Курсовая работа: Изучение и разработка оборудования для заправки холодильных агрегатов компрессионного типа маслом и хладагентомКурсовая работа: Изучение и разработка оборудования для заправки холодильных агрегатов компрессионного типа маслом и хладагентомВведение Оснащение предприятий по ремонту бытовых машин высокопроизводительным оборудованием, приспособлениями и специальными инструментами—одно из важнейших условий создания индустриальных методов ремонта, повышения его качества и снижения трудовых затрат. Характерной особенностью ремонтных предприятий является многообразие технологических процессов, применяемых при ремонте бытовых машин. Это обстоятельство обусловливает использование большого количества оборудования различных видов и типажа, значительная часть которого является нестандартным, т. е. серийно не выпускаемого промышленностью. В настоящее время стоимость нестандартного оборудования составляет около 30—40% от общей стоимости технологического оборудования предприятий по ремонту бытовых машин. Это объясняется наличием технологических процессов, специфических только для ремонтного производства, например снятие старой краски, разборка, мойка, специальные способы очистки и т. д., а также различием в масштабах ремонтируемых бытовых машин. Проводимые мероприятия по укрупнению масштабов производства и специализации ремонтных предприятий позволяют постоянно повышать удельный вес стандартного оборудования, но для комплексного решения вопросов механизации основных производственных и вспомогательных процессов потребуется еще значительное количество нестандартного оборудования. Основные направления механизации производственных и вспомогательных процессов на ремонтных предприятиях предопределяются удельным весом отдельных видов работ в общих трудовых затратах, а также необходимостью создания должных санитарно-гигиенических условий труда на работах, связанных с загрязнением воздуха вредными выделениями. Значительное количество на мировом рынке холодильников и морозильников приводит к необходимости улучшения технического обслуживания их при эксплуатации. Созданы специальное оборудование и аппаратура для диагностики неисправностей и проверки качества работы отремонтированной бытовой холодильной техники. Для восстановления неисправных сборочных единиц холодильной бытовой техники организованы специализированные предприятия. Оборудование и контрольно-измерительная система таких предприятий представляют собой технический комплекс, на котором последовательно выполняют все необходимые ремонтные работы. Цель курсового проекта – изучение и разработка оборудования для заправки холодильных агрегатов компрессионного типа маслом и хладагентом. Задачи курсового проекта: - приобретение навыков работы с нормативно-правовыми документами по изучаемой проблеме; - изучение конструкции, устройства и принципа работы холодильных агрегатов компрессионного типа; - выявление неисправностей, требующих заправки холодильного агрегата; - определение последовательности выполнения операции по заправке холодильного агрегата; - изучение и разработка конструкции, устройства и принципа работы оборудования для заправки холодильных агрегатов компрессионного типа. 1. Аналитический раздел 1.1 Общие сведения о компрессионных холодильных агрегатах 1.1.1 Общие сведения о компрессионных холодильниках Компрессионные холодильники занимают 90% рынка холодильников. Бытовые компрессионные холодильники предназначены для хранения в домашних условиях свежих и замороженных продуктов, а также для приготовления пищевого льда. Первые компрессионные холодильники были изобретены немецким инженером Линде в 1875 г. и использовались для технических целей. Первые бытовые холодильники этого типа появились у нас в стране в конце 30-х годов. Принципиально бытовой электрический холодильник компрессионного типа состоит из шкафа, электрической схемы с приборами автоматики и управления и герметичного холодильного агрегата.
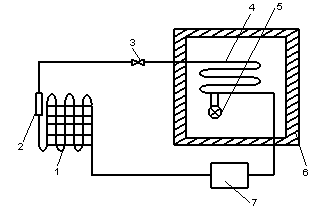
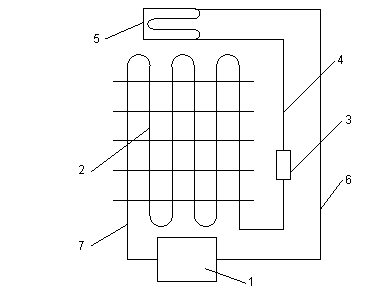
1 – конденсатор; 2 – фильтр-осушитель; 3 – дроссельное устройство; 4 – испаритель; 5 – терморегулятор; 6 – шкаф; 7 – герметичный компрессор. В холодильной камере установлены терморегулятор, съемные решетчатые полки и специальные сосуды. В задней части корпуса встраивается холодильный агрегат. Низкотемпературное отделение располагается в верхней части камеры и закрывается декоративной дверцей. Холодильники типизированы и выпускаются заводами по базовым моделям и отличаются внешним оформлением и отдельными узлами. В процессе работы холодильника на стенках испарителя собирается сконденсированная влага в виде снежного покрова (снеговой шубы). Для периодического удаления (оттаивания) снеговой шубы бытовые холодильники снабжаются соответствующими устройствами ручного, полуавтоматического или автоматического действия. Теплоизоляцией заполняют все свободное пространство между стенками холодильной камеры и корпусом, а также между внутренней облицовочной накладкой и обечайкой двери. При плотно закрытой двери теплоизоляция значительно ограничивает теплопритоки в холодильную камеру. Для обеспечения плотного и герметичного закрывания двери по всему периметру внутренней облицовочной накладки устанавливается специальный эластичный уплотнитель в виде открытого баллона особого профиля. Необходимая плотность прилегания уплотнителя по всему периметру двери обеспечивается специальными механическими или магнитными затворами. 1.1.2 Устройство и принцип работы холодильного агрегата бытового холодильника компрессионного типа В бытовых холодильниках компрессионного типа применяются различные по габаритным размерам и конфигурации конструктивных элементов холодильные агрегаты, но принцип их работы по созданию холодильного эффекта для всех агрегатов одинаков. С целью устранения утечек холодильного агента из системы холодильного агента они конструктивно выполняются герметичными. Холодильный агрегат предназначен для осуществления термодинамического цикла с целью получения искусственного охлаждения и создания минусовых температур при циркуляции холодильного агента в замкнутой герметичной системе агрегата. 1 – герметичный компрессор (мотор-компрессор); 2 – конденсатор; 3 – фильтр-осушитель; 4 – капиллярная трубка; 5 – испаритель; 6 – всасывающий трубопровод; 7 – нагнетательный трубопровод.
