Курсовая работа: Формирование и оперативное управление производственными системами на базе поточно-группового производства в автоматизированном режиме
Курсовая работа: Формирование и оперативное управление производственными системами на базе поточно-группового производства в автоматизированном режиме
Федеральное агентство по образованию
Государственное
образовательное учреждение
высшего профессионального
образования
"МАТИ"
- Российский государственный технологический университет имени К. Э. Циолковского
Кафедра: "Производственный
менеджмент"
Курсовая работа
По теме "Формирование
и оперативное управление производственными системами на базе поточно-группового
производства в автоматизированном режиме"
Выполнил:
Студент группы 1ЭКУ-5ДС-084
Русанова И.К.
Проверил:
Преподаватель кафедры
"Производственный менеджмент"
Михайлова Л.В.
Москва 2010
Содержание
Введение
1. Постановка задачи
2.
Исходные данные
3.
Основная часть
3.1
Обоснование выбора формы производственной системы
3.2
Формирование сводного технологического маршрута обработки заданного множества
деталей
3.2
Расчёт необходимого количества рабочих мест формируемой производственной системы
3.4
Моделирование процессов производства для сформированной производственной
системы
3.5
Формирование расписаний работы рабочих мест на принятый шаг управления
Заключение
Литература
Введение
Одной из важнейших
задач, решаемых производственным менеджером, является выбор рациональных форм
первичных производственных систем и формирование оптимальных моделей их
функционирования.
Основной задачей
курсового проектирования является освоение студентами методов формирования
рациональных производственных структур и систем.
В настоящих
методических указаниях на конкретном примере иллюстрируется решение комплекса
задач курсового проектирования:
•выбор рациональной
формы производственной системы;
•формирование выбранной
производственной системы;
•моделирование процесса
производства сформированной производственной системы;
•формирование
расписаний работы рабочих мест сформированной производственной системы.
При выполнении
курсового проекта на первом этапе осуществляется решение всего комплекса задач
вручную с целью практического освоения методов моделирования производственных
систем. В результате оформляется пояснительная записка, содержащая все
необходимые расчеты, таблицы, графики и пояснения.
На втором этапе
производится проверка правильности решения поставленных задач и анализ
полученных результатов в автоматизированном режиме. Для этого в приложении к
методических указаниях представлено руководство пользователя по программе
расчета.
1.
Постановка
задачи
Порядок выполнения
курсовой работы иллюстрируется на конкретном примере при следующих исходных
данных:
♦номенклатура
деталей, для которой формируется производственная система, составляет 4
наименования; их технологические процессы приведены в таблице 1;
♦режим работы
производственной системы принят двухсменным при 8-часовом рабочем дне и
пятидневной неделе;
♦недельная
программа выпуска деталей каждого их наименования принята равной 150 штукам;
♦периодичность
запуска деталей в обработку принята равной одной неделе;
♦шаг управления
принят также равным одной неделе.
Требуется:
♦обосновать выбор
поточно-групповой формы организации производства, то есть выбор
производственной системы в виде одногрупповой поточной линии;
♦ сформировать
производственную систему, то есть рассчитать необходимое количество рабочих
мест (состав и количество оборудования, количество рабочих);
♦сформировать
модель процесса производства;
♦сформировать
цикловой график движения деталей, но рабочим местам системы;
♦сформировать
расписание работы рабочих мест на принятый шаг управления;
♦сформировать замкнутый
контур ее оперативного планирования и управления.
Курсовой проект
выполняется в несколько этапов.
2.
Исходные
данные
Технологические
маршруты обработки деталей:
| №№ |
Наименование |
Номер |
Модель |
Время на |
| п/п |
операции |
операции |
оборудования |
операцию, мин |
| Деталь А |
| 1 А |
Фрезерная |
5 |
6Н13П |
12 |
| 2 A1 |
Фрезерная |
10 |
6М83 |
7 |
| 3 B |
Сверлильная |
15 |
2A55 |
6 |
| 4 C |
Токарная |
20 |
163 |
19 |
| 5 D |
Слесарная |
25 |
верстак |
9 |
| Деталь Б |
| 1 A1 |
Фрезерная |
5 |
6М83 |
8 |
| 2 B |
Сверлильная |
10 |
2A55 |
7 |
| 3 E |
Токарная |
15 |
164 |
10 |
| 4 D |
Слесарная |
20 |
верстак |
7 |
| Деталь В |
| 1 A |
Фрезерная |
5 |
6Н13П |
10 |
| 2 B |
Сверлильная |
10 |
2A55 |
10 |
| 3 C |
Токарная |
15 |
163 |
12 |
| 4 E |
Токарная |
20 |
164 |
9 |
| 5 D |
Слесарная |
25 |
верстак |
8 |
| Деталь Г |
| 1 A |
Фрезерная |
5 |
6Н13П |
10 |
| 2 B |
Сверлильная |
10 |
2A55 |
8 |
| 3 E |
Токарная |
15 |
164 |
11 |
| 4 D |
Слесарная |
20 |
верстак |
8 |
3. Основная часть
3.1 Обоснование выбора
формы производственной системы
При выборе формы
производственной системы необходимо учитывать, что производственная система
должна гибко реагировать на быстро изменяющуюся конъюнктуру рынка и в то же
время обеспечивать высокое качество выпускаемых изделий при минимальных
производственных затратах. Наиболее полно этому требованию отвечает поточное
производство. И, прежде всего, в форме однопредметных поточных линий. Такие
потоки целесообразны при условии полной их загрузки. Необходимое и достаточное
условие для такой загрузки определяют из соотношения расчетного ритма работы
поточной линии и прежнего времени выполнения операций технологического процесса
изготовления деталей. При исходных данных расчетный ритм работы поточной линии,
если принять для изготовления каждой детали свою поточную линию, определится
как отношение полезного фонда времени работы линии к программе выпуска деталей
в заданном периоде времени.
