Курсовая работа: Котел пищеварочный электрический КЭП-60Курсовая работа: Котел пищеварочный электрический КЭП-60Ведение Процессы термической обработки самые важные на предприятиях общественного питания. Под действием тепловой энергии в продукте возникают такие сложные физико-химические процессы, как клейстеризация крахмала, денатурация белков, гидротермическая дезагрегация биополимеров (коллаген мяса, рыбы, протопектин растительных продуктов), образование новых вкусовых и ароматических веществ, изменение цвета продукта, разрушение витаминов. В результате протекания перечисленных, часто накладывающихся друг на друга процессов, в окружающею среду выделяются водорастворимые вещества и жиры; происходит потеря воды и уменьшение массы продукта (мясо, птица, рыба); поглощение воды продуктом и увеличение его массы (крупы, бобовые, макаронные и мучные изделия); разрушение некоторой части витаминов; переход в воду при варке витаминов, экстрактивных, минеральных и других веществ. Самыми распространенными процессами термической обработки являются варка и жарка. Деление способов тепловой кулинарной обработки продуктов на варку и жарку обусловлено тем, что при жарке происходят принципиально иные по сравнению с варкой физико-химические изменения пищевых веществ в поверхностном слое продукта: обезвоживание, повышение температуры до 120…130 С, пиролиз пищевых веществ, меланоидинообразование, впитывание жира. В результате протекания перечисленных выше процессов на поверхности продукта образуется окрашенная корочка, по внешнему виду, вкусу и аромату характерная для жареного продукта. При варке происходит влажный нагрев продуктов, так как теплопередающей средой служат вода, влажный насыщенный пар или смесь воды и пара. Температура теплопередающей среды при варке составляет 100…107 С, а конечная температура продукта к моменту кулинарной готовности – 85…98 С. В процессе варки тепловая энергия постепенно передается от поверхностных слоев к внутренним, достигая геометрического центра продукта. Разность температур постепенно уменьшается и становится равной нулю. Варка – наиболее распространенный процесс термической обработки, с помощью варки можно приготовить первые, вторые, третьи блюда. С ее помощью можно довести до кулинарной готовности любой продукт или полуфабрикат. Для того, чтобы процесс варки осуществлять на современном технологическом уровне целесообразно использовать специализированное оборудование, а именно пищеварочные котлы. 1. Обзорная часть и сравнительный анализ аппаратов для варки Осуществлять процесс варки можно двумя путями. Первый способ термической обработки осуществляется в наплитной посуде. Однако при варке в наплитной посуде достаточно низкий КПД, очень большие трудозатраты. В частности в наплитной посуде максимальный объем используемой посуды 20 литров, в пищеварочных котлах есть емкости объемом 250 литров. Поэтому такой способ варки нецелесообразно использовать в предприятиях общественного питания. Второй путь заключается в варки продукции в пищеварочных аппаратах. По организационно – техническому признаку варочные аппараты подразделяют на аппараты: непрерывного действия, периодического действия. У аппаратов непрерывного действия есть один большой минус, большие габариты. Поэтому в предприятиях общественного питания используют в основном аппараты периодического действия. В зависимости от агрегатного состояния греющей среды все варочные аппараты относят: котлам (греющая среда – жидкость), паровым камерам (греющая среда – влажный насыщенный пар). В паровых камерах плохо готовить первые, вторые блюда, так как греющей средой является влажный насыщенный пар. В котлах можно готовить первые, вторые, третьи блюда. Котлы являются более универсальными, и их целесообразней использовать на предприятиях общественного питания. По давлению греющей среды в рабочей камере различают варочные аппараты, работающие: при атмосферном давлении, при избыточном давлении, при вакууме. На предприятиях общественного питания лучше использовать котлы с атмосферным давлением или с избыточным давлением. Так как в процессе варки непосредственно в содержимое котла, необходимо постоянно добавлять дополнительные ингредиенты. По способу обогрева стенок рабочей камеры аппараты делят: c непосредственным обогревом стенки, с косвенным обогревом стенки. В моделях с непосредственным (прямым) обогревом происходит контакт вмонтированного в днище тэна с нагреваемой средой. В этих аппаратах возникает значительная неравномерность температур на обогреваемых поверхностях, что может привести к подгоранию продуктов. При работе с такими котлами требуется постоянный контроль над варочным процессом. В силу этих причин наибольшее распространение на предприятиях питания получили котлы с косвенным обогревом, в конструкции которых предусмотрен некий объем, примыкающий к обогреваемой поверхности с внешней стороны, пароводяная рубашка. Принцип действия таких аппаратов основан на равномерном со всех сторон обогреве содержимого варочного котла горячим водяным паром. По виду энергоносителя различают: электрические, газовые, паровые, огневые (твердотопливные и жидкотопливные). Рассмотрим плюсы и минусы каждого электроносителя в отдельности. Электрический ток к достоинствам можно отнести транспортировка по проводам, возможность достижения любых температурных значений, возможность осуществления обогрева со всех сторон. К недостаткам относится возможность поражения персонала электрическим током. Газовые. Достоинства. Подача газа осуществляется по газопроводу. Недостатки: взрывоопасность, токсичность. Паровые. Достоинства: Пар может обеспечивать контактный обогрев, возможность равномерного нагрева, возможность транспортировки по трубам. Недостатки: Узкая область применения, высокая каразионная активность. Огневые. Достоинства: дешевизна. Недостатки: при сжигании твердого топлива наблюдается химический и механический недожог, происходит загрязнение окружающей среды, тяжелые условия обслуживающего персонала, низкие санитарно-гигиенические условия персонала. По приведенному выше перечислению недостатков и достоинств считаю нужным рассматривать электрические котлы. По конструктивным особенностям котлы разделяют на: опрокидывающиеся и неопрокидывающиеся. К опрокидывающимся котлам относят: КПЭ 40, КПЭ 60, КПЭСМ 60. К неопрокидывающимся котлам относят: КПЭ 100, КПЭ 160, КПЭ 250.
