Курсовая работа: Майстерня по ремонту холодильників
Курсовая работа: Майстерня по ремонту холодильників
Вступ
Технічні стандарти визначають поняття «технічне обслуговування» як:
комплекс дій спрямованих на підтримку діючого стану пристрою чи механізму, а
також відновлення їх здатності виконувати певні втрачені функції.
Згідно з цим визначенням технічне обслуговування холодильних установок
об'єднує наступні дві операції: з одного боку, це власне технічне
обслуговування, що дозволяє підтримувати установку в такому стані, що дає їй
можливість продовжувати безперервну нормальну роботу, а з іншого боку, це
ремонт, який відновлює нормальну
працездатність деякої установки після відмови або аварії.
Загалом потрібно зазначити, що бізнес, пов'язаний з обслуговуванням
холодильного устаткування, в нашій країні перебуває у стані зародження, проте
зі зростанням потреб і збільшенням загальної платоспроможності громадян та
підприємств, цей ринок буде однозначно зростати.
Сьогодні можна розрізнити наступні групи людей та організації, що задіяні
у сфері технічного обслуговування холодильного обладнання:
1. «Воїн-одинак» – зазвичай професіонал
високого рівня, «мультиінструменталіст», який бере на себе обслуговування
техніки клієнта за певну плату. Проте, як правило, ця особа обслуговує не
тільки і інші об'єкти, що
призводить до періодичних криз у роботі – в результаті якість обслуговування є
не надто високою.
2. «Напарники» – покращений варіант
попереднього випадку, зазвичай два, рідко три майстри. За
рахунок збільшення ступенів свободи рівномірність обслуговування підвищується,
але по суті присутні ті ж самі проблеми.
3. «РМК» – тобто ремонтно-монтажний
комбінат, – це тип організації, яка працювала в соціалістичному суспільстві. В
свій час «РМК» були абсолютними монополістами,
проте з розгортанням ринкових відносин неможливість здорово конкурувати, а
також відплив найкращих кадрів – надзвичайно послабили цю форму організації на
нашому просторі.
4. «Бригада» – організація, яка виникає
навколо одного або двох людей. В даному
випадку визначну роль грає грамотний менеджер, який має можливість зібрати
навколо себе якісних працівників та будучи самим висококласним фахівцем, опікує
групу людей, навчає їх та курирує їхню роботу. Подібні
групи зустрічаються в обслуговуванні мереж супермаркетів та інших промислових
груп.
5. Звісно також обслуговуванням, як
правило гарантійним, займається виробник (сервісний цент). Проте зазвичай після
закінчення гарантійного терміну на встановлене обладнання, закінчується і
сервісне обслуговування. Обслуговування
– справа кропітка та не надто прибуткова, і тому при нестачі робочої сили – фірма
завжди схиляється в бік клієнтів з недавно придбаним устаткуванням.
Зауважимо, що хоча переліки робіт, які необхідно періодично проводити в
процесі технічного обслуговування, досить великий – без технічного
обслуговування «пробіг» будь-якого обладнання знижується в рази. А точкові
ремонти випадковими механіками часто призводять до передчасного виходу техніки
з ладу.
1. Організація ремонту
холодильного обладнання
1.1 Типи ремонтів та
їх організація
Ремонт побутових холодильників і морозильників, в залежності від
складності та умов виконання, підрозділяється на ремонт, який можна провести
безпосередньо у споживача, і на ремонт у майстерні.
До першого виду ремонту відноситься виправлення несправностей шляхом
нескладної заміни деталей або шляхом регулювання (здійснюється на місці
експлуатації). До другого виду належить ремонт, який за своєю складністю не
може бути виконаний у домашніх умовах і тому потребує перевезення об’єкту
ремонту до спеціалізованої майстерні.
Ремонт холодильників і морозильників в період гарантійного терміну служби
проводиться ремонтними підприємствами на договірних засадах із
заводом-виробником. Порядок
ремонту при цьому регламентується умовами договору і діючими положеннями,
заводськими інструкціями і керівництвом по ремонту.