При заданных исходных
условиях фонд времени равен недельному полезному фонду времени, так как
программа выпуска изделий задана недельной.
Соответственно, фонд
времени равен F=5x2x8x60=4800
мин.
Исходя из конъюнктуры
рынка, программа выпуска определена в 150 изделий.
Следовательно,
расчетный ритм равен: R=4800:150=32
мин.
Среднее время
выполнения операции технологических процессов изготовления деталей каждого их
наименования составляет:
tcр.A=
(12+7+6+19+9):5 =10,6 мин.
tcp.Б=
(8+7+10+7):4 = 8 мин.
tcp.В
=
(10+10+12+9+8):5 = 9,8 мин.
tcp.Г
=
(10+8+11+8):4 = 9,2 мин.
Сопоставляя найденные
средние значения с расчетным ритмом, находим, что ни одна из деталей не
отвечает требованиям - необходимым для формирования производственной системы в
виде однопредметной поточной линии, так как соотношение найденных значений tcp.
и
R дают основание сделать вывод о
весьма низкой загрузке (около 30%) поточных линий, если принять их за форму
организации производства. Расчетное значение ритма меньше суммарного значения
найденных средних значений, так как tcр.A
+
tcp.Б +
tcp.В +
tcp.Г =
37,6 мин.
Поэтому для
изготовления заданной номенклатуры деталей целесообразно сформировать единую
производственную систему. Следовательно, теперь речь может идти лишь о
многопредметной поточной линии.
Под постоянными
многопредметными поточными линиями понимают такие линии; когда через каждый
ритм работы с линии сходит вся номенклатура обрабатываемых на них деталей. В
нашем примере это детали А, Б, В, Г. Но такую линию для рассматриваемых условий
также нельзя принять, так как при механообработке деталей переход от обработки
детали одного наименования к обработке детали каждого другого наименования
связан с наладкой оборудования, а, следовательно, связан с потерей рабочего
времени. Поэтому здесь дается однозначный ответ, что производственная система в
виде многопредметной поточной линии нерациональна, так как запуск деталей в
производство в этом случае должен осуществляться не поштучно, а партиями. И
поэтому здесь может идти речь либо о многопредметной переменной, либо групповой
поточной линии, которая в течение определенного времени занята изготовлением
партии деталей (изделий) одного наименования, затем она перенастраивается на
выпуск партии деталей (изделий) другого наименования и так далее. Ритм работы
такой линии с переходом от изготовления партии деталей одного наименования к
изготовлению партии деталей другого наименования может изменяться.
Но формирование таких
линий целесообразно лишь при условии тождества технологических процессов
изготовления деталей всех наименований. Количественно это тождество заключается
в том, что все множество одноименных операций технологических процессов
изготовления различных деталей должны относиться между собой, как суммарная
трудоемкость их изготовления: tAi:tBi...tKi=TA:TB…ТК.
Для ответа на вопрос,
отвечают ли такому условию технологические процессы обработки заданных деталей
формируется сводный технологический маршрут их обработки.
3.2 Формирование сводного
технологического маршрута обработки заданного множества деталей
Формирование сводного
технологического маршрута производится с учетом следующих требований:
ТРЕБОВАНИЕ ПЕРВОЕ
Одноименные операции
технологических процессов обработки деталей всех наименований должны
выполняться на одном и том же оборудовании. Это требование диктуется
необходимостью максимально возможного использования основных фондов предприятия
(максимизация коэффициента использования оборудования).
ТРЕБОВАНИЕ ВТОРОЕ
Обеспечение минимально
возможного состава операций в формируемом сводном технологическом маршруте
обработки деталей. Это требование сопряжено с тем, что такая минимизация
создает предпосылки для минимизации совокупного цикла изготовления деталей, а,
следовательно, минимизации потребностей в оборотных средствах. Это является
важным фактором организации производства, так как минимизация необходимых
оборотных средств повышает их оборачиваемость и увеличивает объем выпуска
продукции на каждый рубль оборотных средств.