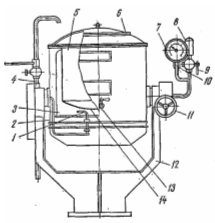
Рисунок 1 – Котел пищеварочный КПЭ – 40: 1 – нагревательные элементы; 2 – корпус; 3 – пароводяная рубашка; 4 – трубопровод; 5 – варочный сосуд; 6 – крышка; 7 – электроконтактный манометр; 8 – заливная воронка; 9 – кран воронки; 10 – предохраните - льный клапан; 11 – маховик; 12 – станина; 13 – кран уровня; 14 – дно сварочного сосуда. Это опрокидывающийся стационарный котел (рисунок 1), состоящий из варочного сосуда с пароводяной рубашкой и крышкой, станины, узла контрольно-измерительной арматуры, трубопровода для заполнения котла водой и станции управления котлом, устанавливаемой отдельно от него. Замкнутое пространство между варочным сосудом, корпусом и съемным дном, предназначенное для воды и пара, является пароводяной рубашкой. В съемное дно вмонтированы три трубчатых электронагревателя. Пространство между наружным кожухом и корпусом пароводяной рубашки заполняется теплоизоляцией. На наружном кожухе закреплены две цапфы – левая и правая, вращающиеся в съемных подшипниках, смонтированных на чугунной станине. На правой стойке станины в одном корпусе с подшипником находится, червячная передача с маховиком, с помощью которого котел опрокидывается во время разгрузки. Через правую цапфу проходит трубка, соединяющая пароводяную рубашку с узлом контрольно – измерительной арматуры. Последняя состоит из заливной воронки с краном, служащим для залива воды в кожух пароводяной рубашки, электроконтактного манометра, с помощью которого осуществляется автоматическое регулирование процесса нагрева, предохранительного клапана, срабатывающего при повышении давления в пароводяной рубашке свыше 0,5 кг/см2. В нижней части котла установлен кран уровня, предназначенный для контролирования уровня воды, заливаемой в пароводяную рубашку. В процессе эксплуатации котла уровень воды в пароводяной рубашке не должен быть выше уровня крана и ниже уровня трубчатых электронагревателей. Нижний уровень воды в пароводяной рубашке контролируется автоматически с помощью электрода (защита от «сухого хода»). Вода в варочный сосуд заливается с помощью водоразборного устройства – трубопровода который укреплен на левой стойке станины и имеет вентиль и поворотную трубу. На трубопроводе над вентилем установлен поворотный кронштейн, на который можно вешать крышку котла, полотенце. Котел КПЭ-60 (рисунок 2) рассчитан на островное размещение в горячем цехе. Аппарат относится к типу косвенного обогрева (снабжен паровой рубашкой), приспособлен к варки на пару с использованием перфорированного вкладыша. Котел оснащен предохранительным вентилем, датчиком давления и двигателем опрокидывания с защитой от перегрузки, имеет функцию автоматического заполнения рубашки водой. Котел КПЭ-60 рассчитан на островное размещение в горячем цехе. Аппарат относится к типу косвенного обогрева (снабжен паровой рубашкой), приспособлен к варки на пару с использованием перфорированного вкладыша. Котел оснащен предохранительным вентилем, датчиком давления и двигателем опрокидывания с защитой от перегрузки, имеет функцию автоматического заполнения рубашки водой. Углы закруглены, количество винтов и швов для облегчения чистки сведено к минимуму. Механизм опрокидывания, состоящий из мотор - редуктора и винтовой передачи, обеспечивающий наклон чаши для сливного содержимого, смонтирован внутри правой тумбы, а рукоятка маховик выведена на переднюю панель.
