымового клапана, заметно превосходят таковые, вызванные только закрытием заслонок. Другим, также весьма распространённым требованием является обеспечение минимальной длительности пребывания металла в печи. В этом случае режим работы каждой зоны и распределение давления по печи устанавливают таким образом, чтобы обеспечить за счёт оптимального распределения температуры над заготовками максимально допустимую интенсивность нагрева металла и, как следствие, минимальное время пребывания его в печи. Как показали исследования, оптимальный в этом смысле гидравлический режим характеризуется значительным разрежением в томильной зоне и высоким давлением в первых зонах у окна посада. Чтобы уменьшить вредное влияние подсосов и не допустить увеличение угара за счёт избытка кислорода в атмосфере печи, в обязательном порядке устанавливают мощную газовую завесу у окна выдачи, чем одновременно достигается рост производительности печи. Для уменьшения выбивания уплотняют кладку, уменьшают число рабочих окон в первых зонах, а заслонку окна посада поднимают на минимально возможную высоту. В большинстве случаев ритм работы комплекса печи – стан диктуется ритмом работы стана, поэтому в зависимости от текущей ситуации режимы работы отдельных зон печи и распределение давления вдоль неё должны претерпевать существенные изменения. В этих условиях гидравлический режим должен обеспечить нагрев металла с необходимой интенсивностью при заданной температуре рабочего пространства с минимальными потерями на угар и окалину. Подразумевается, что работа соответствующей локальной системы регулирования исключает колебания соотношения топливо – воздух и связанных с ними дополнительных потерь металла и топлива. Поддержание оптимального в этом смысле давления в каждой зоне возможно при прочих равных условиях только в том случае, если контролируемая величина характеризует условия нагрева металла в каждой точке печи, отражает только те возмущающие и регулирующие воздействия, которые оказывают существенное воздействие на гидравлический режим и тепловую работу, и обеспечивают возможность направленного воздействия на условия нагрева металла. Из изложенного ясно, что для обеспечения оптимального гидравлического режима необходимо непрерывно изменять величину поддерживаемого среднеинтегрального давления в зависимости от поставленной задачи и текущей ситуации. Однако, как показали исследования, выполненные на пятизонной методической печи, ее тепловую работу достаточно точно характеризует и давление в импульсной точке, расположенной под наклонным участком свода последней по ходу металла верхней сварочной зоны. Стабилизация давления в указанной импульсной точке обеспечивает в значительной мере автоматическое возвращение гидравлического режима печи к его достижимому оптимальному состоянию практически при всех видах возмущений. Качество работы системы регулирования зависит от представительной точки контроля, правильности подключения датчика, типа регулятора и его настройки, скорости перемещения и характеристики регулирующего органа. Управление сжиганием топлива Задачей этих систем является обеспечение экономичного сжигания топлива, достижение наилучших условий теплообмена факела с металлом и кладкой и поддержание в печи газовой атмосферы определённого состава. Указанные задачи решаются путём направленного изменения соотношения топливо – воздух (Со), автоматическая стабилизация которого позволяет улучшить качество нагрева металла, уменьшить удельный расход топлива, угар и окалинообразование. В печах с инжекционными горелками происходит саморегулирование Со, требуемое значение которого устанавливают, изменяя при наладке положение воздушных клапанов перед горелками. Если при полностью открытых клапанах воздуха все же недостаточно, то уменьшают размеры газовых сопел или переходят на сжигание газа с пониженной теплотой сгорания. В печах с дутьевыми горелками регулирование осуществляется путём принудительного изменения расхода или Со (схемы с ведущим топливом). Гораздо реже встречаются системы с ведущим воздухом. Поддержание заданного значения Со обеспечивают локальные системы регулирования, использующие в качестве входной информации непрерывно измеряемые расходы топлива и воздуха. Величину Со устанавливают с помощью выносного