ТРЕБОВАНИЕ ТРЕТЬЕ
Операции
технологических процессов обработки всех деталей должны "вписываться"
в сводный технологический маршрут, в технологическую последовательность их
выполнения. Это создает предпосылки для обеспечения прямоточности движения
деталей в процессе их производства.
Для формирования
сводных технологических маршрутов с учетом перечисленных требований может быть
использован формализованный алгоритм, суть которого сводится к следующему.
Все операции
технологических процессов шифруются; как это показано в графе 1 таблицы 1.
Затем из всех шифров
выбирается неповторяющееся множество. Для иллюстрируемого нами примера в состав
такого множества входят следующие шифры: А; В; С; D; Е; F; G;
H.
Для сформированного
множества шифров операций формируется затем двухмерная матрица, как это
показано в таблице 2. По оси "х" в ней фиксируются
"подающие" операции, а по оси "у" — "получающие".
В сформированную матрицу заносятся характеристики попарных технологических
связей операций. Если связь представляется как х->у, то она считается
истинной и ей присваивается символ "+". Если же связь представляется
как у->х, то она считается ложной и ей присваивается символ "-". Характеристика
всех типов связей технологических процессов обработки всех четырех деталей
примера приведены в той же таблице 2.
Таблица 2
|
|
A |
B |
C |
D |
E |
A1 |
| A |
|
- |
- |
- |
_ |
- |
| B |
+ |
|
- |
- |
_ |
+ |
| C |
+ |
+ |
|
- |
_ |
+ |
| D |
+ |
+ |
+ |
|
+ |
+ |
| E |
+ |
+ |
+ |
- |
|
+ |
| A1 |
+ |
- |
- |
- |
- |
|
Из таблицы 2 видно, что
связи операций с шифром А со всеми остальными операциями технологических
процессов обработки деталей истинные. Операция с шифром А по вертикали таблицы
2 имеет только символ "+". Следовательно, эта операция должна быть в
технологическом процессе первой. Операция же с шифром D
в таблице 2 по вертикали имеет только символ "-"Следовательно, эта
операция в формируемом сводном технологическом маршруте должна быть последней.
При следующей итерации
из исходной таблицы 2 исключаются эти две операции (операции с шифром А и D).
Таблица 3
|
|
B |
C |
E |
A1 |
| B |
|
- |
- |
+ |
| C |
+ |
|
- |
+ |
| E |
+ |
+ |
|
+ |
| A1 |
- |
- |
- |
|
Вновь сформированная
матрица приведена в таблице 3, из которой следует, что второй операцией
сводного технологического маршрута должна быть операция с шифром A1,
и предпоследней — с шифром E.
После этого формируется
усеченная матрица связей, но теперь не только без операций с шифрами А и D,
но и без операций с шифрами A1
и E. Вновь сформированная матрица
приведена в таблице 4, из которой видно, что за операцией с шифром A1
должна следовать операция с шифром В, а перед операцией с шифром E
должна быть операция с шифром C.
Таблица 4
Следовательно,
последовательность операций формируемого сводного технологического маршрута должна
быть принята следующей: A
-> A1 -> B
-> C - > E
-> D
А теперь проверяем,
отвечают ли технологические процессы обработки деталей требованиям формирования
производственной системы в виде многопредметной переменной поточной линии.
Исходя из данных таблицы
1, находим, что суммарная трудоемкость обработки деталей А, Б, В, Г,
соответственно равны: ТА=53 МИН., ТБ=32 МИН., ТВ=49
мин., ТГ=37 мин.
Следовательно,
одноименные операции технологических процессов обработки деталей должны
относиться между собой как: ТА:ТБ:ТВ:ТГ=53:32:49:37.
Лишь при этом условии целесообразна многопредметная переменная поточная линия.
Находим теперь
соотношение однородных операций сформированного сводного технологического
маршрута обработки вошедших в него деталей с найденным. Здесь
tAA
: tАБ
: tАВ
: tАГ
= 12:0:10:10≠ 53:32:49:37,
tA1А
: tA1Б
: tA1В
: tA1Г
=7:8:0:0 ≠ 53:32:49:37,
tВА
: tВБ
: tBB : tВГ
=6:7:10:7 ≠ 7453:32:49:37,
tCA
: tCБ
: tСВ
: tCГ
=19:0:12:0 ≠ 53:32:49:37,
tEA
: tEБ
: tEB : tEГ
=0:10:9:11 ≠ 53:32:49:37,
tDA
: tDБ
: tDB : tDГ
=9:7:8:8 ≠ 53:32:49:37,
Из полученных
соотношений следует, что технологические процессы заданной группы деталей не
отвечают требованиям, необходимым для формирования многопредметной переменной
поточной линии. Поэтому однозначно производственная система должна
формироваться в виде групповой поточной линии. Характерной особенностью таких
линий является то, что в основу решения комплекса задач, связанных с
оперативным планированием и управлением такими системами принимается модель,
описывающая процесс производства на них во времени.