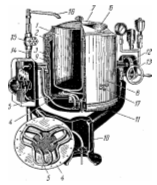
Рисунок 2 – Котел пищеварочный КПЭ – 60: 1 – варочный сосуд; 2 – наружный корпус; 3 – пароводяная рубашка; 4 – днище – диск наружного корпу - са; 5 – тэны; 6 – носик; 7 – съемная крышка; 8 – наружный кожух; 9 – тепловая изолиния; 10 – чугунная вилкообразная станина; 11 – стойка станины; 12 – механизм для поворота котла; 13 – маховик с рукояткой; 14 – водопроводная труба; 15 – водозапорный вентиль; 16 – поворотная трубка – головка; 17 – кран уровня; 18 – манометр; 19 – двойной предохранительный клапан; 20 – заливная воронка. Для слива содержимого чаши требуется нажать на кнопку опрокидывания. Внутри левой тумбы находится выдвижная панель с электроаппаратурой, от которой через левую полую цапфу отводятся провода к нагревательным элементам и датчику реле температуры.
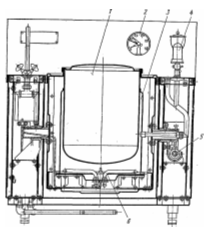
Рисунок 3 – Котел пищеварочный КПЭСМ – 60: 1 – сосуд варочный; 2 – манометр; 3 – рубашка пароводяная; 4 – предохранительный клапан; 5 – пово – ротный механизм; 6 – тэн. Пищеварочный электрический секционный модулированный котел (рисунок 3), предназначенный для приготовления первых, вторых и третьих блюд, а также соусов. Он может использоваться на предприятиях общественного питания как отдельно стоящий аппарат или в составе технологических линий. Котел представляет собой, заключенный в прямоугольный корпус варочный сосуд из нержавеющей стали, установленный на двух тумбах. В верхней части сосуд переходит в прямоугольный стол с желобом для слива жидкости. На столе в стойках крепится откидная крышка котла. С внешней стороны к варочному сосуду приварен стальной кожух со съемным дном, в котором вмонтированы три тэна и электрод защиты от «сухого хода». Пространство между варочным сосудом и кожухом заполнено водой и паром, образует пароводяную рубашку. Рубашка заполняется водой через наливную воронку, установленную на правой тумбе котла. Для проверки наличия воды в пароводяной рубашке котел имеет контрольный кран. На левой тумбе котла смонтирован смеситель для холодной и горячей воды, заливаемой в варочный сосуд. Кожух варочного сосуда покрыт теплоизоляционным материалом. Корпус котла изготовлен из стальных листов, покрытых белой эмалью. Котел оснащен электроконтактным манометром, обеспечивающим заданный режим варки, и предохранительным клапаном, смонтированным на правой тумбе. Тумбы имеют бескаркасную конструкцию: к сварной раме, установленной на регулируемых по высоте ножках, крепятся стальные, покрытые белой эмалью облицовки, накрываемые сверху, листом из нержавеющей стали. Внутри тумб смонтированы чугунные кронштейны, на которые с помощью пустотелых цапф устанавливается котел. В правой тумбе размещен поворотный механизм, посредством которого котел наклоняется вперед для слива содержимого и назад, обеспечивая доступ к тэнам. В левой тумбе размещена панель с электроаппаратурой.
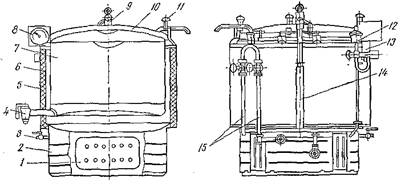
Рисунок 4 – Котел пищеварочный КПЭ – 100: 1 – парогенератор; 2 – постамент; 3 – Кран уровня; 4 – кран сливной 5 – облицовка; 6 – корпус котла; 7 – варочный сосуд; 8 – электроконтактный манометр; 9 – клапан – турбинка; 10 – крышка; 11 – накидной винт 12 – заливная воронка; 13 – предохранительный клапан; 14 – противовес;15 – трубопроводы. Это опрокидывающийся стационарный котел (рисунок 4), который состоит из варочного сосуда, выполненного из нержавеющей стали, наружного корпуса из листовой конструкционной стали, облицовки и постамента. Замкнутое пространство между варочным сосудом и наружным корпусом служит пароводяной рубашкой. В пространстве между наружным корпусом и облицовкой уложена теплоизоляции. К нижней части наружного корпуса приварен корпус парогенератора, в котором на отдельном щитке смонтированы шесть трубчатых электронагревателей (тэнов). Герметичность достигается за счет установки паронитовой прокладки между фланцем корпуса парогенератора и щитком. Варочный сосуд закрывается откидной, закрепленной на валу шарнира двустенной крышкой, уравновешенной противовесом. Плотное прилегание крышки обеспечивается прокладкой из термостойкой пищевой резины, уложенной в канавке крышки, и накидными винтами. Для слива промывочных вод из варочного сосуда имеется сливной кран с сеткой.