У післягарантійний період експлуатації обслуговування та ремонт побутових
холодильників і морозильників проводиться ремонтними підприємствами служби
побуту за індивідуальними замовленнями власників приладів або установ, які
експлуатують ці вироби. Порядок
виконання та видачі замовлень визначається діючими положеннями міністерств
побутового обслуговування населення союзних республік.
Організація ремонту холодильників і морозильників включає
наступні заходи:
1)
оснащення спеціалізованих цехів і ділянок по ремонту холодильників
і морозильників і холодильних агрегатів необхідним обладнанням, що забезпечує
необхідну якість ремонту;
2)
забезпечення лінійних механіків необхідним інструментом і
приладами, запасними частинами до холодильника і морозилки;
3)
призначення на посади лінійних майстрів кваліфікованих
механіків і постійне підвищення їх кваліфікації;
4)
чітку роботу матеріально-технічного обслуговування з метою
своєчасного і повного задоволення потреб ремонтних підприємств в запасних
частинах, матеріалах і обладнанні;
5)
впровадження нових форм обслуговування: абонементного,
ремонту холодильників і морозильників вдома у користувача шляхом заміни
дефектних вузлів і деталей на заздалегідь відремонтовані або нові, ремонту
«сьогодні на сьогодні» і ін.
Недотримання умов експлуатації може призвести до погіршення технічних
показників холодильників і морозильників. Тому до
огляду приладу слід докладно дізнатися у споживача його зауваження по роботі
холодильника або морозилки і перевірити умови його експлуатації:
·
напруга в електромережі і величину коливань напруги протягом
доби при працюючому холодильнику або морозилці. Допускаються
зміни напруги в межах 187-242 В. Вимірювання напруги проводиться включенням
вольтметра в розетку електромережі;
·
відсутність опалювальних приладів поблизу холодильника або
морозильника;
·
наявність доступу повітря для охолодження конденсатора і
мотор-компресора;
·
щільність прилягання двері шафи і відсутність зазору між
ущільнювачем двері і площиною шафи;
·
відсутність «шуби» на випарнику;
·
правильне кріплення трубки сильфона терморегулятора,
надійність контакту між штепсельної виделкою
холодильника або морозилки і розеткою електромережі.
Після перевірки умов експлуатації слід приступити до дефектації
холодильника або морозильника.
1.2 Прийом та зберігання
ремонтного фонду
Організація приймання, виконання ремонту і видача холодильників або
морозильників повинні забезпечувати максимальні зручності для користувачів і
мінімальну витрату їх часу.
При оформленні заявок вказують характер дефекту, модель холодильника або
морозильника, заводський номер, рік випуску і т.д., встановлюють прийнятний
термін приїзду механіка для перевірки стану приладу. Заявку
передають механіку, який отримує необхідні запасні частини зі складу.
Номенклатура і розміри незнижуваного запасу вузлів обмінного фонду
встановлюються ремонтними підприємствами. При
цьому обов'язково виходять із структури і інтенсивності відмов побутових
холодильників і морозильників, що надходять у ремонт за врахований календарний
період.
Отримане для ремонту холодильне обладнання, а також запасні частини
зберігають у сухому опалювальному приміщенні на стелажах або спеціальних
підставках, підвішеними, в законсервованому або розпакованому вигляді в
залежності від пропонованих вимог до зберігання тієї або іншої деталі, а також
від термінів зберігання.
Враховуючи велику різноманітність моделей холодильників, рекомендується
розміщувати запасні частини в коморі окремо за моделями. При
цьому різні вузли, вироби та окремі деталі даної моделі холодильника слід зберігати
окремо.
Холодильні агрегати слід зберігати в упаковці або на спеціальних
підставках з загорнутим випарником для запобігання його від пошкодження.