В процессе осуществления термодинамического цикла с целью получения искусственного провода агрегатное состояние периодически (циклично) изменяется, т. е. холодильный агент при определенных температурах и давлениях в системе агрегата переходит из одного фазового состояния в другое из жидкого в газообразное или из газообразного в жидкое. В основу создания холодильного эффекта положен процесс дросселирования. Пары хладона-12 отсасываются из испарителя 5 компрессором 1 и проходят внутри кожуха, охлаждая обмотку электродвигателя. Сжатые в компрессоре пары хладагента по нагнетательной трубке 7 поступают в охлаждаемый окружающим воздухом конденсатор 2. Давление паров хладона в конденсаторе равно 600 – 1050 кПа. В конденсаторе пары хладона переходят в жидкое состояние, отдавая тепло окружающей среде. Жидкий хладон из конденсатора поступает через фильтр-осушитель 3 в капиллярную трубку 4, где происходит его дросселирование, а затем в испаритель 5. Капиллярная трубка 4 создаёт необходимый для работы перепад давления между конденсатором и испарителем. Давление хладагента на выходе из капиллярной трубки (на входе в испаритель) понижается до 90…110 кПа. Жидкий хладон при низкой температуре кипит в испарителе, отнимая тепло от его стенок и воздуха холодильной камеры. Из испарителя пары хладагента по всасывающей трубке 6 снова поступают в кожух компрессора, и цикл повторяется. Холодные пары хладагента, проходя из испарителя в компрессор по всасывающей трубке, охлаждают хладон, который поступает по капиллярной трубке из конденсатора в испаритель. Теплообменником служит участок всасывающей и капиллярной трубок, спаянных между собой. В некоторых холодильниках капиллярная трубка пропущена внутри всасывающей. Компрессор приводится в движение встроенным однофазным электродвигателем переменного тока. Для запуска электродвигателя и защиты его от токовых перегрузок применяется пускозащитное реле. Заданная температура в холодильной камере поддерживается автоматически датчиком-реле температуры (терморегулятором). Электрическая лампа накаливания для освещения камеры шкафа включена в сеть параллельно цепи двигателя и последовательно с дверным выключателем. При открывании двери холодильника контакты выключателя замыкаются, включая лампу независимо от электродвигателя. 1.1.3 Функциональные элементы герметичных агрегатов компрессионного типа К функциональным элементам герметичных агрегатов бытовых холодильников и морозильников компрессионного типа относят компоненты рабочей среды и адсорбент, используемый в фильтрах-осушителях. Компонентами рабочей среды компрессионной холодильной техники являются хладон 12 и смазочное масло типа ХФ-12-18(16). Хладон 12 должен соответствовать требованиям ГОСТ 19212-87 и характеризоваться физико-химическими показателями, представленными в таблице 1.1. Объемная холодопроизводительность хладона 12 при стандартном режиме t0=-15oC; tk=30oC примерно в 1,5 раза ниже, чем аммиака, используемого в адсорбционных холодильниках, но более низкие давления позволяют использовать его при температуре конденсации до 70оС. Температура хладона 12 в конце сжатия составляет 60…70оС. Таблица 1.1
По токсичности хладон 12 – один из наименее вредных хладагентов. Он в 4,3 раза тяжелее воздуха. При его утечке находящиеся в помещении люди могут ощущать недостаток кислорода, у них появляются головная боль, слабость. Пары хладона 12 бесцветны и имеют слабый запах. Хладон 12 негорюч и невзрывоопасен, но при температуре свыше 400оС разлагается на фтористый и хлористый водород, а также частично образует ядовитый газ фосген. Продукты разложения хладона 12 вызывают раздражение слизистых оболочек, головную боль, рвоту и другие признаки отравления. При атмосферном давлении хладон 12 испаряется, разрушая озоновый слой атмосферы и способствую парниковому эффекту и увеличению вероятности ультрафиолетового облучения поверхности Земли. В нашей стране в 1991 году было принято решение о сокращении производства и потребления самого распространенного озоноопасного хладагента R12, который наиболее широко использовался в бытовых холодильных приборах. С 1 января 1994 года согласно принятым в РФ документам выпуск и применение озоноразрушающих хладагентов были запрещены, но, несмотря на это, их продолжают использовать при производстве некоторых бытовых холодильников и морозильников на российских заводах и при их ремонте. Частично сокращение применения R-12 может быть компенсировано за счет использования наиболее универсального и одного из самых распространенных хладагентов — R22, характеризующегося низкой озоноактивностью. По отношению к металлам хладон 12 инертен, но он хорошо смывает с их поверхности технологические и эксплуатационные загрязнения. Вода в хладоне 12 почти не растворяется (при температуре 0оC не более 0,0006% массы). Хладон 12 хорошо растворяет минеральное смазочное масло типа ХФ-12-18(16), а также различные органические вещества, например резину. Способность хладона 12 проникать через мельчайшие поры требует тщательной герметизации мест соединений хладоновых магистралей. При производстве и ремонте холодильной техники хладон 12 используется и в технологических целях (на стадии первичного вакуумирования и при продувке собранного герметичного агрегата). В холодильных машинах смазочное масло типа ХФ-12-18(16) используется: - для снижения трения между трибосопряжениями компрессора и предотвращения их интенсивного износа; - для сохранения определенного перепада давления рабочего тела между сторонами высокого и низкого давлений, т.