Но перед решением
задачи моделирования необходим расчет количества рабочих мест формируемой
производственной системы.
3.3 Расчет необходимого количества
рабочих мест формируемой производственной системы
Расчет необходимого
количества рабочих мест производится на основе сводного технологического
маршрута обработки деталей путем его распределения по рабочим местам
формируемой системы. Такой сводный технологический маршрут, сформированный на
втором этапе, приведен в таблице 5. В технологическом маршруте приведен не
только состав его операций, но и состав операций технологического процесса
обработки каждой индивидуальной детали. Кроме того, в технологическом маршруте
приведено время обработки партии деталей всех наименований на каждой операции
технологического процесса, а также суммарное время обработки на каждой операции
сводного технологического маршрута.
При распределении
сводного технологического маршрута обработки деталей по рабочим местам
формируемой системы возможны следующие три варианта соотношения суммарного
времени выполнения операций сводного технологического маршрута и располагаемого
полезного фонда времени работы системы в заданный период. В нашем примере этот
фонд определяется недельным фондом, так как программа выпуска деталей задана на
неделю. Она равна 150 изделиям. При принятой периодичности запуска, равной
неделе, партия запуска деталей в обработку также равна 150 штукам деталей
каждого наименования. Исходя из этого, в таблице 5 определено время на партию деталей
по каждой операции.
Полезный фонд времени,
в свою очередь, равен: Fn=8 х 2 х 5=80 час.
При распределении
сводного технологического маршрута обработки деталей по рабочим местам возможны
следующие три варианта соотношения суммарного времени обработки деталей на
каждой операции и полезного фонда времени в заданный период времени.
ПЕРВЫЙ ВАРИАНТ
Суммарное время
обработки деталей равно или примерно равно полезному фонду времени. В этом
случае для выполнения каждой из них принимается одно рабочее место.
ВТОРОЙ ВАРИАНТ
Суммарное время
обработки деталей существенно превышает полезный фонд времени.
В этом случае для
выполнения такой операции в формируемой системе предусматриваем два и более
рабочих места с таким расчетом, чтобы суммарный объем выполняемых работ каждым
рабочим местом также был либо равен, либо примерно равен полезному фонду
времени работы.
ТРЕТИЙ ВАРИАНТ
Суммарное время
обработки деталей существенно меньше полезного фонда времени. В этом случае за
одним рабочим местом закрепляем несколько операций сводного технологического
маршрута. Опять-таки с таким расчетом, чтобы суммарное время их выполнения
соответствовало полезному фонду времени. Если же время выполнения заданной
операции меньше полезного фонда времени примерно в два раза, то в этом случае при
двухсменном режиме работы формируемой системы в целом для выполнения такой
операции целесообразно предусмотреть одно рабочее место, работающее в одну
смену.
Таблица 5
| Шифр
операции |
Наименование
операции |
Модель
оборудования |
Детали |
СВ |
| А |
Б |
В |
Г |
| №
оп. |
ВП |
№
оп. |
ВП |
№
оп. |
ВП |
№
оп. |
ВП |
| A |
Фрезерная |
6Н13П |
5 |
30 |
- |
- |
5 |
25 |
5 |
25 |
80 |
| A1 |
Фрезерная |
6M83 |
10 |
17,5 |
5 |
20 |
- |
- |
- |
- |
37,5 |
| B |
Сверлильная |
2A55 |
15 |
15 |
10 |
17,5 |
10 |
25 |
10 |
20 |
77,5 |
| C |
Токарная |
163 |
20 |
47,5 |
- |
- |
15 |
30 |
- |
- |
77,5 |
| E |
Токарная |
164 |
- |
- |
15 |
25 |
20 |
22,5 |
15 |
27,5 |
75 |
| D |
Слесарная |
Верстак |
25 |
22,5 |
20 |
17,5 |
25 |
20 |
20 |
20 |
80 |
Таблица 6
| Модель
оборудования |
Детали |
СВ |
Коэф-т
загрузки
оборуд.