Мотор-компресори поставляються з вихідними патрубками
та з певною дозою масла (кількість заправленого масла зазначається в технічному
паспорті, проте за погодженням компресори можуть постачатися без масла) і під
невеликим надлишковим тиском фреону або сухого азоту. Тому всі
патрубки повинні бути запаяні. У
випадку відкриття запаяних патрубків або відсутності в кожусі мотор-компресора
фреону (азоту) подальше зберігання його не рекомендується. При
монтажі такий мотор-компресор необхідно продути фреоном, а масло висушити або
замінити новим.
Компресор з ротором слід зберігати в законсервованому
вигляді і в упаковці, яка захищає його від корозії.
Компресори постачають з вихідними патрубками, закритими заглушками, і з
повною дозою мастила.
Випарники зберігають загорнутими (кожен
окремо) на стелажах, ретельно оберігаючи від ушкоджень і зволоження. Патрубки
випарника повинні бути заглушеними.
Електродвигуни (статори і ротори) треба
зберігати в герметичній упаковці, ретельно оберігаючи від зволоження та
корозії, роздільно по напрузі. Осушувальні цеолітові патрони звичайно
поставляють у регенерованому вигляді з заглушеними кінцями і в упаковці, що
допускає їх тривале зберігання. Таке постачання має супроводжуватися
відповідною документацією, в іншому випадку патрони перед збіркою треба
обов'язково регенерувати. Регенеровані
та нерегенеровані патрони слід зберігати окремо.
Дверні ущільнювачі з полівінілхлоридного пластикату або
гуми необхідно зберігати в підвішеному стані, забезпечивши збереження
конфігурації ущільнювача. Для
цього ущільнювач підвішують на фанерну або картонну планку, вирізану по ширині
ущільнювача і вставлену в паз. Ущільнювачі
з магнітними вставками слід оберігати від налипання на них металевої стружки
або дрібних предметів. Дверні
ущільнювачі не можна змащувати. Рекомендується оберігати ущільнювачі від дії
сонячних променів.
Вироби із пластмас – холодильні камери, внутрішні
панелі дверей, лицювальні накладки і інші не повинні піддаватися різким
коливанням температури. Невеликі вироби повинні бути загорнуті в м'який папір і
акуратно складені на стелажах. Облицювальні
накладки повинні лежати без провисання і без нагромадження один на одного. Панелі
дверей варто зберігати у вертикальному положенні в осередках стелажа, окремо
кожну панель або в крайньому випадку по кілька штук з прокладеної між кожною
панеллю папером.
Терморегулятори рекомендується зберігати в
прохолодному місці в упаковці, що оберігає трубки сильфона від пошкодження.
Електронагрівачі генераторів
рекомендується зберігати окремо по напрузі.
Окремі деталі компресорів – корпуси, колінчаті вали, поршні,
клапани – повинні зберігатися окремо за типами компресорів, в законсервованому
вигляді (змазаними, загорнутими) і акуратно складеними на стелажах. Допускається
зберігання деталей у розгорнутому вигляді, зануреними у рефрижераторне масло
марки ХФ-12-16.
2. Технологічна
частина
2.1 Огляд приміщення
спеціалізованої майстерні
У зв'язку з різким збільшенням парку побутової техніки в населення і
відповідним зростанням обсягів послуг з ремонту побутових холодильників в
окремих випадках існує необхідність капітального ремонту холодильників
(наприклад у випадку браку), а також відновлювального ремонту після закінчення
гарантійного терміну холодильного агрегату.
Відновлення холодильних агрегатів знижує потребу в установці нових
агрегатів, дозволяє створити обмінний фонд, що в свою чергу скорочує терміни ремонту
і знижує його вартість. Крім
того, відновлення холодильних агрегатів холодильників застарілих марок, але
тих, що ще знаходяться в експлуатації, дає можливість продовжити термін служби
побутової техніки. Також
актуальним є використання комплексно-механізованої потокової лінії з ремонту
холодильного обладнання. Даний
вид ремонту (при достатньому завантаженні) в порівнянні з індивідуальним
методом забезпечується спеціалізацією виконавців, обладнанням та стендами, що
сприяє підвищенню продуктивності праці, покращення якості та зниження
собівартості ремонту. Схема
технологічного процесу складається з основних виробничих ділянок і включає
перелік обладнання та виробничих операцій. Крім
того, в технологічному процесі визначені основні параметри (час, температура,
тиск, вологість тощо), яких необхідно дотримуватися при виконанні тих чи інших
операцій.