е. создания масляного уплотнителя; - для отвода теплоты через стенки кожуха компрессора. Масла, использующиеся в холодильных машинах, должны удовлетворять требованиям по вязкости, маслянистости, стабильности при разных давлениях, температурах и растворах с хладагентом. Условия работы холодильных машин (высокое давление, перепад температур, длительность непрерывной работы, токсичность рабочих тел, разнородные материалы) требуют, чтобы используемое масло отвечало следующим условиям: - при низких температурах из масла не должны выпадать тугоплавкие частицы парафина и оно должно оставаться достаточно текучим; - при высоких температурах в масле не должны возникать процессы коксования, образования асфальтов, смол; - масло должно быть химически стойким и стабильным при многолетней работе. В герметичных агрегатах бытовых холодильников и морозильников используется исключительно минеральное нафтеновое масло типа ХФ-12-18(16). Согласно ГОСТ 5546-86 данный тип масла характеризуется показателями, представленными в таблице 1.2. Для поглощения влаги и кислот из компонентов рабочей среды, циркулирующей в герметичных холодильных агрегатах, в фильтрах-осушителях используют адсорбент – силикагель или синтетический цеолит. Таблица 1.2
Утечка хладона при эксплуатации холодильников не должна превышать 2-5 г в год. Поэтому при ремонте холодильников особое внимание уделяют герметичности агрегатов. Среди реальных альтернативных хладагентов на сегодня выделяют соединения НFС (фторэтан R134а) и СH HM (углеводороды) Они озонобезопасны, так как не содержат хлора и не токсичны. Сырьевая база этих хладагентов вполне достаточна, чтобы обеспечить холодильную промышленность в ближайшие 10-15 лет. В настоящее время общепринятым заменителем R12 в мировой практике является R134а, наиболее близкий по термодинамическим свойствам к R12, полностью озонобезопасный и наиболее перспективный для использования в БХП. Перспективными направлениями производства бытовых холодильных приборов является: - увеличение емкости низкотемпературного и холодильного отделений; - разработка комбинированных моделей типа холодильник-морозильник; - снижение энергопотребления; - использование озонобезопасных хладагентов. 1.2 Требования к отремонтированным холодильникам компрессионного типа 1.2.1 Технические требования к отремонтированным холодильникам ГОСТ Р50939-96 на отремонтированные холодильники, морозильники, холодильники-морозильники компрессионного типа предусматривает технические требования, которыми следует руководствоваться при выполнении ремонтных работ. Отремонтированные холодильные приборы должны соответствовать следующим техническим требованиям и эксплуатационным показателям: 1. Допускается отклонение эксплуатационных показателей отремонтированных холодильников в течение срока службы не более чем на 20% по сравнению с новыми. После срока службы показатели могут быть установлены по согласованию с заказчиком при приеме холодильника в ремонт. 2. Расход электроэнергии, потребляемой холодильником, должен соответствовать данным, установленным в нормативной документации изготовителя. 3. Средняя температура в холодильной камере холодильника на одной из установок терморегулятора при температуре окружающей среды (20±5) °С должна быть от 5 до 7°С. Температура в низкотемпературном отделении — согласно звездочной маркировке: • для холодильников, маркированных одной звездочкой — не выше - 6 °С; • для холодильников, маркированных двумя звездочками, — не выше - 12 °С; • для морозильников, маркированных тремя звездочками — не выше - 18 °С. При отсутствии маркировки о низкотемпературном режиме холодильного прибора температура должна соответствовать паспортным данным изготовителя. 4. Прибор автоматического или полуавтоматического управления должен функционировать безотказно и обеспечивать надежное поддержание заданных режимов работы в соответствии с нормативной документацией на конкретную модель. 5. Крепежные детали холодильника должны быть затянуты равномерно, без перекосов. Головки винтов и шурупов не должны иметь сорванных шлицев, а головки болтов и гаек - деформированных граней. Испаритель морозильной камеры должен быть надежно закреплен по месту монтажа. 6. Двери холодильных приборов при открывании должны легко проворачиваться на осях, без заеданий и перекосов. Уплотнители дверей в закрытом положении должны плотно прилегать к корпусу шкафа по всему периметру. 7. Затвор двери, где это предусмотрено конструкцией, должен обеспечивать надежное ее закрывание. 8. Освещение холодильной камеры должно включаться при открывании двери и выключаться при ее закрывании. 9. Подвеска мотор-компрессора должна обеспечивать свободную амортизацию во время работы. 10. Ручка терморегулятора холодильной камеры должна проворачиваться легко и плавно, без заеданий. 11. Лакокрасочное покрытие и окраска шкафа холодильника производится по согласованию с заказчиком. 12. Холодильные агрегаты должны быть герметичны. Замена неисправных участков трубопроводов холодильных агрегатов осуществляется пайкой. 