задатчика, отградуированного либо непосредственно в единицах Со, либо в единицах коэффициента расхода воздуха, определяемого как отношение измеренного расхода воздуха к теоретическому, необходимому для полного сжигания измеренного расхода топлива. При заметных отклонениях барометрического или избыточного давления и температуры топлива или воздуха от расчётных в показания расходомеров вводят соответствующую поправку для приведения к стандартным условиям. Обычно учитывают только отклонения температуры. Динамика объекта регулирования, которым в данном случае является участок трубопровода между диафрагмой и регулирующим органом, аппроксимируемый с достаточной степенью точности звеном чистого запаздывания и апериодическим звеном первого порядка. В таких условиях удовлетворительное качество регулирования достигается при использовании ПИ-регуляторов со сниженным коэффициентом передачи пропорциональной части или при использовании чистых И-регуляторов. Качественное регулирование заданного значения Со по измеренным расходам даже при достаточно больших тепловых нагрузках ещё не гарантирует экономического сжигания топлива о постоянства состава продуктов сгорания внутри печи. Неконтролируемые изменения теплоты сгорания топлива, особенно при отоплении смешанным газом, приводят к колебаниям действительного значения Со, которые могут достигать значительной величины. Для устранения этих колебаний в систему регулирования вводят импульс от калориметра, непрерывно измеряющего теплоту сгорания топлива. Действительное количество воздуха, поступающего в печь, может отличаться от измеренного. Это отличие обусловлено потерями на участках воздухопровода, расположенных после диафрагмы, и подсосами в печь холодного воздуха из окружающего пространства. Количество теряемого воздуха может быть ориентировочно оценено при теплотехнических испытаниях печи. Количество подсасываемого воздуха зависит от давления в печном пространстве и увеличивается при снижении тепловой нагрузки. Используя эту зависимость, можно сформировать корректирующий импульс, вызывающий снижение заданного значения Со в соответствии с уменьшением тепловой нагрузки. Введение такого импульса, а также учёт теряемого воздуха позволяет снизить влияние этих факторов, но не устранить их полностью. Кроме того, в процессе эксплуатации печи количество теряемого воздуха и зависимость между количеством подсасываемого воздуха и тепловой нагрузки меняются. Достаточно точно о составе атмосферы печи (полноте сжигания топлива) можно судить по результатам анализа продуктов сгорания, отбираемых в конце печи, или для печей большой мощности в конце каждой зоны. По найденному содержанию О2, CO, H2, CH4 и N2 может быть рассчитан действительный коэффициент расхода воздуха. Разность между заданным и рассчитанным значениями будет корректирующим сигналом регулятору Со. Применение указанного способа требует обеспечения представительности проб продуктов сгорания, отбираемых для автоматического анализа, решения задач очистки и охлаждения пробы, а также минимума запаздываний в импульсной линии и собственно газоанализаторе. Динамические характеристики современных автоматических газоанализаторов на порядок больше динамических характеристик объекта управления, что приводит при непосредственном регулировании Со по результатам анализа к большим и знакопеременным динамическим погрешностям. Представительный импульс может быть сформирован только по большому количеству отдельных измерений и, характеризуя тенденцию изменения действительного значения Со, может использоваться в качестве корректирующего сигнала. Если в печи осуществляется полное сжигание топлива, то достаточно контролировать только содержание О2 в продуктах горения. Такой анализ может быть выполнен с достаточным быстродействием и без применения сложных устройств отбора и подготовки пробы с помощью датчика с твёрдым электролитом. Чтобы уменьшить кратковременные колебания Со, связанные с запаздыванием показаний расходомеров или с прекращением регулирования, вызванным отклонением температуры датчика от заданного значения, в систему может быть введён импульс от исполнительного механизма, перемещающего регулирующий орган на трубопроводе топлива. Управление сжиганием топлива может быть осуществлено также с помощью экстремальных систем регулирования, в которых в результате непрерывного поиска определяется значение Со, обеспечивающее максимальную при данном расходе топлива температуру в области, контролируемой датчиком. 