Рисунок 5 - Внешний вид котла КПЭ – 160, КПЭ – 250 По внешнему виду (рисунок 5), конструкции, электрической схеме (различаются только мощностью тэнов) котел КПЭ-160 не отличается от котла КПЭ-100, различны лишь установочные размеры котла и станции управления. Монтаж котла КПЭ-160 осуществляется аналогично монтажу котла КПЭ – 100. Конструктивно котлы КЭ – 100, КЭ – 160, КЭ – 250 выполнены аналогично и различаются лишь длиной варочного сосуда. Котлы предназначены для приготовления бульонов, овощей, гарниров с использованием функциональных емкостей, а также для приготовления первых блюд, напитков и кипячения молока на предприятиях общественного питания. Котлы КЭ имеют номинальную вместимость варочного сосуда 100, 160 и 250 дм3. Котлы электрические, с косвенным обогревом стенок, опрокидывающиеся являются наиболее совершенные, за базовый вариант целесообразно принять котел пищеварочный электрический – КПЭ-60. 2. Описание конструкции проектируемого аппарата 2.1 Описание конструкции проектируемого аппарата
Рисунок 6 – Котел пищеварочный КПЭ – 60: 1 – варочный сосуд; 2 – наружный корпус; 3 – пароводяная рубашка; 4 – днище – диск наружного корпуса; 5 – тэны; 6 – носик; 7 – съемная крышка; 8 – наружный кожух; 9 – тепловая изолиния; 10 – чугунная вилкообразная станина; 11 – стойка станины; 12 – механизм для поворота котла; 13 – маховик с рукояткой; 14 – водопроводная труба; 15 – водозапорный вентиль; 16 – поворотная трубка – головка; 17 – кран уровня; 18 – манометр; 19 – двойной предохранительный клапан; 20 – заливная воронка. Опрокидывающийся пищеварочный котёл КПЭ-60 (рисунок 6) состоит из варочного сосуда 1 и наружного корпуса 2, на съемном днище 4 которого смонтированы три тэна 5, находящиеся во время работы котла в воде. Съемное днище дает возможность быстро заменять тэны. Пароводяная рубашка 3 до определенного уровня заполняется дистиллированной или кипяченой водой (в количестве 3—11 л). При недостаточном количестве воды в рубашке тэны оголяются, выходят из строя, так как они не рассчитаны на работу в воздушной среде. Поэтому включать тэны в электросеть следует лишь после того, как проверен уровень воды в пароводяной рубашке. Максимальный уровень давления в рубашке поддерживается паровым предохранительным клапаном 19 и контролируется манометром 18. Рубашка представляет собой герметичный объем, примыкающий с внешней стороны к обогреваемой поверхности. Промежуточным теплоносителем служит влажный насыщенный пар. Поддерживая в рубашке постоянное давление, обеспечивает абсолютное изотермическое поле на стенке варочного сосуда, так как изобарный процесс для влажного насыщенного пара одновременно является и изотермическим. Если при этом рассматривать различные зоны рубашки, то в них лишь изменяется степень сухости пара при строго постоянной температуре. Температура пара регулируется путем изменения давления, с помощью электроконтактного манометра. При этом учитывается, что при наличии в рубашке воздуха температура греющего пара определяется парциальным давлением пара в паровоздушной смеси и меньше температуры кипения, соответствующей общему давлению. Чтобы исключить корректировку манометрических датчиков, осуществляют продувку рубашек. Эта операция заключается в вытеснении воздуха из рубашки паром в период пуска котла в работу. Кипяченая вода, залитая в парогенератор котла до крана уровня, нагревается тэнами до кипения и частично превращается в насыщенный пар, который, соприкасаясь со стенками варочного сосуда, конденсируется. Освобождающаяся при этом энергия расходуется на нагрев варочного сосуда и нагруженных в него продуктов, а конденсат вновь стекает в парогенератор. При выключении котла и охлаждении паровой рубашки в результате конденсации пара резко понижается давление до значений значительно меньше атмосферного. В этом случае наружная стенка рубашки испытывает внешнее давление атмосферного воздуха, работает на смятие и может деформироваться по условиям потери устойчивости. Для исключения этой деформации рубашки снабжают вакуумным клапаном. Двойной предохранительный клапан (рисунок 7) состоит из парового клапана, срабатывающего на верхний предел давления и предохраняющего рубашку от взрыва, и вакуумного клапана, выравнивающего давление в рубашке с атмосферным при выключении котла и предохраняющего рубашку от смятия, оба клапана смонтированы в одном корпусе.