13. Ребра испарителя морозильной камеры должны быть равномерно покрыты тонким слоем инея. 14. Уровень шума работающего холодильного прибора, измеренный на расстоянии 1 м, не должен превышать 45 дБА. 1.2.2 Требования безопасности К показателям, обеспечивающим безопасность работы отремонтированного холодильника (с учетом требований ГОСТ 27570.0), относятся: а) защита от поражения электрическим током; б) сопротивление изоляции; в) состояние конструкции; г) внутренняя проводка; д) пуск прибора с электроприводом; е) потребляемая мощность. Не допускается снижение показателей безопасности отремонтированных холодильных приборов (в пределах, установленных изготовителем) в течение срока службы и после его истечения. Защита от поражения электрическим током должна включать: • обеспечение соответствующей защиты от случайного контакта с токоведущими частями, а для холодильников класса II , кроме того, - с основной изоляцией или металлическими частями, отделенными от токоведущих частей только основной изоляцией; • сопротивление изоляции холодильника в холодном состоянии между токоведущими частями и корпусом должно быть не менее 2 МОм для основной изоляции и не менее 7 МОм — для усиленной изоляции. Состояние конструкции и внутренняя проводка холодильных приборов должны отвечать следующим требованиям: а) защитные оградительные устройства, где они предусмотрены конструкцией, должны быть исправными и исключать механическую опасность при работе холодильника; б) токоведущие детали холодильного прибора должны быть изолированы от металлических нетоковедущих частей и защищены от случайного прикасания к ним; в) монтаж электропроводки должен соответствовать принципиальной электросхеме холодильного прибора конкретной модели и обеспечивать надежный электрический контакт и механическую прочность соединений; г) пайка электропроводки должна быть чистой, места пайки должны быть закрашены и изолированы; д) включение, отключение холодильника должно осуществляться плавно, без рывков, заеданий, повторных включений; е) помехоподавляющее устройство, где оно предусмотрено конструкцией, должно быть исправно и соответствовать модели холодильника; ж) крепежные сборочные единицы и детали должны быть затянуты равномерно, без перекосов и обеспечивать надежность крепления; з) сигнализация, где она предусмотрена конструкцией, должна включаться и отключаться одновременно с включением и отключением холодильного прибора; и) термовыключатели должны обеспечивать отключение холодильника при нарушении режима работы или его неправильной эксплуатации; к) соединительный шнур должен быть армирован штепсельной вилкой и иметь надежную изоляцию. Оголение проводов не допускается. Холодильные приборы следует запускать при напряжении сети питания в пределах от 0,85 до 1,06 от номинального значения напряжения. Потребляемая мощность холодильного прибора при номинальном напряжении сети питания не должна превышать 20% значений, указанных в нормативной документации предприятия-изготовителя. 2. Технологический раздел 2.1 Неисправности бытовых холодильников, их причины О появлении в холодильнике неисправности можно судить по внешним признакам, температурному режиму в холодильной камере и температуре узлов холодильного агрегата, издаваемым шумам компрессора и кипении холодильного агента в испарителе. В компрессионных холодильниках одна из неисправностей влечет за собой другие неисправности. Лишь немногие неисправности характеризуются каким-либо одним, типичным для них внешним признаком. В большинстве случаев появление неисправности в одном механизме приводит одновременно к ухудшению нескольких эксплуатационных показателей холодильника. Например, полный отказ в работе в одних случаях может быть из-за серьезной неисправности в герметичной системе холодильного агрегата, устранение которой возможно только в условиях специализированной мастерской, в других — из-за совершенно незначительной неисправности, и работоспособность холодильника может быть восстановлена слесарем через несколько минут. В таблице 2.1 приведены возможные неисправности бытовых холодильных приборов компрессионного типа и способы их устранения. Таблица 2.1
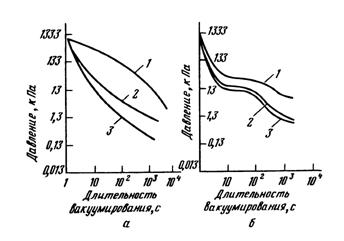
2.2 Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа При ремонте холодильника в зависимости от обнаруженной неисправности возникает необходимость в его частичной или полной разборке. Условия и способы демонтажа отдельных узлов в разных холодильниках могут различаться. Однако во всех случаях разборку следует производить в последовательности, исключающей излишний демонтаж узлов, не препятствующих выполнению работы. Например, в холодильниках с вводом испарителя через дверной проем перед демонтажем холодильного агрегата необходима частичная разборка облицовочных накладок и снятие дверки морозильного отделения. В холодильниках с вводом испарителя через люк в задней стенке шкафа этого делать не требуется. При полной разборке рекомендуется придерживаться следующего порядка: · обесточить холодильник, вынув вилку из штепсельной розетки сети; · извлечь все принадлежности—сосуды, полки, поддон, стекло и др.; · снять дверь шкафа с навесок; · демонтировать дверку морозильного отделения и облицовочные накладки, · демонтировать холодильный агрегат. Последовательность демонтажа терморегулятора зависит от места его расположения. Наиболее сложной в ремонте составной частью холодильника является холодильный агрегат. Технологическая схема ремонта холодильного агрегата должна содержать следующие обязательные операции: · дефектация агрегатов с использованием современных средств и методов диагностирования; · удаление из системы хладагента и масла; · распайка стыков; · промывка и сушка узлов холодильного агрегата с целью удаления из них остатков влаги, масла и загрязнения; · разделка стыков; · сушка и вакуумирование агрегата с целью удаления оставшейся в системе влаги и неконденсирующихся газов; · сборка агрегатов и пайка стыков соединительных патрубков. · проверка холодильного агрегата на герметичность; · сушка хладагента и масла, регенерация цеолитовых патронов; · вакуумирование и заполнение агрегата маслом и хладагентом со строгим дозированием; · проверка на отсутствие утечки хладагента; · обкатка холодильного агрегата (проверка инееобразования и потребление мощности) и проверка электрических параметров (сопротивление изоляции, пробой); · проверка холодильного агрегата на соответствие требованиям нормативно-технической документации (РСТ, ТУ) на отремонтированный агрегат по уровню звука. 