5. постановка задач автоматизации АСУТП предназначается для управления процессами транспортирования и нагрева металла на участке. При управлении должны обеспечиваться необходимые по условиям прокатки значения температуры поверхности металла и перепада температур по сечению заготовки на выходе из печи при согласовании темпа работы прокатного стана и минимальных затратах на передел. АСУ ТП состоит из двух уровней. В нижний уровень входят локальные подсистемы, осуществляющие сбор первичной информации, управление технологическим оборудованием и дистанционное управление технологическими параметрами процесса нагрева. Как правило, нагревательные печи должны работать на автоматическом управлении. Переход на ручное управление может быть разрешен только в исключительных случаях. В локальную систему автоматического регулирования входят: - регулирование температуры в каждой зоне; - регулирование соотношения расходов природного газа и воздуха; - регулирование давления в печи; - регулирование давления природного газа перед печью; - контроль параметров; - система безопасности и система сигнализации. Верхний уровень содержит подсистемы, работающие по алгоритмам, основанным на методах оптимального управления, и реализуется на базе ЭВМ. К основным задачам, работающим на верхнем уровне АСУ, относятся, в частности, математическая модель процесса нагрева металла, задача расчета заданных значений на температуру в зонах, задача выдачи этих значений на автоматические регуляторы локальных систем, задачи автоматического ведения документации. Для обеспечения наиболее оптимального нагрева заготовок, предотвращения бесполезных затрат топлива, порчи внутренней поверхности методической печи необходимо осуществлять контроль и регулирование определенных параметров печи. Для этого используются стандартные датчики, преобразователи, контроллеры. В данном проекте объектом автоматизации является семизонная методическая печь. Для этого объекта осуществляется контроль и регулирование таких параметров как: 1. Температура в рабочем пространстве печи (по зонам); 2. Температура конца прокатки; 3. Объемный расход газа по зонам; 4. Объемный расход воздуха по зонам; 5. Температура отходящих продуктов сгорания; 6. Температура подогретого воздуха; 7. Давление газа в общем газопроводе; 8. Давление в рабочем пространстве печи (под сводом томильной зоны); 9. Разрежение в дымовом борове печи. Имеется ряд контуров регулирования: 1. Температура в зонах печи; 2. Соотношение газ-воздух в зонах; 3. Давление в рабочем пространстве печи. 6. разработка и описание структурной схемы автоматизации На основании рассмотренных выше задач контроля и управления строится структурная схема автоматизации. Система автоматизации представляет собой трехуровневую систему. Первый уровень осуществляет сбор информации с помощью датчиков (Д), управление исполнительным механизмом (ИМ) и передачу информации на второй уровень. Второй уровень состоит из щита КИП и А, регуляторов, микроконтроллеров S7-200. Второй уровень осуществляет обработку информации, поступившей с первого уровня, регистрацию и стабилизацию технологических параметров, подготовку и выдачу оперативной информации на третий уровень, получение производственных ограничений и заданий от третьего уровня. Щит КИП и А включает в себя следующие приборы: средства сигнализации (С), преобразователи (Д), регуляторы (Р), панели управления исполнительными механизмами (СУ), задатчики (ЗД), индикаторы аналоговые и цифровые (ИА и ИЦ), аналоговые регистраторы (РА), процессоры (ПР), вводно-выводные устройства (ВВУ), внешние запоминающие устройства (ВЗУ), диспетчерскую связь (ДС), производственную громкоговорящую связь (ПГС), регистраторы аналоговые (РА). Микроконтроллер включает в себя: процессор, внешнее запоминающее устройство, вводно-выводное устройство, пульт ручного ввода данных. Микроконтроллер выполняет регистрацию параметров, расчет показателей работы. Третий уровень управления представляет собой ЦЭВМ, которая включает в себя процессор, внешнее запоминающее устройство, вводно-выводное устройство, пульт ручного ввода данных, видеотерминал, устройство печати. Второй и третий уровни управления охвачены диспетчерской связью. 