Технологічним процесом передбачається ремонт холодильних агрегатів з
відновленням окремих, тих що вийшли з ладу складальних одиниць або заміною їх
новими.
Відновлювального ремонту при його економічній доцільності підлягають всі
дефектні вузли, за винятком статорів електродвигунів, ремонт яких повинен
здійснюватися в спеціалізованих майстернях, укомплектованих необхідним
обладнанням та контрольно-вимірювальною апаратурою.
Так, фільтр капілярної трубки і цеолітовий осушувальний патрон у всіх
випадках замінюють новими (або відновленими). Цеолітовий
патрон встановлюють за наявності у випарнику селікагелевого осушувача.
У технологічний процес введено такі технологічні операції і прогресивні
методи перевірки і ремонту, що дозволяють скоротити час ремонту агрегату і
підвищити його якість: двостадійне вакуумування холодильних агрегатів; осушка
хладону і олії перед заповненням холодильного агрегату; визначення сухості (вмісту
вологи) хладону за допомогою індикатора ; нові
марки припоїв для зварювання стиків холодильного агрегату; нові методи
дефектації та контролю якості мотор-компресорів та агрегатів у зборі;
застосування сухого повітря; застосування приєднувальних пристроїв для
холодильних агрегатів; нове обладнання, призначене для ремонту та перевірки
холодильних агрегатів.
Так, завдяки застосуванню вакуумування у дві стадії, регенерації
цеолітових патронів значно скорочується час вакуумування, не проводиться сушка
холодильних агрегатів у шафах, що також значною мірою спрощує організацію
потоку. Відмовитися від сушіння агрегатів у
шафах дозволяє проведення комплексу операцій: осушка хладону, масла;
регенерація цеолітового патрона; отримання глибокого вакууму при вакуумуванні в
дві стадії; продування агрегатів сухим повітрям; попереднє сушіння основних
вузлів.
1. Ділянка дефектації. Операції, що виконуються на
ділянці:
Ø
демонтаж реле, очищення прохідних контактів від забруднення і
перевірка відсутності замикання електроланцюзі двигуна на корпус;
Ø
мийка холодильного агрегату для видалення забруднень;
Ø
визначення несправності;
Ø
випуск хладону та зливання масла;
Ø
складання дефектної відомості.
Обладнання ділянки дефектації:
1)
майданчик для складування холодильних агрегатів, що надходять
у ремонт, а також для підвісних візків;
2)
верстак з монорейкою і тельфером для перевірки агрегату на
відсутність замикання електроланцюзі на корпус, мегомметр, паяльник;
3)
кабіна для миття агрегату;
4)
ділянка перевірки агрегату, обладнаний приладом СХ-1 або
СХ-2, стендом перевірки на холодо-продуктивність і стендом перевірки запуску та
потужності;
5)
ванна з гарячою водою, обладнана монорейкою з тельфером,
місцевим освітленням у водонепроникному виконанні, з підведенням стисненого
повітря;
6)
ділянка (ізольований) для зливу масла й випуску хладону,
обладнаний витяжною вентиляцією з підводом стисненого повітря.
Для визначення несправності агрегату необхідно:
- перевірити
відсутність замикання електричного кола на корпус (виконується обов'язково до
включення агрегату в електромережу) з метою запобігання працівника від
можливості ураження струмом;
- запустити
двигун (без реле) і перевірити електричні показники: споживану потужність, силу
струму;
- перевірити
наявність хладона, якість обмерзання випарника, температуру стінки випарника;
- проконтролювати
роботу агрегату по тепловому станом окремих частин: конденсатора, осушувального
патрона (фільтра капіляра), кожуха мотор-компресора і трубопроводів;
- перевірити
рівень гучності звуку мотор-компресора;
- визначити
місця витоку хладону (при відсутності хладону);
перевірити стан електроізоляції обмоток статора
(за якістю олії, взятого з кожуха;
- олія
повинна бути світлим, без слідів розклалася ізоляції).