Рисунок 7 - Принципиальная схема устройства двойного предохранительного клапана: 1 – корпус; 2 – золотник парового клапана; 3 – грузовая втулка; 4 – крышка; 5 – рубашка котла; 6 – золотник вакуумного клапана; 7 – седло вакуумного клапана; В нижней части котла установлен кран уровня 17, предназначенный для контролирования уровня воды, заливаемой в пароводяную рубашку. Нижний уровень воды в пароводяной рубашке контролируется автоматически с помощью электрода (защита от «сухого хода»). Автоматическая защита от «сухого хода» должна: ─не допускать включения котла при недостаточном покрытии тэнов водой; ─ отключать котел от электрической сети при понижении воды в пароводяной рубашке ниже допускаемого уровня, а также при опрокидывании котла; ─ оповещать световым сигналом обслуживающий персонал о недостаточном уровне воды в пароводяной рубашке. При работе котла может быть осуществлено два режима регулирования нагрева, которые могут быть заданы с помощью тумблера, находящегося на станции управления: Режим 1 – доведение содержимого котла до кипения на полной мощности и затем автоматическое переключение на 1/6 мощности для доваривания. Этот режим используется при варке супов, борщей и других блюд. Режим 2 — доведение содержимого до кипения па полной мощности, а затем доваривание за счет аккумулированного тепла при отключенном котле от электрической сети. Этот режим используется при варке каш. 2.2 Описание электрической схемы проектируемого аппарата Электрическая схема пищеварочного котла КПЭ-60 (рисунок 8). При замыкании пакетного переключателя Q напряжение из сети поступает через переключатель режима работы S на трансформатор и загорается лампа H1, сигнализирующая о включении котла.
Рисунок 8 - Электрическая схема котла КПЭ – 60 Если уровень воды в парогенераторе достигает электрода Е4, цепь катушки реле К3 замыкается, реле срабатывает и его контакты К3.1, К3.2, К3.3 изменяют свое положение. Через замкнувшийся контакт К3.1 поступает питание на катушку магнитного пускателя К1, который, замыкая силовые контакты К1.1, К1.2, К1.3, включает тэны E1, E2, Е3 на полную мощность. Размыкающий контакт К1.4 в цепи катушки реле К2 исключает одновременное включение реле К2 и магнитного пускателя К1. Контакты К3.2 и К3.3, размыкаясь, разрывают соответственно цепь катушки реле К4 и сигнальной лампы Н2. При достижении в рубашке котла верхнего заданного предела давления замыкается контакт В электроконтактного манометра и включается реле К.4, контакты которого К4.1, К4.2, К4.3. Контакт К4.1, разомкнувшись, отключает катушку реле К3 и его контакты К3.1, К3.2, К3.3 возвращаются в исходное положение. При этом разрывается цепь питания магнитного пускателя К1, размыкаются его силовые контакты К1.1, К1.2, К1.3 и замыкается контакт К1.4. Одновременно замыкается контакт К4.2 и к сети будет подключено силовое реле К2 (если переключатель режима работы будет установлен на режим РII, реле К2 не включится, и тэны будут полностью выключены). Контакты реле К2 поменяют свое положение. Через контакты К2.1 и К2.3 включатся последовательно два тэна E1 и Е2. Это будет соответствовать 1/6 в мощности нагрева. Разомкнувшийся контакт К2.4 дополнительно исключит возможность включения магнитного пускателя К1, а контакт К2.5 подготовит к включению реле К3. При понижении давления в пароводяной рубашке до нижнего предела замкнется контакт между указательной стрелкой электроконтактного манометра и задатчиком нижнего предела давления, включится реле К3, его контакт К3.1 замкнется, а контакты К3.2 и К3.3 разомкнутся. Если уровень воды в парогенераторе понизится ниже электрода Е4, цепь питания катушек реле К3 или К4 оборвется и станет невозможным включение соответственно магнитного пускателя К1 или реле К2, красная сигнальная лампа Н2 загорится (сухой ход). В этом случае необходимо рукоятку переключателя 5 поставить в положение «Выключено» и долить в рубашку котла воду до уровня контрольного крана. 