7. РАЗРАБОТКА И ОПИСАНИЕ ФУНКЦИОНАЛЬНОЙ СХЕМЫ АВТОМАТИЗАЦИИ Функциональная схема состоит из ряда отдельных контуров автоматического регулирования. Первый контур регулирования температуры по зонам печи. Сигнал от датчика (поз. 1-1), как правило, это термопара ПП, поступает на преобразователь Ш-72 (поз. 1-2) с выходом 4-20мА, и далее на вход микроконтроллера (S7-200) также на вход МК подается значение с задатчика РЗД-22 (поз. 1-3). Контроллер формирует регулирующее воздействие (4-20мА), которое подается с выхода ВО1 МК на вход БРУ-32 (поз. 1-4). С БРУ сигнал подается на пускатель ПБР-2М, формирующий сигнал 0-220В (поз. 1-5), который воздействует на регулирующий орган типа МЭО (поз. 1-6), который, изменяя положение шибера, изменяет подачу топлива по зонам печи. Аналогично производится регулирование температуры по остальным отапливаемым зонам печи. Второй контур регулирует соотношение газ-воздух, подаваемых к горелкам печи. Для измерения расхода топлива и воздуха используется диафрагма типа БКС. С диафрагмы (поз. 2-1) снятые давления поступают на расходомер типа Метран-100 ДД (поз. 2-2), на выходе он формирует сигнал 4-20 мА, который подается на вход В3 МК. Также на входы В4, В5 подаются с задатчиков (поз. 2-3, 2-4) коэффициенты для расчета необходимого количества воздуха. Параллельно измеряется расход воздуха (диафрагма БКС поз. 3-1, расходомер Метран-100 ДД, поз. 3-2) и подается на вход В6 МК. Контроллер производит необходимые вычисления и на выход ВО2 выдает регулирующее воздействие. РВ с выхода ВО2 попадает на вход БРУ-32 (поз. 2-5) и далее аналогично контуру 1, сигнал подается на пускатель типа ПБР-2М (поз. 2-6), формирующий сигнал 0-220В который воздействует на регулирующий орган МЭО (поз. 2-7), изменяя расход воздуха по горелкам. Следующий контур регулирует давление в рабочем пространстве печи. В качестве датчика используется Сапфир-22 ДИ (поз. 10-1) с унифицированным выходным сигналом. Сигнал от датчика поступает на вход В14 МК. На вход В15 МК поступает сигнал от задатчика РЗД-22 (поз. 10-3, вых. 4-20мА). Контроллер производит необходимые вычисления и на выход ВО5 выдает регулирующее воздействие. РВ с выхода ВО5 попадает на вход БРУ-32 (поз. 10-4) и далее аналогично контуру 1, сигнал подается на пускатель типа ПБР-2М (поз. 10-5), формирующий сигнал 0-220В который воздействует на регулирующий орган МЭО (поз. 10-6). Также на схеме показаны средства контроля и сигнализации следующих параметров: Контроль температуры воздуха в основном воздухопроводе. Сигнал с термопары типа ХА (поз. 8-1) передается на преобразователь Ш-72 (поз. 8-2, вых. 4-20мА) и подается на вход В12 МК. Контроль температуры отходящих дымовых газов. Сигнал с термопары типа ХА (поз. 9-1) передается на преобразователь Ш-72 (поз. 9-2, вых. 4-20мА) и подается на вход В13 МК. Контроль и сигнализация давления газа и воздуха в основных газопроводах. В качестве датчика используется Сапфир – 22 ДИ (поз. 6-1, 7-1), с унифицированным выходным сигналом. Сигнал с датчика подается на входы В10 и В11 МК соответственно через преобразователь типа Ш705 (поз. 6-3, 7-3) предназначенный для сигнализации достижения параметрами нижнего и верхнего уровня. Контур контроля состава продуктов сгорания, в качестве газоанализатора используется прибор Testo 350, сигнал о содержании H2, O2 и CO подается на входа В16, В17 и В18 соответственно для анализа и сигнализации. Также присутствуют контура контроля и регулирования расхода газа и воздуха на печь, предназначенные для контроля и ограничения расхода энергоносителей. 