У разі необхідності ремонту мотор-компресора з розрізанням кожуха масло
повністю зливають.
Холодильний агрегат з дефектною відомістю надходить на ділянку підготовки
та комплектації.
При засміченні фільтра агрегат відразу направляють на ділянку пайки. Якщо
витік хладону з агрегату легко усунути без його розбирання, то агрегат
направляють на дільницю зварювання.
2. Ділянка підготовки та комплектації. Холодильні агрегати,
очищені від забруднень, без хладону, у супроводі дефектної відомості надходять
з ділянки дефектації на ділянку підготовки та комплектації.
Операції, що виконуються на ділянці:
Ø
розпаювання дефектних вузлів;
Ø
відрізання трубки заповнення (за наявності);
Ø
продування випарника для видалення з нього
залишків олії;
Ø
зачистка відпаяти решт трубопроводів (з
подачею сухого повітря в зачищаємо трубопровід);
Ø
комплектація агрегату (за винятком
цеолітового патрона) з підгонкою місць сполучень. Кінець трубки конденсатора підганяють
по цеолітового патрону, постійно знаходиться на ділянці;
Ø
сушка нових частин агрегату (при температурі 100-110 ° С
протягом 30 хв) з наступним продуванням сухим повітрям.
Обладнання ділянки:
1)
газозварювальний пост і слюсарний верстак з
підведенням повітря;
2)
стелажі (ящики) для складальних одиниць, що
здаються в металобрухт;
3)
стелажі для складальних одиниць, які
підлягають комплектації;
4)
сушильні шафи.
Холодильні агрегати після їх підготовки до комплектації
направляють на ділянку пайки (усі патрубки повинні бути заглушені).
3. Ділянка пайки. Холодильні агрегати, укомплектовані відновленими або новими
складальними одиницями з відпаяним від патрубка випарника кінцем капілярної
трубки, а також без цеолітового патрона надходять на ділянку пайки.
Операції, що виконуються на ділянці:
Ø
регенерація цеолітових осушувальних
патронів; продування сухим повітрям холодильного агрегату перед паянням;
Ø
пайка всіх місць з'єднань;
Ø
зачистка флюсу в місцях пайки.
Обладнання ділянки пайки:
1)
газозварювальний пост;
2)
столи з металевими настилами або рольганг;
3)
вакуум-сушильна установка для регенерації цеолітових
патронів;
4)
ванна для перевірки герметичності агрегату
після пайки, обладнана монорейкою з підйомником.
Для пайки мідних і сталевих трубок застосовують тверді
припої, так як вони забезпечують необхідну міцність і щільність шва. Переважне поширення
одержали срібні припої марок ПСр-45 і ПСр-29, 5, що містять відповідно 45 і
29,5% срібла, температура плавлення відповідно 720 і 610-660 °С. Для пайки цими
припоями застосовують флюс № 209 або флюс з фтористим калієм. Застосовують
також припій марки ПМФОЦр-6-4-0,03 без вмісту срібла.
Місця трубок, що підлягають пайці, повинні бути ретельно
очищені від фарби чи забруднень, а також від старого припою, щоб не виявилося
запаяний усередині трубки. Пайка слід робити швидко, без зайвого розігріву трубок, щоб
уникнути їх перепалу. Флюс вводять відразу ж після розігріву до температури 500-600
°С. При пайку останнього з'єднання в агрегаті треба трохи відвернути голку
штуцера на кожусі мотор-компресора або тримати відкритою усмоктувальну трубку.
Після пайки флюс повинен бути видалений гарячою водою (краще парою) з подальшою
зачисткою металевою щіткою.