|
| А |
Б |
В |
Г |
| №
Оп. |
ВП |
№
Оп. |
ВП |
№
Оп. |
ВП |
№
Оп. |
ВП |
| 6Н13П |
5 |
30 |
- |
- |
5 |
25 |
5 |
25 |
80 |
1 |
| 6М83 |
10 |
17,5
42,5
|
5 |
20
40
|
- |
- |
- |
- |
37,5 |
0,47 |
| 2A55 |
15 |
15 |
10 |
17,5 |
10 |
25 |
10 |
20 |
77,5 |
0,97 |
| 163 |
20 |
47,5 |
- |
- |
15 |
30 |
- |
- |
77,5 |
0,97 |
| 164 |
- |
- |
15 |
25 |
20 |
22,5 |
15 |
27,5 |
75 |
0,94 |
| Верстак |
25 |
22,5 |
20 |
17,5 |
25 |
20 |
20 |
20 |
80 |
1 |
3.4 Моделирование процессов производства
для сформированной производственной системы
| Связанные
пары рабочих мест |
Детали |
|
Разность
(t’i-t"i)
|
| 2
и 1 |
-12,5 |
|
|
|
| 3
и 1 |
|
|
0 |
+5 |
| 3
и 2 |
+27,5 |
+22,5 |
|
|
| 4
и 3 |
-32,5 |
|
-5 |
|
| 5
и 3 |
|
-7,5 |
|
-7,5 |
| 5
и 4 |
|
|
+7,5 |
|
| 6
и 4 |
+25 |
|
|
|
| 6
и 5 |
|
+7,5 |
+2,5 |
+7,5 |
| Сумма
разностей |
7,5 |
22,5 |
5 |
5 |
Коррекция по правилу 2:
Операция 3 и 2. Деталь А
– 24 часов.
Операция 3 и 2. Деталь Б
– 16 часов.
Операция 6 и 4. Деталь
А – 24 часов.
ПЕРВАЯ ИТЕРАЦИЯ
| Деталь
А |
Деталь
В |
| Связанные
пары рабочих мест |
biн/biк |
bj |
cj |
aj |
Σaj |
Связанные
пары рабочих мест |
biн/biк |
bj |
cj |
aj |
Σaj |
| 2
и 1 |
0 |
0 |
8 |
8 |
8 |
3
и 1 |
0 |
0 |
8 |
8 |
8 |
| -12,5 |
|
|
|
|
0 |
|
|
|
|
| 3
и 2 |
0 |
27,5 |
4,5 |
32 |
40 |
4
и 3 |
0 |
0 |
3 |
8 |
16 |
| +27,5 |
|
|
|
|
-5 |
|
|
|
|
| 4
и 3 |
0 |
0 |
8 |
8 |
48 |
5
и 4 |
0 |
7,5 |
0,5 |
8 |
24 |
| -32,5 |
|
|
|
|
+7,5 |
|
|
|
|
| 6
и 4 |
0 |
25 |
7 |
32 |
80 |
6
и 5 |
0 |
2,5 |
5,5 |
8 |
32 |
| +25 |
|
|
|
|
+2,5 |
|
|
|
|
| Деталь
Б |
Деталь
Г |
| Связанные
пары рабочих мест |
biн/biк |
Bj |
cj |
aj |
Σaj |
Связанные
пары рабочих мест |
biн/biк |
bj |
cj |
aj |
Σaj |
| 3
и
2 |
0 |
22,5 |
1,5 |
24 |
24 |
3
и 1 |
0 |
5 |
3 |
8 |
8 |
| +22,5 |
|
|
|
|
+5 |
|
|
|
|
| 5
и 3 |
0 |
0 |
8 |
8 |
32 |
5
и 3 |
0 |
0 |
8 |
8 |
16 |
| -7,5 |
|
|
|
|
-7,5 |
|
|
|
|
| 6
и 5 |
0 |
7,5 |
0,5 |
8 |
40 |
6
и 5 |
0 |
7,5 |
0,5 |
8 |
24 |
| +7,5 |
|
|
|
|
+7,5 |
|
|
|
|
ΣajА
= 80-24 = 56
ΣajБ
= 40-16 = 24
Таким образом, по 4
правилу выбираем деталь Б
ВТОРАЯ ИТЕРАЦИЯ
|
Рабочие
места
|
Детали |
Детали |
Детали |
| Б |
А |
Б |
В |
Б |
Г |
| Σti,
час |
Σti,
час |
Σti,
час |
| 1 |
- |
30 |
- |
25 |
- |
25 |
| 2 |
20
40
|
37,5
82,5
|
20
40
|
- |
20
40
|
- |
| 3 |
17,5 |
32,5 |
17,5 |
42,5 |
17,5 |
37,5 |
| 4 |
- |
47,5 |
- |
30 |
- |
- |
| 5 |
25 |
- |
25 |
47,5 |
25 |
52,5 |
| 6 |
17,5 |
40 |
17,5 |
37,5 |
17,5 |
37,5 |
| Связанные
пары рабочих мест |
Детали |
bj,
час
|
сj,
|
aj
|
Σaj
|
| Б |
А |
|
biн/biк
|
| 3
и 2 |
0 |
+40 |
50 |
6 |
56 |
58 |
| +22,5 |
+50 |
| 5
и 3 |
0 |
|
0 |
8 |
8 |
64 |
| -7,5 |
|
| 6
и 5 |
0 |
|
7,5 |
0,5 |
8 |
72* |
| +7,5 |
|
| 2
и 1 |
|
-40 |
-40 |
8 |
-32 |
26 |
|
|
-52,5 |
| 4
и 3 |
|
17,5 |
17,5 |
6,5 |
24 |