2.3 Правила эксплуатации проектируемого аппарата Перед включением аппарата в работу проверяют: ─ уровень воды в пароводяной рубашке (парогенераторе); ─ надежность соединения корпуса аппарата с заземляющей шиной; ─ состояние защитной, предохранительной и указывающей арматуры; ─ санитарное состояние варочного сосуда. Порядок включения котла в работу: ─ открывают продувочный кран или кран на заливной воронке. Оставляют открытым до полного удаления воздуха из пароводяной рубашки, т.к. наличие воздуха в рубашке снижает теплоотдачу от пароводяной смеси к стенкам котла и увеличивает время его разогрева; ─ варочный сосуд заполняют кипяченой водой на 100—120 мм ниже уровня верхней крышки. При использовании не кипяченой воды на стенках котла и тэнах быстрее образуется накипь, которая ухудшает теплопередачу, удлиняет время варки продуктов и ускоряет выход котла из строя. Когда из крана уровня появится вода, заполнение пароводяной рубашки прекращают. После этого рычагом приподнимают над седлом предохранительный клапан, чтобы не допустить его прикипания; ─ эектрические котлы включают нажатием кнопки «Пуск» с предварительным включением режима работы; ─ здать верхний и нижний пределы давления (как правило, устанавливаются один раз, но контролируются ежедневно). В процессе работы аппарата контролируют: ─ давление в греющей рубашке и в рабочей камере аппарата; ─ медленный разогрев при нормальной работе теплогенерирующего устройства свидетельствует о недостаточной продувке рубашки или чрезмерном загрязнении тепловоспринимающей поверхности (накипь). После окончания процесса варки: ─ за 5...10 мин до окончания работы опрокидывающихся котлов прекращают нагрев, нажав кнопку «Стоп»; ─ затем снимают крышку, осторожно вращая маховик поворотного механизма, переворачивают котел и выгружают его содержимое в подставленную тару. В герметически закрытых котлах; ─ рабочую камеру промывают слабым раствором соды и просушивают; ─ внешние поверхности протирают мягкой тканью; ─ промывают пароотвод. Регламентные профилактические работы, согласно инструкции по эксплуатации, выполняются механиком по утвержденному графику. 3. Расчетная часть проекта 3.1 Тепловой баланс Тепловая мощность аппарата Qзатр, Q’затр, Вт, составляет Qзатр=Q1+Q5+Q6,(1.0) Q’затр=Q’1+Q’5,(1.1) Где Qзатр и Q’затр – тепловая мощность аппарата в период разогрева и при стационарном режиме, Вт; Q1, Q’1 – полезно используемая тепловая мощность для нагрева продукта до температуры кипения и его варку, Вт; Q5 и Q’5 – потери тепла в окружающую среду наружными поверхностями при разогреве котла и при стационарном режиме, Вт; Q6 – расход тепла на нагрев конструкции котла и нагрев воды в парогенераторе и пароводяной рубашке, Вт; Полезно используемая тепловую мощность определяем по формуле Q1=(Gв× (tк-tн)+∆W×r)/τ ,(1.2) Q’1=(∆Wисп r)/ τ’,(1.3) гдеGв – количество нагреваемой воды, кг; св – теплоемкость воды, Дж/кг*К; tк – конечная температура воды, С; tн – начальная температура заливаемой воды в котел, С; ∆Wисп и ∆W – количество пара, ушедшего через неплотности в атмосферу в период разогрева и в период кипения при варке; r – теплота парообразования воды, Дж/кг; τ – время разогрева, с; τ’ – время термообработки, с; Количество нагреваемой воды определяем по формуле Gв=V×k×g/1000,(1.4) гдеV – объем варочного сосуда, л; K – коэффициент заполнения котла, К=0,85…0,9; g – плотность воды; Gв=60×0.85×1000/1000=51 кг, Q1=(51×4180×(100-20)+2×2257600)=21569,6 кДж, Q’1=2×2257600=4515,2 кДж. Потери тепла в окружающую среду наружными поверхностями при разогреве котла определяем по формуле Q5= ∑ λι ×F ι(tnι – t0)*τ, (1.5) где λι – коэффициент теплоотдачи от поверхности ι – го элемента в окружающею среду, Вт/м2 К; F ι – площадь поверхности ι – го элемента, м2; tnι – средняя температура поверхности ι – го элемента за время разогрева от начальной температуры до температуры кипения, К; Q5=(0,78×11,51(45-20)+1,4×10,63(32,5-20))×3600=(224,4+186,025)×3600=1477,53 кДж. Потери тепла в окружающую среду наружными поверхностями при разогреве при стационарном режиме определяем по формуле Q’5= ∑ λ’ι ×F ι(tnι – t0)*τ’,(1.6) где λ’ι – коэффициент теплоотдачи от поверхности ι – го элемента в окружающею среду, Вт/м2 К; F ι – площадь поверхности ι – го элемента, м2; tnι – средняя температура поверхности ι – го элемента