4. Ділянка вакуумування, заправки та контролю. Холодильний
агрегат, зібраний (спаяний) і перевірений на герметичність у ванні, надходить
на ділянку вакуумування, заправки та контролю.
Операції, що виконуються на ділянці:
Ø
первинне вакуумування:
Ø
заповнення холодоагентом;
Ø
підігрів (виконується при наявності обладнання);
Ø
перевірка герметичності галоїдним течешукачем.
Ø
вторинне вакуумування:
Ø
дозаправка або заповнення маслом;
Ø
заповнення холодоагентом:
Ø
пережим трубки заповнення;
Ø
обкатка холодильного агрегату;
Ø
перевірка герметичності галоїдним течешукачем.
Ø
перевірка рівня гучності звуку;
Ø
визначення холодопродуктивності;
Ø
перевірка на запуск і споживану потужність.
Роботи виконуються з поділом за операціями. Безпосередньо
перед вторинним вакуумуванням агрегат укомплектовують пускозахисним реле.
Обладнання ділянки:
1)
установка первинного вакуумування та заповнення агрегату
технологічним хладоном;
2)
тунельна або тупикова камера для підігріву агрегату або ванна
з гарячою водою;
3)
кабіна для перевірки агрегату на герметичність;
4)
стіл оператора;
5)
галоїдний течешукач;
6)
установка вторинного вакуумування та заповнення агрегату
маслом і хладоном;
7)
кабіна для перевірки герметичності та рівня гучності звуку
агрегату;
8)
стенд перевірки за електричними параметрами;
9)
шумомір;
10)
стенд обкатки;
11)
пристосування для перетискання трубки заповнення.
5. Ділянка мийки. На
ділянку мийки надходять різні складальні одиниці з відділення ремонту
мотор-компресорів і ділянки підготовки та комплектації. Операції,
що виконуються на ділянці:
Ø
продування та промивання випарників, конденсаторів і
трубопроводів;
Ø
промивання компресорів в зборі та його деталей;
Ø
продування і сушка випарників, конденсаторів, трубопроводів,
компресорів і деталей до нього, використовуваних цеолітових патронів
(продувають спочатку хладоном, потім сухим повітрям);
Ø
відмивання випарників від захисних лаків (епоксидної смоли).
6. Ділянка ремонту мотор-компресорів. На
ділянці ремонтуються мотор-компресори як з кривошипно-шатунним, так і з
кулісним механізмами, які надходять з ділянки підготовки та комплектації без
масла і хладону з заглушками на всіх трубопроводах. Після
розрізки кожуха ремонт мотор-компресора здійснюється в залежності від його
типу.
Порядок ремонту кривошипно-шатунних мотор-компресорів: відпаяти
нагнітальну трубку, випрессовать компресор і статор з кожуха мотор-компресора,
визначити несправності вузлів і деталей компресора, перевірити опір ізоляції
статора і міжвитковое замикання, перевірити прохідні контакти на кришці кожуха
мотор-компресора на діелектричну міцність, розібрати компресор і замінити
негідні деталі, зібрати мотор-компресор і провести контроль якості, зробити
обкатку протягом 30 хв, просушити компресор і статор, зібрати мотор-компресор і
зварити кожух.
Порядок ремонту кулісних мотор-компресорів: зняти мотор-компресор
в зборі з пружин підвіски і вийняти його з кожуха, розібрати мотор-компресор з
заміною негідних деталей клапанної групи, статора, висушити компресор і статор,
встановити відремонтований мотор-компресор в кожух, заварити ( запаяти)
кінці трубок мотор-компресора, перевірити якість ізоляції обмоток статора.
Зібрані мотор-компресори з маслом і хладоном, з перетиснених і запаяними
нагнітальної і всмоктуючої трубками (і трубкою заповнення, якщо мотор-компресор
без штуцера) направляють в фарбувальне відділення, а потім на ділянку
підготовки та комплектації.
2.2 Інструмент та
устаткування
Значна кількість холодильників і морозильників на
світовому ринку призводить до необхідності поліпшення їх технічного
обслуговування при експлуатації.