2.2.1 Операции по вакуумированию и заправке холодильных агрегатов компрессионного типа Холодильный агрегат, собранный (спаянный) и проверенный на герметичность в ванне, поступает на участок вакуумирования и заправки. При заполнении холодильного агрегата последовательно должны быть выполнены следующие операции: - первичное вакуумирование агрегата до остаточного давления 1,3-2,7 кПа в течение 20-25 мин; - заполнение агрегата 50-60 г хладона (технологическая доза); - проверка холодильного агрегата на отсутствие утечки хладона галоидным течеискателем; - стравливание хладона из системы агрегата; - вторичное вакуумирование до остаточного давления 1,3-2,7 кПа в течение 20-25 мин; - заполнение холодильного агрегата маслом ХФ-12-16 и хладоном-12. Кривые зависимости остаточного давления от длительности вакуумирования показаны на рис. 2.2
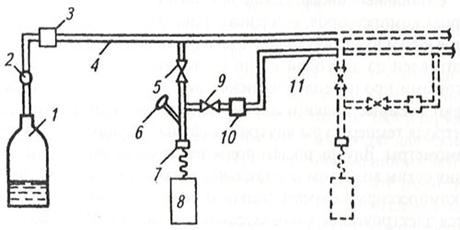
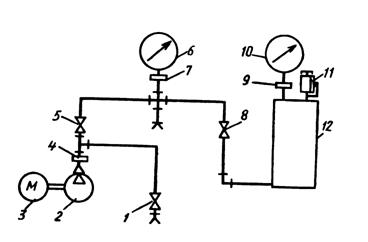
Рис. 2.2 Зависимость остаточного давления от длительности вакуумирования: а – первичного; б – вторичного; 1 – в конденсаторе; 2 – в агрегате; 3 – в кожухе Оборудование для вакуумирования и заправки: 1 вакуумный насос 2 галоидный течеискатель 1 заправочная станция 2 заправочный цилиндр 3 манометр 4 Электронное смотровое стекло 5 Механический термометр 6 Термостат 7 Электронные весы и дозаторы 8 Щипцы-проколка Первичное вакуумирование Операцию ведут до остаточного давления 10 мм рт.ст., после чего в агрегат вводят 60-80 г хладона для получения воздушно-фреоновой смеси. Как уже указывалось, вакуумирование с промежуточным заполнением агрегата небольшой дозой хладона и последующим вторичным вакуумированием обеспечивает низкое остаточное давление воздуха в агрегате. Проверка агрегата на герметичность Наличие в агрегате фреона при отсутствии в нем масла позволяет эффективно проверить герметичность при помощи галоидного течеиспускателя. Проверку ведут в специальной кабине, имеющей приточно-вытяжную вентиляцию. Агрегат желательно предварительно подогреть, что улучшит условия обнаружения течи. Вторичное вакуумирование Перед вакуумированием агрегата откачивают воздушно-хладоновую смесь. Для этого используют холодильный компрессор, выпуская хладон в атмосферу либо ресивер. Откачку хладона ведут до остаточного давления примерно 0,1 ати, после чего оставшуюся воздушно-фреоновую смесь вакуумируют до остаточного давления не более 20 ати. Это будет соответствовать наличию в агрегате воздуха с остаточным давлением 0,08-0,1 ати. Такое вакуумирование агрегата не вызывает затруднений и обеспечивается в течении нескольких минут. Заполнение агрегата маслом и фреоном Вначале агрегат заполняют маслом, затем после включения мотор-компрессора – хладоном. Количество масла и хладона должно в основном соответствовать нормам, рекомендуемым заводами-изготовителями, однако в каждом отдельном случае они должны корректироваться. Определение необходимой дозы смазочного масла В настоящее время при ремонте холодильных агрегатов бытовых холодильников масло заменяют путем слива отработанного и заправки нового, предварительно взвешенного. Однако применение такого метода приводит к значительным потерям хладонового масла. Рекомендуется дозирование осуществлять в установившемся режиме в соответствии с максимальным противодавлением с предварительной выдержкой агрегата и масла в режиме максимальных эксплуатационных температур и подачей в течение всего времени выдержки на обмотки встроенного электродвигателя стабилизированного напряжения, равного половине номинального. Причем дозирование заканчивают при стабилизации потребляемой мощности в соответствии с требованиями стандарта. 3. Конструкторский раздел 3.1 Принципиальные схемы и описание применяемого оборудования Значительное количество на мировом рынке холодильников и морозильников приводит к необходимости улучшения технического обслуживания их при эксплуатации. Бытовую холодильную технику в основном (до 95 %) ремонтируют на дому у владельцев. При определении дефектов используется портативная диагностическая аппаратура, а при выполнении ремонта помимо стандартного инструмента и приспособлений — еще малогабаритное оборудование. Созданы специальное оборудование и аппаратура для диагностики неисправностей и проверки качества работы отремонтированной бытовой холодильной техники. Применение современных диагностических и измерительных приборов позволяет повысить качество ее ремонта и с большой точностью диагностировать причины отказов при эксплуатации. Для восстановления неисправных сборочных единиц холодильной бытовой техники организованы специализированные предприятия. Оборудование и контрольно-измерительная система таких предприятий представляют собой технический комплекс, на котором последовательно выполняют все необходимые ремонтные работы. 3.1.1 Устройство для заполнения холодильного агрегата хладагентом и маслом С помощью этого устройства достигаются повышение точности заполнения агрегата хладагентом и уменьшение возможности аварии. Принцип действия устройства следующий: паровая часть баллона 1 (см. рис.3.1) через фильтр-осушитель 2 и редукционный клапан 3 соединена с заправочной магистралью 4, к которой через вентиль 5 и быстросъемную муфту 7 подсоединяется холодильный агрегат 8. Одновременно через клапан 10 магистраль 11 для отвода паров хладагента через вентиль 9 также подключается к холодильному агрегату 8. На линии подключения холодильного агрегата установлен манометр 6. Редукционный клапан 3 настраивают на давление, равное давлению насыщения масла, находящегося в картере компрессора, а клапан 10 - на давление, соответствующее температуре кипения хладагента в испарителе в рабочем режиме.