8. РАЗРАБОТКА И ОПИСАНИЕ ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ КОНТУРА КОНТРОЛЯ И РЕГУЛИРОВАНИЯ В курсовом проекте мною была разработана принципиально-электрическая схема контура контроля и регулирования соотноотношения расхода топливо-воздух. В состав данного контура входят: датчик – Метран 100 -ДД, модуль ввода-вывода аналоговы S7-200, блок ручного управления БРУ-32, пускатель ПБР-2М и исполнительный механизм МЭО, задатчик РЗД-22. Приборы питаются от сети (~220В) или от собственных источников питания. Сигнал от датчика, через клеммы 3-4 выходит на модуль ввода-вывода (клеммы 2-3). Приборы соединены последовательно (в "токовую петлю") с использованием стабилитронов. Сигнал от модуля ввода-вывода (соответствующий управляющему воздействию, выработанному микроконтроллером) через клеммы 14-15 поступает на блок ручного управления (клеммы 12-15). Так же на модуль аналового входа (клеммы 6-7, 8-9) поступают сигналы от задатчика РЗД-22 (клеммы 5-7, 5-7). С блока ручного управления сигнал, соответствующий выбранному режиму управления (автомат-ручное), через конечные выключатели (клеммы МЭО 5-6 и 7-8), поступает на пускатель (клеммы 7-8). С пускателя через клеммы 3-4-5 сигнал в 220В поступает на исполнительный механизм (клеммы 1-2-3). Также в "токовую петлю", с использованием стабилитронов, соединена цепь индикации положения регулирующего органа, состоящая из МЭО (клеммы 9-10), блока ручного управления (клеммы 26-27) и модуля ввода-вывода (клеммы 4-5). 9. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ НАГРЕВА МЕТАЛЛА В МЕТОДИЧЕСКОЙ ПЕЧИ Необходимо запрограммировать на языке C++ программу, которая должна представлять собой визуализацию нагрева заготовки в печи в каждой из ее зон. Для каждой зоны рассчитываются граничные условия. Уравнение нагрева имеет вид:
Задача сводится к определению зависимости от времени температуры Т в точках стержня, то есть функции двух переменных Т(z,x). Функция Т(z,х) должна удовлетворять уравнению теплопроводности(1) и начальному условию Т(z,0)=f(x) (2) и условиям на концах стержня Е(0,х)=j1(z), u(z,t)=j2(z). (3) Значения u(0,0) и u(L,0), полученные из (2) и (3), должны совпадать. Это будет если j1(0)=f(0), j2(0)=f(L). Следует отметить, что путем замены переменных z ў= уравнение (1) можно преобразовать к виду . Это означает, что решение задачи (1)-(3) путем замены переменных сводится к решению задачи (4),(2),(3). Построим на плоскости (z,x) сетку с шагом h по переменной z и с шагом m по переменной x (xj = (j-1)m). Обозначим Tij = T(zi,tj). Производные в уравнении (1) аппроксимируем следующим образом:
Подставляя (5) и (6) в (1) при a=1, получим разностное уравнение:
В соответствии с (2) и (3) значения Ti0 = f(zi), T0j = j1(zj), Tnj = j2(zj)(8) являются известными. Тогда, подставляя в (7) j=0, получим систему n-1 линейных уравнений, решив которую можно определить ui1, i=1,..,n-1. При этом, поскольку u01=j1(t1), un1=j2(t1), известными оказываются все значения временного слоя j=1, (t=t1). Затем, подставляя в (7) j=2, решаем систему уравнений относительно ui2 и т.д. для всех j=2,..,m. Из (7) следует, что в каждое i-тое уравнение (i=1,..,n-1) с ненулевыми коэффициентами входят только три неизвестных Ti-1,j; Tij; Ti+1,j. Величина Ti,j-1 к этому моменту является известной и потому отнесена в правую часть уравнения. Пусть на j-том шаге заданными являются параметры Ti,j-1 (i=1,..,n-1), T0j, Tnj, l. Все неизвестные значения Tij можно разместить в массиве xi (xi=Tij, i=0,..,n). Ищем связь xi-1 с xi в виде рекуррентного соотношения xi-1=ci-1xi+ni-1, i=1,..,n.(10) Подставляя (10) в (7), получаем lci-1xi-(1+2l)xi+lxi+1 = -Тi,j-1-lni-1. Отсюда
Сравнивая (11) с (10), находим рекуррентные соотношения
c0= 0, n0 = T0j . Таким образом, алгоритм определения значений Tij по известным Ti,j-1 состоит из двух этапов: прямого хода прогонки по формулам (12) при i=1,..,n-1 и обратного хода прогонки. 10. Инструкция по пользованию программой
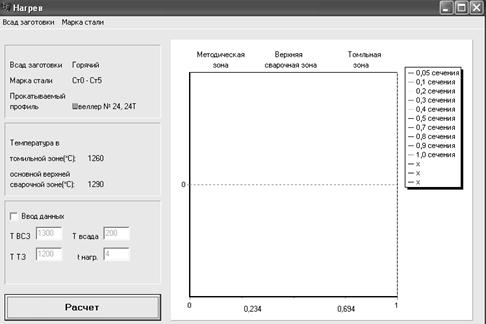
Рисунок 10.1 – Рабочее окно программы. На рисунке 10.1 показано рабочее окно программы. Программа выполнена на языке программирования Borland C++ Builder, содержит информацию о различных прокатываемых профилях и марках стали. Для изменения Всада заготовки необходимо выбрать требуемый из выпадающего списка меню "Всад заготовки". Аналогично выбирается и марка стали и требуемая заготовка (рисунок 10.2)
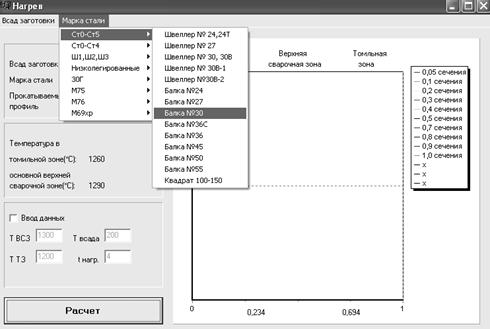
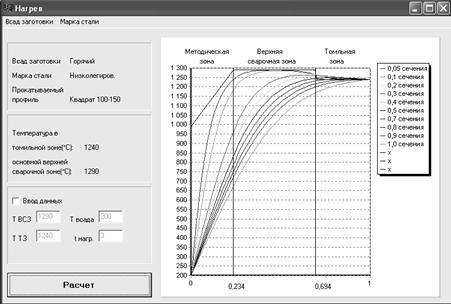
Рисунок 10.2 – Выбор требуемых параметров. Информация о выбранных параметрах отображается на панелях слева, причем в нижней панели возможно изменять параметры, выбрав для этого "Ввод данных". По умолчанию на этой панели отображаются параметры текущей заготовки. По нажатии кнопки "Расчет" в окне появятся графики изменения температур по сечению заготовки (рисунок 10.3).