50 |
|
|
-15 |
| 6
и 4 |
|
-17,5 |
7,5 |
0,5 |
8 |
58 |
|
|
7,5 |
| Связанные
пары рабочих мест |
Детали |
bj,
час
|
Cj, |
aj |
Σaj |
| Б |
В |
|
biн/biк
|
| 3
и 2 |
0 |
|
+22,5 |
1,5 |
24 |
24 |
| +22,5 |
|
| 5
и 3 |
0 |
|
0 |
8 |
8 |
32 |
| -7,5 |
|
| 6
и 5 |
0 |
|
+7,5 |
0,5 |
8 |
40* |
| +7,5 |
|
| 3
и 1 |
|
-17,5 |
-17,5 |
1,5 |
-16 |
-16 |
|
|
-17,5 |
| 4
и 3 |
|
+17,5 |
+17,5 |
6,5 |
24 |
8 |
|
|
+12,5 |
| 5
и 4 |
|
-30 |
-17,5 |
1,5 |
-16 |
-8 |
|
|
-17,5 |
| 6
и 5 |
|
+25 |
+25 |
7 |
32 |
24 |
|
|
+10 |
| Связанные
пары рабочих мест |
Детали |
bj, час |
Cj, |
aj |
Σaj |
| Б |
Г |
|
biн/biк
|
| 3
и 2 |
0 |
|
+22,5 |
1,5 |
24 |
24 |
| +22,5 |
|
| 5
и 3 |
0 |
|
0 |
8 |
8 |
32 |
| -7,5 |
|
| 6
и 5 |
0 |
|
7,5 |
0,5 |
8 |
40* |
| +7,5 |
|
| 3
и 1 |
|
-17,5 |
-12,5 |
4,5 |
-8 |
-8 |
|
|
-12,5 |
| 5
и 3 |
|
+17,5 |
+17,5 |
6,5 |
24 |
16 |
|
|
-15 |
| 6
и 5 |
|
+25 |
+25 |
7 |
32 |
48 |
|
|
+15 |
Операция 3 и 2. Деталь
А – 24 часа.
ΣajБА
= 58-24 = 34
Из выше приведённых
данных следует, что во вторую очередь нужно запускать в обработку деталь В, так
как Σaj
для совокупности деталей Г→В имеет минимум, равный 24 часа.
ТРЕТЬЯ ИТЕРАЦИЯ
|
Рабочие
места
|
Детали |
Детали |
| Б |
В |
А |
Б |
В |
Г |
| Σti,
час |
Σti,
час |
| 1 |
- |
25 |
55 |
- |
25 |
50 |
| 2 |
20
40
|
- |
37,5
82,5
|
20
40
|
- |
- |
| 3 |
17,5 |
42,5 |
57,5 |
17,5 |
42,5 |
62,5 |
| 4 |
- |
30 |
77,5 |
- |
30 |
- |
| 5 |
25 |
47,5 |
- |
25 |
47,5 |
75 |
| 6 |
17,5 |
37,5 |
60 |
17,5 |
37,5 |
57,5 |
| Связанные
пары рабочих мест |
Детали |
bj,
час
|
Cj, |
aj |
Σaj |
| Б |
В |
А |
| biн/biк |
| 3
и 2 |
0 |
|
-42,5 |
+25 |
7 |
32 |
32 |
| +22,5 |
|
+25 |
| 5
и 3 |
0 |
|
|
0 |
8 |
8 |
40 |
| -7,5 |
|
|
| 6
и 5 |
0 |
+25 |
|
+25 |
7 |
32 |
72* |
| +7,5 |
+10 |
|
| 3
и 1 |
|
-17,5 |
|
|
|
|
16 |
|
|
-17,5 |
|
| 4
и 3 |
|
+17,5 |
+12,5 |
+17,5 |
6,5 |
24 |
40 |
|
|
+12,5 |
-20 |
| 5
и 4 |
|
-30 |
|
-17,5 |
1,5 |
-16 |
24* |
|
|
-17,5 |
|
| 2
и 1 |
|
|
+25 |
+25 |
7 |
32 |
88 |
|
|
|
-27,5 |
| 6
и 4 |
|
|
+30 |
+30 |
2 |
32 |
120 |
|
|
|
+17,5 |
| Связанные
пары рабочих мест |
Детали |
bj,
час
|
Cj, |
aj |
Σaj |
| Б |
В |
Г |
| biн/biк |
| 3
и 2 |
0 |
|
|
+22,5 |
1,5 |
24 |
24 |
| +22,5 |
|
|
| 5
и 3 |
0 |
|
+10,5 |
+10,5 |
5,5 |
16 |
40 |
| -7,5 |
|
-12,5 |
| 6
и 5 |
0 |
+25 |
+10 |
+25 |
7 |
32 |
72* |
| +7,5 |
+10 |
+17,5 |
| 3
и 1 |
|
-17,5 |
+17,5 |
+17,5 |
6,5 |
24 |
72 |
|
|
-17,5 |
-12,5 |
| 4
и 3 |
|
+17,5 |
|
+17,5 |
6,5 |
24 |
80 |
|
|
+12,5 |
|
| 5
и 4 |
|
-30 |
|
-17,5 |
1,5 |
-16 |
64* |
|
|
-17,5 |
|
Операция 3 и 2. Деталь
А – 24 часа. ΣajБВА = 120 – 24 =
96. Из выше приведённых данных следует, что в третью очередь нужно запускать в
обработку деталь Г, так как Σaj
для совокупности деталей Б→В→Г имеет минимум, равный 72 часа.