за время разогрева от начальной температуры до температуры кипения, К; Q’5=(0,78×13,28(70-20)+1,4×11,51(45-20)×1800)=1657,3 кДж. Расход тепла на нагрев конструкции котла и нагрев воды в парогенераторе и пароводяной рубашке определяем по формуле Q6= ∑Мι ×сι (tк – tн),(1.7) гдеМι – масса ι – го элемента металлоконструкции, кг; сι – теплоемкость ι – го элемента, Дж/кг*К; ∆t – разность конечной и начальной температур ι – го элемента; Q6=(80×461(83-20)+10×921(85-20)+10×4187(110-20))=2323440+598650+3768300=6690,3 кДж. К расчету принимаем Q1=21569,6 кДж (1.2, с. 16), Q5=1477,53 кДж (1.5, с. 16), Q6=6690,3 кДж(1.7, с. 17) Qзатр=21569,6+1477,53+6690,3=29737,4 кДж, К расчету принимаем Q’1=4515,2 кДж (1.4, с. 16), Q’5=1657,3 кДж (1.6, с. 17), Q’затр=4515,2+1657,3=6172,5 кДж. 3.2 Расчет Тэнов Порядок расчета ТЭНа выполняется в три этапа: ─ определение размера трубки; ─ расчет размера проволоки; ─ определение размеров спирали. Длина активной части трубки ТЭНа LА, м, составляет LА=P/(π×Dт×Wт),(2.1) где Dт – диаметр трубки ТЭНа, м. LА=3000/3,14×0,016×105=0,59 м. Длина активной части трубки ТЭНа LAO,м, после опрессовки составляет LAO= LА / φ,(2.2) где φ – коэффициент удлинения трубки в результате опрессовки, φ=1,15. LAO= 0,59/1,15=0,51 м, Полную развернутую длину трубки после опрессовки LТ,м, определяем по формуле LТ=LА+2Lп,(2.3) где Lп – длина пассивного конца трубки ТЭНа, м. LТ=0,59+2×0,1=0,79 м, Электрическое сопротивление проволоки тэна R, Ом, после опрессовки составляет R=U2/P,(2.4) гдеU – напряжение сети, В; P – мощность одного тэна, Вт. R=3802/3000=144400/3000=48,1 Ом, Электрическое сопротивление проволоки тэна R0, Ом, до опрессовки составляет R0 = λr×R,(2.5) где λr – коэффициент изменения сопротивления проволоки в результате опрессовки, λr =1,3. R0= 1,3×48,1=62,53 Ом, Удельное сопротивление проволоки gt,Ом*м, при рабочей температуре определяем по формуле gt= g20 (1+ λ(t-20)),(2.6) где g20 - удельное сопротивление проволоки при рабочей температуре 20 C, Ом*м; λ – температурный коэффициент, учитывающий изменение удельного сопротивления проволоки при изменении температуры, град-1; t – рабочая температура проволоки, С. gt= 1,10×10-6 (1+0,14*10-3(950-20))=1,24*10-6 Ом*м, Диаметр проволоки ТЭН d, м, определяем по формуле d= 3√(4gt ×P2 / π2 Wп U2),(2.7) гдеd – диаметр проволоки ТЭН, м. d= 3√(4*1,24*10-6 (3000)2 )/(9,8*18*104 (380)2)=0,00055 м, Принимаем d=0,0006 м, Определяем длину проволоки ТЭН Lпр,м, из выражения Lпр=0,785× R0×d2пр / gт,(2.8) где Lпр – длина проволоки ТЭНа. lпр= 0,785×62,53×(0,0006)2/1,24×10-6=11,7 м Проверяем значение фактической удельной поверхностной мощности на проволоке из выражения Wпф=P/ π dпр lпр ,(2.9) Wпф=3000/3,14×0,0006*11,7=136098 Вт/м2. Длину одного витка спирали lв, м, определяем по формуле lв=1,07* π (dc +dпр),(2.10) где1,07 – коэффициент увеличения диаметра спирали после снятия ее со стержня намотки. dc – диаметр стержня намотки, м, выбирают из конструктивных соображений dc=0,003…0,006 м. lв=1,07*3,14*(0,006+0,0006)=0,022м, Количество витков спирали n, шт, составляет n= lпр / lв,(2.11) гдеn – количество витков спирали, шт n=11,7/0,022=532 шт, Расстояние между витками спирали a, м, определяем по формуле a= LА – n× dпр / n ,(2.12) а= (0,59-532×0,0006)/532=0,0007 м, Шаг спирали s, м, определяем по формуле S=a+ dпр ,(2.13) гдеs – шаг спирали, м. S= 0,0007+0,0006=0,0013, Коэффициент шага Кш, определяем по формуле Кш = S/ dпр ,(2.14) гдеКш – коэффициент шага. Кш = 0,0013/0,0006=2,2, Коэффициент стержня намотки Кс, определяем по формуле Кс=dc/ dпр ,(2.15) гдеКс - коэффициент стержня намотки. Кс=0,006/0,0006=10, Диаметр спирали ТЭНа dсп, м, составляет dсп = dпр (Кс +2),(2.16) гдеdсп – диаметр спирали ТЭНа, м. dсп = 0,0006×(10+2)=0,0072 м, Общая длина проволоки l0, м, с учетом навивки на концы контактных стержней по 20 витков составляет l0= lпр +2×20lв ,(2.17) гдеl0 – общая длина проволоки, м. 3.2 Расчет КПД Коэффициент полезного действия η, %, в период разогрева котла, определяем по формуле η = (Q1×100)/Q,3.1) гдеη – коэффициент полезного дейстивия, %. η = 21569,6/29737,4 ×100=72,5%, Коэффициент полезного