Рисунок 10-3 – Работа программы. ВЫВОДЫ На данный момент отделение методических печей занимает важное место в цикле производства проката различных сортов, видов и т. д. Для эффективной работы методической печи необходим серьезный контроль и автоматизация всех ее узлов. Рост производства проката, повышение требований к его качеству, а также поточность технологических процессов создали условия для широкого внедрения эффективных средств автоматического контроля и управления и поставили задачу дальнейшего повышения уровня автоматизации. Автоматическое управление внедряют практически на всех участках отделения методических печей. Автоматизируются процессы нагрева, расходов топлива и воздуха, получают развитие новые, более совершенные способы контроля и управления процессами нагрева металла. В рамках данного курсового проекта мною были рассмотрены контуры контроля и регулирования. Так же мною была разработана математическая модель процесса нагрева металла. Эта модель разработана на основании метода конечных разностей. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ 1. В.А.Шамис "Borland C++ Builder 6. для профессионалов" СПб.:Питер,2003 2. А.Я.Архангельский. "C++ Builder 6. Справочное пособие." М.:Бином – Пресс, 2004г. 3. Нагрев металла и эксплуатация методических печей рельсобалочного цеха. Технологическая инструкция ТИ 232-7-89. 4. Матвеев А.Г. "Теплотехника". М. "Высшая школа" 1981. 5. А.С.Телегин "Теплотехнические расчеты металлургических печей" 6. И.Н.Сушкин "Теплотехника" М. "Металлургия" 1973 7. С.А.Малый "Автоматизация методических печей" Москва 1962. 8. Хоу Чэн Лян. Современное состояние и перспективы развития высокопроизводительных регенеративных печей в КНР // "Металлургическая теплотехника". Сборник научных трудов Государственной металлургической академии Украины. В 2-х томах. Т. 1 – Днепропетровск: ГМетАУ, 1999. – 214 с. 9. Патент 61495А Украина, С21D 9/70. Нагревательный колодец с шариковыми регенераторами / Сокуренко А.В., Шеремет В.А., Кекух А.В. и другие. Опубл. 17.11.2003. Бюллетень No 11. 10. Губинский В.И., Лу Чжун-У. Теория пламенных печей. – М.: Машиностроение, 1995. – 256 с. Приложение АЛистинг программыvoid __fastcall TForm1::Button1Click(TObject *Sender) {float h,t,l; float u[1000][100]; float ug[1000][100]; float k[1000]; float v[1000]; float x[1000], w[1000]; int n,m; double as=0; if ( CheckBox1->Checked==true) { T1=StrToFloat(Edit1->Text); T2=StrToFloat(Edit2->Text); Tv=StrToFloat(Edit4->Text); tau=StrToFloat(Edit5->Text); StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption=" "; StaticText3->Caption=" "; } Edit1->Text=T1; Edit2->Text=T2; Edit4->Text=Tv; Edit5->Text=tau; Series13->Clear(); h=0.01; n=1/h; m=n; Series9->Clear(); Series10->Clear(); for (int i=0; i<n; i++) { k[i]=0; v[i]=0; x[i]=0; w[i]=0; } for (int i=0; i<n; i++) { for (int j=0; j<m; j++) { u[i][j]=0; } } for (int j=0; j<m; j++) { u[0][j]=Tv; } for (int i=0; i<=n+1; i++) { if (as<=0.234) { u[i][0]=300/0.234*as+T2-300; Series13->AddXY(as,u[i][0]); } else if (as>0.234 && as<0.694) { u[i][0]=T2; Series13->AddXY(as,T2); } else if(as>=0.694) { u[i][0]=T1; Series13->AddXY(as,u[i][0]); } as+=h; } l=(500*(1-0.1*tau))/(h*h*7200*0.6*n); for (int j=1; j<=m; j+=1) { k[0]=0; v[0]=u[0][j-1]; for (int i=1; i<=n-1; i+=1) { v[i]=(u[i][j-1]+l*v[i-1])/(1+2*l-l*k[i-1]); k[i]=l/(1+2*l-l*k[i-1]); } for (int i=n; i>=1; i--) { x[n]=u[n][j-1]; x[i-1]=x[i]*k[i-1]+v[i-1]; } for (int i=1; i<=n; i++) { u[i][j]=x[i]; } for (int i=0; i<=n; i++) { w[0]=0; for (int j=1; j<=n+1; j++) { float dw=h; w[j]=w[j-1]+dw; } } } Series1->Clear(); Series2->Clear(); Series3->Clear(); Series4->Clear(); Series5->Clear(); Series6->Clear(); Series7->Clear(); Series8->Clear(); Series11->Clear(); Series12->Clear(); float asd; if(T2<T1) asd=T1; else asd=T2; for(int f=Tv;f<=asd+10;f+=10) { Series11->AddXY(0.234,f); Series12->AddXY(0.694,f); } for (int