ЧЕТВЕРТАЯ ИТЕРАЦИЯ
| Рабочие
места |
Детали |
| Б |
В |
Г |
А |
| Σti,
час |
| 1 |
- |
25 |
50 |
80 |
| 2 |
20
40
|
- |
- |
37,5
82,5
|
| 3 |
17,5 |
42,5 |
62,5 |
77,5 |
| 4 |
- |
30 |
- |
77,5 |
| 5 |
25 |
47,5 |
75 |
- |
| 6 |
17,5 |
37,5 |
57,5 |
80 |
|
Связанные
пары
рабочих
мест
|
Детали |
bj,
час
|
Cj, |
aj |
Σaj |
| Б |
В |
Г |
А |
| biн/biк |
| 3
и 2 |
0 |
|
|
-62,5 |
+5 |
3 |
8 |
8 |
| +22,5 |
|
|
+5 |
| 5
и 3 |
0 |
|
+10,5 |
|
10,5 |
5,5 |
16 |
24 |
| -7,5 |
|
-12,5 |
|
| 6
и 5 |
0 |
+25 |
+10 |
|
25 |
7 |
32 |
72* |
| +7,5 |
+10 |
+17,5 |
|
| 3
и 1 |
|
-17,5 |
-17,5 |
|
-12,5 |
4,5 |
-8 |
40* |
|
|
-17,5 |
-12,5 |
|
| 4
и 3 |
|
+17,5 |
|
+12,5 |
17,5 |
6,5 |
24 |
32 |
|
|
+12,5 |
|
0 |
| 5
и 4 |
|
-30 |
|
|
-17,5 |
1,5 |
-16 |
32* |
|
|
-17,5 |
|
|
| 2
и 1 |
|
|
|
+50 |
+50 |
6 |
56 |
88 |
|
|
|
|
-2,5 |
| 6
и 4 |
|
|
|
-57,5 |
-2,5 |
2,5 |
0 |
88 |
|
|
|
|
-2,5 |
Таким образом,
очередность деталей будет выглядеть следующим образом Б→В→Г→А
Тцс = max
( Σaj
+ Σti
* n) = 80 + 88 = 168 часов.
3.5 Формирование расписаний работы
рабочих мест на принятый шаг управления
| Рабочее
место 1 |
| №
дет. |
№
опер. |
Время
на опер. |
Партия
запуска, шт. |
Рабочие
дни и смены |
| Пн. |
Вт. |
Ср. |
Чт. |
Пт. |
| 1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
| В |
5 |
10 |
150 |
48 |
48 |
48 |
6 |
|
|
|
|
|
|
| Г |
5 |
10 |
150 |
|
|
|
42 |
48 |
48 |
12 |
|
|
|
| А |
5 |
12 |
150 |
|
|
|
|
|
|
30 |
40 |
40 |
40 |
| Рабочее
место 2 |
| Б |
5 |
8 |
150 |
|
|
|
|
|
|
|
60 |
60 |
30 |
| А |
10 |
7 |
150 |
|
|
|
|
|
|
|
|
|
34 |
| 68 |
48 |
|
|
|
|
|
|
|
|
| Рабочее
место 3 |
| Б |
10 |
7 |
150 |
|
|
|
68 |
68 |
14 |
|
|
|
|
| В |
10 |
10 |
150 |
|
|
|
|
|
38 |
48 |
48 |
16 |
|
| Г |
10 |
8 |
150 |
|
|
|
|
|
|
|
|
40 |
60 |
| 50 |
|
|
|
|
|
|
|
|
|
| А |
15 |
6 |
150 |
13 |
80 |
57 |
|
|
|
|
|
|
|
| Рабочее
место 4 |
| В |
15 |
12 |
150 |
|
|
|
40 |
40 |
40 |
30 |
|
|
|
| А |
20 |
19 |
150 |
|
|
|
|
|
|
6 |
25 |
25 |
25 |
| 25 |
25 |
19 |
|
|
|
|
|
|
|
| Рабочее
место 5 |
| Б |
15 |
10 |
150 |
|
|
|
|
48 |
48 |
48 |
6 |
|
|
| В |
20 |
9 |
150 |
|
|
|
|
|
|
|
48 |
53 |
49 |
| Г |
15 |
11 |
150 |
|
|
|
|
|
|
|
|
|
3 |
| 43 |
43 |
43 |
18 |
|
|
|
|
|
|
| Рабочее
место 6 |
| Б |
20 |
7 |
150 |
|
|
|
|
68 |
68 |
14 |
|
|
|
| В |
25 |
8 |
150 |
|
|
|
|
|
|
47 |
60 |
43 |
|
| Г |
20 |
8 |
150 |
|
|
|
|
|
|
|
|
17 |
60 |
| 60 |
13 |
|
|
|
|
|
|
|
|
| А |
25 |
9 |
150 |
|
41 |
53 |
53 |
3 |
|
|
|
|
|
Заключение
При функционировании
производственной системы могут быть сбои в ее работе. Такие сбои могут быть
вызваны поломкой оборудования, браком в производстве, несвоевременной подачей
материала и инструмента на рабочие места, болезнями рабочих и другими
возмущающими воздействиями, возникающими при функционировании системы. Под их
воздействием фактическое выполнение расписаний рабочими местами может
отклоняться от запланированного. Следовательно, для оценки фактического
состояния системы необходим учет фактического выполнения расписаний. Поэтому
студенты должны, во-первых, имитировать фактический ход производства и, во-вторых,
провести учет выполнения заданных расписаний рабочими местами. Далее, на основе
данных о фактическом выполнении расписаний за шаг управления, по его окончании
необходимо провести анализ запланированных расписаний. Его результатом являются