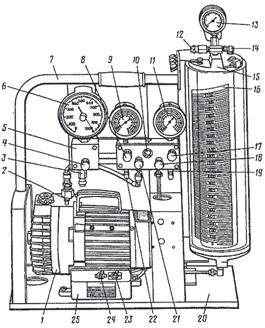
Рис. 3.1 Схема устройства для заполнения холодильного агрегата хладагентом и маслом: 1 - баллон; 2 - фильтр-осушитель; 3 - редукционный клапан; 4 - заправочная магистраль; 5, 9 - вентили; 6 -манометр; 7 - быстросъемная муфта; 8 - холодильный агрегат; 10 – клапан; 9 - магистраль для отвода паров Устройство работает следующим образом. Газообразный хладагент из баллона 1 через фильтр-осушитель 2 и редукционный клапан 3 вводят во всасывающую линию отключенного компрессора при открытом вентиле 5 на заправочной магистрали 4 и закрытом вентиле 9 на магистрали 11, отводящей пары хладагента, с давлением, равным давлению насыщения масла в картере компрессора. Дозу хладагента, насыщающую масло, устанавливают исходя из рекомендуемого количества хладагента, заполняющего агрегат, по паспорту холодильника. При достижении давления в агрегате, равного давлению в заправочной магистрали, вентиль 5 на заправочной магистрали 4 закрывается и включается герметичный компрессор холодильного агрегата 8. При достижении максимального давления на линии всасывания компрессора открывается вентиль 9 на линии, отводящей пары хладагента. Пары хладагента давлением выше давления кипения хладагента в испарителе в рабочем режиме удаляются через клапан 10 в линию, отводящую пары хладагента. Холодильный агрегат отсоединяют по окончании обкатки холодильного агрегата. 3.1.2 Переносная установка для вакуумирования и заполнения холодильных агрегатов хладагентом (ПУВЗ) Установка предназначена для вакуумирования и заполнения хладагентом агрегатов бытовых холодильников. Конструктивно установка выполнена с учетом возможности её переноски по цеху и её доставки на дом к владельцам холодильников. На каркасе установки размещен вакуум-насос 2 (рисунок 2.20) с электродвигателем 3. Над вакуум-насосом расположены короб со смонтированными в нем тремя вентилями, система гидропневморазводки, а также система электроразводки и коммутации. К основанию каркаса прикреплена дугообразная ручка, изготовленная из трубы. К системе гидропневморазводки подключен мановакуумметр. С правой стороны установки находится дозатор с манометром. На дозаторе установлена стеклянная трубка с измерительной шкалой. На дне дозатора расположен нагревательный элемент для подогрева хладагента. К выходному штуцеру установки с помощью накидной гайки крепится гибкий рукав с быстросъемной муфтой для подключения к баллону с хладагентом и холодильному агрегату. Принцип работы установки основан на откачивании воздуха из системы холодильного агрегата и создании разрежения с последующим заполнением системы холодильного агрегата хладагентом из дозатора установки. При этом разрежение (вакуум) контролируется по мановакуумметру, давление в дозаторе — по манометру, количество заправляемого хладагента — по мерной шкале и переводной таблице. Установка и холодильный агрегат связаны гибким шлангом с быстросъемной муфтой.
Рис. 3.2 Схема установки ПУВЗ: 1 – вентиль впуска воздуха; 2 – вакуумный насос; 3 – электродвигатель;4, 7 – проходник; 5 – вентиль вакуумирования; 6 – мановакуумметр; 8 – вентиль заправки холодильного агрегата, дозатора; 9 – втулка; 10 – манометр; 11 – стравливающий клапан; 12 – дозатор.