i=0; i<n; i++) { Series1->AddXY(w[i],u[i][5]); Series2->AddXY(w[i],u[i][10]); Series3->AddXY(w[i],u[i][20]); Series4->AddXY(w[i],u[i][30]); Series5->AddXY(w[i],u[i][40]); Series6->AddXY(w[i],u[i][50]); Series7->AddXY(w[i],u[i][60]); Series8->AddXY(w[i],u[i][70]); Series9->AddXY(w[i],u[i][80]); Series10->AddXY(w[i],u[i][99]); } } //--------------------------------------------------------------------------- void __fastcall TForm1::N24241Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1350; tau=4; } else if(vsad==2) { T2=1320; tau=3.3; } else if(vsad==3) { T2=1290; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Øâåëëåð ¹ 24, 24Ò"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N271Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1350; tau=4; } else if(vsad==2) { T2=1320; tau=3.3; } else if(vsad==3) { T2=1290; tau=3; } StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Øâåëëåð ¹ 27"; T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; } //--------------------------------------------------------------------------- void __fastcall TForm1::N302Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1350; tau=4; } else if(vsad==2) { T2=1320; tau=3.3; } else if(vsad==3) { T2=1290; tau=3; } StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Øâåëëåð ¹ 30,30Â"; T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; } //--------------------------------------------------------------------------- void __fastcall TForm1::N3011Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1360; tau=4; } else if(vsad==2) { T2=1330; tau=3.3; } else if(vsad==3) { T2=1300; tau=3; } T3=T2-50; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Øâåëëåð ¹ 30Â-1"; StaticText4->Caption=T1; StaticText5->Caption=T2; } //--------------------------------------------------------------------------- void __fastcall TForm1::N3021Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1370; tau=4; } else if(vsad==2) { T2=1340; tau=3.3; } else if(vsad==3) { T2=1310; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Øâåëëåð ¹ 30Â-2"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N241Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1350; tau=4; } else if(vsad==2) { T2=1320; tau=3.3; } else if(vsad==3) { T2=1290; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹24"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N272Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1350; tau=4; } else if(vsad==2) { T2=1320; tau=3.3; } else if(vsad==3) { T2=1290; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹27"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N303Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1360; tau=4; } else if(vsad==2) { T2=1330; tau=3.3; } else if(vsad==3) { T2=1300; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹30"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N361Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1370; tau=4; } else if(vsad==2) { T2=1340; tau=3.3; } else if(vsad==3) { T2=1310; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹36Ñ"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N362Click(TObject *Sender) { T1=1260; if (vsad==1) { T2=1370; tau=4.3; } else if(vsad==2) { T2=1340; tau=4; } else if(vsad==3) { T2=1310; tau=3.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹36"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N451Click(TObject *Sender) { T1=1300; if (vsad==1) { T2=1380; tau=4.3; } else if(vsad==2) { T2=1350; tau=4; } else if(vsad==3) { T2=1320; tau=3.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹45"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N501Click(TObject *Sender) { T1=1300; if (vsad==1) { T2=1380; tau=4.3; } else if(vsad==2) { T2=1350; tau=4; } else if(vsad==3) { T2=1320; tau=3.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹50"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N551Click(TObject *Sender) { T1=1300; if (vsad==1) { T2=1380; tau=4.3; } else if(vsad==2) { T2=1350; tau=4; } else if(vsad==3) { T2=1320; tau=3.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Áàëêà ¹55"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N1001501Click(TObject *Sender) { T1=1240; if (vsad==1) { T2=1370; tau=3.3; } else if(vsad==2) { T2=1340; tau=2; } else if(vsad==3) { T2=1310; tau=2.