координаты по каждому рабочему месту, начиная с которого нужно формировать
расписание на очередной шаг управления. Такие координаты в свой состав включают
номер детали, которая находилась в обработке на момент окончания шага
управления, и количество обработанных деталей из ее партии на тот же момент
времени. На функционирующую производственную систему, кроме названных
внутренних возмущений, могут воздействовать и внешние возмущения. Последние
могут возникать при изменении конъюнктуры рынка; требований потребителя
выпускаемых изделий, связанных с улучшением их качества; вносимых
конструкторских и технологических изменений. Поэтому перед формированием
расписаний на каждый очередной шаг управления необходимо внесение изменений в
исходную информацию для того, чтобы исходная информация адекватно отображала
реальное состояние управляемого объекта. А это, в свою очередь, перед
формированием расписаний на каждый очередной шаг управления требует коррекции
исходной модели процесса производства. Такая коррекция производится по уже описанному
алгоритму моделирования процесса производства. И лишь после такой коррекции
производится формирование расписаний на очередной шаг управления.
Предварительно, в случае необходимости, производится перераспределение сводного
технологического маршрута обработки деталей по рабочим местам системы, которое
производится в случаях, если в результате изменения ситуации в управляемом
объекте появляется перегрузка или недогрузка отдельных рабочих мест. Формирование расписаний
рабочих мест управляемой производственной системы как бы замыкается контуром ее
оперативного планирования и управления. Схема такого замкнутого контура
планирования и управления приведена на рис. 12. Ручная реализация задела такого
замкнутого контура даже при относительно небольшой номенклатуре обрабатываемых
деталей сопряжена с большими затратами труда и времени. Поэтому целесообразна
автоматизация.
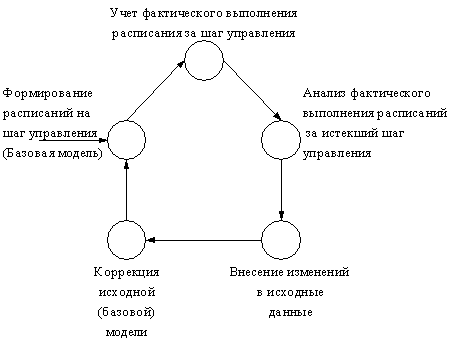
Рис. 12. Замкнутый
контур оперативного планирования и управления производственной системой
Для решения в
автоматизированном режиме необходим следующий комплекс рабочих программ:
¨
запись
исходной информации на машинные носители; эта информация в свой состав
включает: номера (обозначения) деталей, технологические процессы их обработки,
программу выпуска деталей на заданный период времени, режим работы, партию
запуска деталей в обработку, шаг управления;
¨
внесение
изменений в исходную информацию;
¨
моделирование
процесса производства: формирование технологически связанных пар рабочих мест,
определение оптимальной очередности обработки деталей, расчет смещений на
технологически связанных парах рабочих мест;
¨
формирование
расписаний работы рабочих мест производственной системы на каждый очередной шаг
управления;
¨
накопление
информации о фактическом выполнении расписаний рабочими местами в течение шага
управления;
¨
анализ
фактического выполнения расписаний рабочими местами за истекший шаг управления
и определение координат начала формирования расписаний на очередной шаг управления.
Литература
1. Парамонов
Ф.И. Моделирование процессов производства. — М: Машиностроение, 1984. — 256 с.
2. Парамонов
Ф.И. Автоматизация управления групповыми поточными линиями. — М:
Машиностроение, 1980. — 320 с.
|