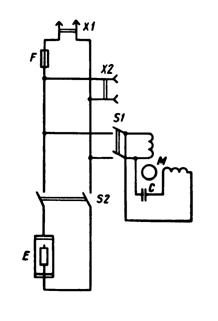
Рис.3.3 Электрическая схемам установки ПУВЗ: Х1 – подключение установки в сеть 220В; F – предохранитель; Х2 – подключение холодильного агрегата к установке; S1 – включение вакуумного насоса; М – электродвигатель; С – конденсатор; S2 – включение электронагревателя; Е - электронагреватель 3.1.3 Стенд СР-1 Малогабаритный стенд предназначен для ремонта холодильных агрегатов. С помощью стенда можно определить дефект и заполнить агрегат хладоном на дому, а также в передвижных и стационарных мастерских. Корпус стенда (рис. 3.4) выполнен из листового алюминия и разделен перегородкой на два отсека. В один отсек вставлен и закреплен блок приборов 14, в другом отсеке расположены: баллон 10 со шлангом, мановакуумметр 13, соединительный шнур 7 для питания стенда, шланг 11 с полумуфтой 12, ключ специальный герметичный 9, шнур 8 подключения агрегата к стенду. Крышка стенда служит для предохранения приборов от повреждения во время транспортировки. На приборной панели блока находятся: вольтметр 17, амперметр 15, кнопка 18 шунтирования амперметра, вентиль 19, две полумуфты агрегатные 20 и 22, предохранитель 3, сигнальная лампа 6, тумблеры 1 и 5, ручка 2 автотрансформатора, ручки 4 и 16, розетка 21. Внутри блока на кронштейне закреплены автотрансформатор ЛАТР-1М и кулисный компрессор ХКВ-6. Мановакуумметр 13 снабжен стендовой полумуфтой. Один конец соединительного шнура 8 армирован вилкой для включения в розетку стенда, а другой конец с тремя выводами предназначен для подключения к компрессору агрегата. Проверка агрегата на запускаемость. Включить тумблер 1, подающий напряжение на розетку стенда. Вращая ручку 2 автотрансформатора и следя за показанием вольтметра, установить напряжение меньше номинального, необходимого для работы проверяемого холодильника. Включить в розетку стенда шнур проверяемого холодильника. Стенд обеспечивает проведение следующих операций: - проверку компрессора агрегата на запускаемость при пониженном напряжении; измерение потребляемого тока; - подачу повышенного напряжения 250 В при напряжении в сети 220±5 В; - запуск компрессора ремонтируемого агрегата без пускового реле; - вакуумирование агрегата в пределах 29,5-39,2 кПа (0,3-0,4 кгс/см); - заполнение агрегата хладоном; - возможность контроля дозы хладона по давлению всасывания. Плавно повышая напряжение, следить по вольтметру, при каком напряжении запустится проверяемый компрессор холодильника. Ток контролируют после запуска проверяемого холодильного агрегата нажатием кнопки 18 и по показаниям амперметра. Запуск агрегата без пускового реле. Три вывода шнура 8 надеть на проходные контакты контролируемого компрессора. Вилку шнура вставить в розетку стенда. Включить тумблер 1 на 1-2 с. Нормальный запуск агрегата свидетельствует о неисправности пускового реле. При подаче на холодильный агрегат повышенного напряжения (при напряжении в сети 220 В) вращать ручку 2 автотрансформатора. Следя за показанием вольтметра, установить напряжение 250 В. Присоединить к стенду проверяемый агрегат. Включить на 1-2 с тумблер 1. Вакуумирование. Перед началом работы присоединить к компрессору герметичный ключ или надеть на технологический патрубок (трубку заполнения) агрегатную полумуфту. Установить на полумуфту 20 стенда мановакуумметр 13. Шланг 11 стенда подсоединить к агрегату. Запустить компрессор стенда, включив тумблер 5. Открыть вентиль 19, следить за показанием мановакуумметра. После вакуумирования вентиль 19 закрыть. Тумблер 5 выключить. Заполнение агрегата хладоном. Присоединить баллон к стенду, состыковав полумуфты 12 и 22. Подключить ремонтируемый холодильный агрегат к электросети. Периодически открывая вентиль баллона, довести давление хладона по мановакуумметру до стабильной величины 88,2-107,8 кПа (0,9-1,1 кгс/см2). Закрыть вентиль. Заполнение холодильного агрегата считать законченным при равномерном обмерзании всего испарителя.
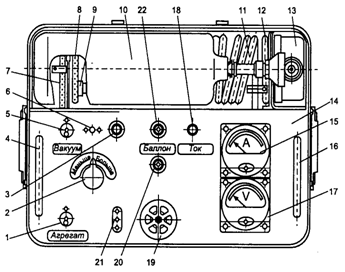
Рис. 3.4 Стенд СР-1 для ремонта холодильных агрегатов: 1, 5 — тумблеры; 2 — ручка автотрансформатора; 3 — предохранитель; 4,16— ручки; 6 — лампа; 7 — соединительный шнур; 8 — шнур; 9 — ключ герметичный; 10 — баллон со шлангом; 11 — шланг; 12, 20, 22— полумуфты; 13—мановакуумметр; 14—блок приборов; 15—амперметр; 17—вольтметр; 18—кнопка шунтирования амперметра; 19 — вентиль; 21 — розетка
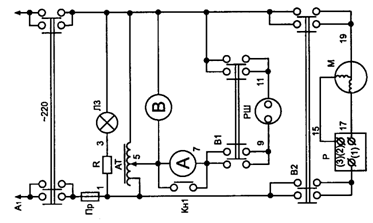