действия η’, %, в стационарном режиме, определяем по формуле η’= (Q’1×100)*Q’,(3.2) η’= 4515,5/6172,5×100=73,1%. Заключение Процессы термической обработки самые важные на предприятиях общественного питания. Самыми распространенными процессами термической обработки являются варка и жарка. Варка – наиболее распространенный процесс термической обработки, с помощью варки можно приготовить первые, вторые, третьи блюда. С ее помощью можно довести до кулинарной готовности любой продукт или полуфабрикат. Для того, чтобы процесс варки осуществлять на современном технологическом уровне целесообразно использовать специализированное оборудование, а именно пищеварочные котлы. Первый способ термической обработки осуществляется в наплитной посуде. Однако при варке в наплитной посуде достаточно низкий КПД, очень большие трудозатраты. В частности в наплитной посуде максимальный объем используемой посуды 20 литров, в пищеварочных котлах есть емкости объемом 250 литров. Поэтому такой способ варки нецелесообразно использовать в предприятиях общественного питания. Второй путь заключается в варки продукции в пищеварочных аппаратах. По организационно – техническому признаку варочные аппараты подразделяют на аппараты: непрерывного действия, периодического действия. Наиболее совершенные аппараты это аппараты периодического действия. По давлению греющей среды в рабочей камере различают варочные аппараты, работающие: при атмосферном давлении, при избыточном давлении, при вакууме. На предприятиях общественного питания лучше использовать котлы с атмосферным давлением или с избыточным давлением. Так как в процессе варки непосредственно в содержимое котла, необходимо постоянно добавлять дополнительные ингредиенты. По способу обогрева стенок рабочей камеры аппараты делят: c непосредственным обогревом стенки, с косвенным обогревом стенки. На данный момент лучше использовать аппараты с косвенным обогревом, так как в них не происходит подгорание продуктов. Наибольшее распространение на предприятиях общественного питания получили котлы с электрическим электроносителем. По конструктивным особенностям котлы разделяют на: опрокидывающиеся и неопрокидывающиеся. Наибольшее распространение получили котлы опрокидывающиеся, в силу их большей универсальности на предприятиях общественного питания. В данном курсовом проекте рассмотрен ряд варочных аппаратов: КПЭ 40, КПЭ 60, КПЭСМ 60, КПЭ 100, КПЭ 160, КПЭ 250. По приведенному выше обзору и сравнительному анализу аппаратов для варки было решено проектировать котел пищеварочный электрический – КПЭ – 60. В данном курсовом проекте приведена конструкция проектируемого аппарата, дано описание электрической схемы, даны правила эксплуатации проектируемого аппарата. Приведен расчет теплового баланса, расчет тэнов, расчет КПД. По итогом расчетов номинальная мощность в период разогрева составила 8 кВт, мощность в период варки 1,3 кВт. Также дана техническая характеристика проектируемого аппарата. Список использованных источников 1. А.Н. Вышелесский «Тепловое оборудование предприятий общественного питания», Москва – 1970; 2. А.А. Мельников «Курсовое проектирование электротепловых аппаратов», Москва – 1980; 3. С.В. Некрутман, В.П. Кирпичников, Г.Х. Леенсон «Справочник механика предприятий общественного питания», Москва – 1983; 4. В.А. Дорохин «Тепловое оборудование предприятий общественного питания», Москва – 1987; 5. М.И. Беляев «Оборудование предприятий общественного питания», Москва – 1990; 6. Н.Н. Липатов, М.И. Ботов, Ю.Р. Муратов «Тепловое оборудование предприятий общественного питания», Москва – 1994; 7. М.И. Ботов, В.Д. Елхина, О.М. Голованов «Тепловое и механическое оборудование предприятий торговли и общественного питания », Москва – 2002; 8. В.З.Порцев “Расчет конструктивных параметров электрических нагревательных элементов и генераторов излучения”, Екатеринбург – 2001; 9. В.М.Супрун “Методическое указание к выполнению курсового проекта для специальности 27.11 всех форм обучения” Свердловск – 1992; 10. В.З.Порцев, Г.Ф. Фролова, И.Ф. Решетников “Структура и правила оформления текстовых документов” Екатеринбург – 2005 |