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò5"; StaticText3->Caption="Êâàäðàò 100-150"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N11Click(TObject *Sender) { T1=1270; if (vsad==1) { T2=1370; tau=5; } else if(vsad==2) { T2=1340; tau=4.3; } else if(vsad==3) { T2=1310; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò4"; StaticText3->Caption="Øïóíò ØÏ-1"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N12Click(TObject *Sender) { T1=1270; if (vsad==1) { T2=1370; tau=5; } else if(vsad==2) { T2=1340; tau=4.3; } else if(vsad==3) { T2=1310; tau=3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò4"; StaticText3->Caption="Øïóíò ØÊ-1"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N50655065651Click(TObject *Sender) { T1=1250; if (vsad==1) { T2=1370; tau=3.3; } else if(vsad==2) { T2=1340; tau=3; } else if(vsad==3) { T2=1310; tau=2.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ñò0 - Ñò4"; StaticText3->Caption="Ä50,ÊÁ50,ÁÏ65"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N1001201Click(TObject *Sender) { T1=1240; if (vsad==1) { T2=1370; tau=3.3; } else if(vsad==2) { T2=1340; tau=3; } else if(vsad==3) { T2=1310; tau=2.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ø1,Ø2,Ø3"; StaticText3->Caption="Êðóã 100 è 120"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N1001502Click(TObject *Sender) { T1=1240; if (vsad==1) { T2=1340; tau=3.4; } else if(vsad==2) { T2=1310; tau=3.1; } else if(vsad==3) { T2=1280; tau=2.4; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Íèçêîëåãèðîâ."; StaticText3->Caption="Êâàäðàò 100-150"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N731Click(TObject *Sender) { T1=1250; if (vsad==1) { T2=1370; tau=5; } else if(vsad==2) { T2=1340; tau=4.3; } else if(vsad==3) { T2=1310; tau=4; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="30Ã"; StaticText3->Caption="ÑÏ-73"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N811Click(TObject *Sender) { T1=1250; if (vsad==1) { T2=1370; tau=5; } else if(vsad==2) { T2=1340; tau=4.3; } else if(vsad==3) { T2=1310; tau=4; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="30Ã"; StaticText3->Caption="ÑÏ-81"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N49501Click(TObject *Sender) { T1=1250; if (vsad==1) { T2=1360; tau=3.3; } else if(vsad==2) { T2=1330; tau=3; } else if(vsad==3) { T2=1300; tau=2.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ì75"; StaticText3->Caption="Ðåëüñû Ñ49,Ð50"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N651Click(TObject *Sender) { T1=1250; if (vsad==1) { T2=1370; tau=3.4; } else if(vsad==2) { T2=1340; tau=3.1; } else if(vsad==3) { T2=1310; tau=2.4; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ì76"; StaticText3->Caption="Ðåëüñû Ð65"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N752Click(TObject *Sender) { T1=1250; if (vsad==1) { T2=1370; tau=4.2; } else if(vsad==2) { T2=1340; tau=3.5; } else if(vsad==3) { T2=1310; tau=3.3; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ì76"; StaticText3->Caption="Ðåëüñû Ð75"; } //--------------------------------------------------------------------------- void __fastcall TForm1::N652Click(TObject *Sender) { T1=1250; if (vsad==1) { T2=1370; tau=4.1; } else if(vsad==2) { T2=1340; tau=3.4; } else if(vsad==3) { T2=1310; tau=3.1; } T3=T2-50; StaticText4->Caption=T1; StaticText5->Caption=T2; StaticText2->Caption="Ì69õð."; StaticText3->Caption="Ðåëüñû Ð65"; } //--------------------------------------------------------------------------- void __fastcall TForm1::CheckBox1Click(TObject *Sender) { Edit1->Enabled=true; Edit2->Enabled=true; Edit4->Enabled=true; Edit5->Enabled=true; N1->Enabled=false; N2->Enabled=false; if(CheckBox1->Checked==false) { Edit1->Enabled=false; Edit2->Enabled=false; Edit4->Enabled=false; Edit5->Enabled=false; N1->Enabled=true; N2->Enabled=true; } } //--------------------------------------------------------------------------- |
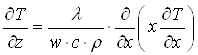 (1)
(1) (4)
(4) (7)
(7) ,
,