Рис.3.5 Электрическая схема стенда СР-1: R — резистор 3,9 кОм; А — амперметр со шкалой на ЗА; AT— автотрансформатор типа ЛАТР-1М; В1, В2 — переключатели типа ТВ1-4; Кн1 — кнопка; ЛЗ — лампа типа КМ-48-50; М — компрессор типа ХКВ-6 с пусковым реле; Пр — предохранитель на 5 А; Р— реле пускозащитное типа LS-0.8B; РШ — розетка двухполюсная типа РД-1; В — вольтметр Э8003 со шкалой на 250 В. 3.1.4 Переносная станция 10805-RD-4 фирмы «Рефко» (Швейцария) для вакуумирования и зарядки хладагентом холодильных установок Разработаны для вакуумирования и зарядки герметичных холодильных компрессоров, работающих на R12, R22, R502 и R134a. Их применяют прежде всего при техническом обслуживании холодильных установок. Основные преимущества этих станций - незначительная масса, высокая производительность насоса, простота в эксплуатации. Станция 10805-RD-4 (рис. 3.6) состоит из следующих элементов, смонтированных на станине: двухступенчатого вакуумного насоса; цилиндра с поворотной шкалой; манометра со шкалой температур для R12, R22, R502; предохранительного клапана и встроенного электронагревателя; манометрического блока с манометром и мановакуумметром (имеющими шкалы температур и давлений хладагентов R12, R22, R502 в состоянии насыщения), смотрового стекла, вентилей со штуцерами для присоединения шлангов; вакуумного блока с вакуумметром, вентилем и предохранительным клапаном; щитка с электрическим конденсатором, тумблерами для включения вакуумного насоса и электронагревателя цилиндра и клеммника для присоединения станции к электросети. Для заполнения цилиндра станции хладагентом к вентилю баллона с хладагентом подключают фильтр-осушитель, который гибким шлангом соединяют со штуцером 22. При открытых вентилях 4, 8, 18 и 21 тумблером 24 включают вакуумный насос и вакуумируют цилиндр. По достижении остаточного давления, равного 5 Па, закрыв вентили 4 и 21, останавливают вакуумный насос. Открыв вентиль баллона, а также вентили 8, 17 и 18 станции, заполняют цилиндр хладагентом, контролируя его уровень. Чтобы из баллона в цилиндр поступило больше жидкого хладагента, его пары выпускают через обратный клапан. Гибкими шлангами штуцера станции соединяют со штуцерами на всасывающем и нагнетательном вентилях компрессора холодильной установки. Включив вакуумный насос станции тумблером 24 при открытых вентилях 4, 8, 18 к 17, вакуумируют холодильную установку до остаточного давления 5 Па. Спустя 1 ч работы при этом остаточном давлении вакуумный насос выключают и выдерживают систему под вакуумом в течение 1 ч. Затем, закрыв вентили 4 и 21 и открыв газобалластный вентиль и вентили 8, 17 и 18, вводят из цилиндра станции в холодильную установку осушенный хладагент до достижения избыточного давления 30...50 кПа, нарушая вакуум, что предотвращает реконденсацию паров воды, испарившейся при вакуумировании, и способствует их полному удалению. Таким же образом проводят второе вакуумирование холодильной установки и вновь нарушают вакуум. После третьего вакуумирования холодильную установку заполняют необходимым количеством хладагента из цилиндра станции. Для этого закрывают все вентили станции, кроме 8, 17 и 18. Когда давления хладагента в холодильной установке и цилиндре станций сравняются (что будет видно по прекращению циркуляции хладагента через смотровое стекло), тумблером 23 включают электронагреватель, встроенный в цилиндр станции. В результате давление в цилиндре повышается и холодильная установка продолжает заполняться хладагентом. Количество хладагента, поступившего в холодильную установку, определяют по шкале цилиндра, которая имеет корректировочную сетку по давлению хладагента в цилиндре.
Рис. 3.6 Переносная станция 10805-RD-4 фирмы «Рефко»: 1 - вакуум-насос; 2 - газобалластный вентиль; 3, 12 - предохранительные клапаны; 4, 8, 17, 18, 21 - вентили; 5 - вакуумный блок; 6 - вакуумметр; 7 - ручка; 9 - мановакуумметр; 10 - смотровое стекло; 11, 13 - манометры; 14 - обратный клапан; 15-цилиндр для хладагента; 16 - шкала цилиндра; 19, 22 - штуцера; 20 - станина; 23, 24 - тумблеры; 25 - электрический щиток Заключение Оснащение предприятий по ремонту бытовых машин высокопроизводительным оборудованием, приспособлениями и специальными инструментами—одно из важнейших условий создания индустриальных методов ремонта, повышения его качества и снижения трудовых затрат. Характерной особенностью ремонтных предприятий является многообразие технологических процессов, применяемых при ремонте бытовых машин. Это обстоятельство обусловливает использование большого количества оборудования различных видов и типажа, значительная часть которого является нестандартным, т. е. серийно не выпускаемого промышленностью. В настоящее время стоимость нестандартного оборудования составляет около 30—40% от общей стоимости технологического оборудования предприятий по ремонту бытовых машин. Для заправки холодильных агрегатов компрессионного типа маслом и хладоном используют как малогабаритные, переносные устройства, так и стационарные стенды отечественного и иностранного производства (стенд для заполнения агрегатов хладоном и маслом, стенд СР-1, ПУВЗ, переносные зарядные станции, стенд СФ-1, переносные станции фирмы «Рефко» и другие). Список используемой литературы 1. Лепаев Д.А. – Справочник слесаря по ремонту бытовых электроприборов и машин. – Легпромбытиздат, 1986. 2. Лепаев Д.А. – Ремонт бытовых холодильников. – Легпромбытиздат, 1989. 3. Кочегаров Б.Е. – Бытовые машины и приборы. Ч1. – Изд-во ДВГТУ, 2003. 4. Вейнберг Б.С., Вайн Л.Н. – Бытовые компрессионные холодильники. – Пищевая промышленность, 1979. 5. Кожемяченко А.В., Петросов С.П. – Техника и технология ремонта бытовых холодильных приборов. – Академия, 2004. |