Ступінь автоматизації побутової холодильної техніки
підвищується в результаті застосування електронних систем. Використання
мікропроцесорів дозволяє підвищити її універсальність, економічність і
надійність, а також поліпшити технічні характеристики. Разом з тим пристрій
холодильників і морозильник ускладнюється, що ускладнює пошук несправностей.
Побутову холодильну техніку в основному (до 95%)
ремонтують вдома у власників. При визначенні дефектів використовується портативна
діагностична апаратура, а при виконанні ремонту крім стандартного інструменту і
пристосувань – ще й малогабаритне обладнання.
Створено спеціальне обладнання та апаратура для
діагностики несправностей і перевірки якості роботи відремонтованої побутової
холодильної техніки. Застосування сучасних діагностичних і вимірювальних
приладів дозволяє підвищити якість її ремонту і з великою точністю
діагностувати причини відмов при експлуатації.
Якщо ж несправність неможливо знайти та виправити
вищезгаданим способом, то в такому випадку для відновлення роботи складальних
одиниць холодильної побутової техніки потрібно задіяти організовані
спеціалізовані підприємства.
Устаткування і контрольно-вимірювальна система таких
підприємств представляють собою технічний комплекс, на якому послідовно
виконують всі необхідні ремонтні роботи.
Інструмент та устаткування спеціалізованої майстерні з ремонту
холодильників можна розділити на декілька великих груп:
1)
ручний інструмент загального призначення;
2)
інструмент з електричним приводом;
3)
паяльне обладнання;
4)
спецінструмент;
5)
електромонтажне та зварювальне обладнання.
1. Ручний інструмент загального призначення.
Ножі. Ніж є
найбільш універсальним інструментом в арсеналі холодильщик, їм розрізають
кисневі шланги, ріжуть теплову ізоляцію, знімають залиплими прокладки, його
можна використовувати замість шабера і т. д. Краще мати декілька ножів:
монтажний ніж, з пластиковою ручкою та піхвами, канцелярський ніж зі змінними
лезами для різання ізоляції, але можна використовувати і універсальні, типу
швейцарського офіцерського ножа або ножа-трансформера, в якому є плоскогубці, а
часто і розвідний ключ. У
комплект також слід додати брусок для заточування інструменту.
Викрутки. Набір
викруток повинен включати в себе не менше трьох хрестових і трьох шліцьових
викруток різних розмірів: найменші викрутки – для гвинтів, що закріплюють
кабелі в щитах і клемних коробках обладнання, великі як силові – при
розкручуванні елементів тощо. Універсальні викрутки, що мають змінні
наконечники, також можна застосовувати, особливо зручні такі викрутки з
магнітним фіксатором. Зустрічаються
нестандартні шліци у формі, наприклад, зірочок, трикутників (зазвичай на азіатській
техніці), тому потрібно мати в наявності викрутки з відповідними наконечниками.
Плоскогубці, круглогубці,
качконоси і бокорізи. Потужні
силові плоскогубці застосовують для обтискання, підтримки розпечених труб при
пайці, навіть, в крайньому випадку, для відгвинчування гайок, перекушування
цвяхів та дроту. Великі бокорізи застосовують для обкушуванням кабелів
невеликого поперечного перерізу. Окремо
слід відзначити набір інструменту для роботи в електрощиті – маленькі бокорізи,
качконоси і круглогубці. Цей
набір повинен знаходитися окремо від силових і застосовуватися тільки для
роботи з внутрішньо-щитовими кабелями площею перерізу не більше 2,5 мм2.
Ключі гайкові. Ключів в
інструментарії повинно бути багато. Рожкові
ключі вимагаються від самого малого номера (для клемних
коробок компресорів) до 32-го номера. Ключі
більше 32-го номера знадобляться лише на великому обладнанні для опорних болтів
і накидних гайок на всмоктуванні і нагнітанні компресорів. Не
рекомендується застосовувати (проте широко використовуються, розвідні і газові
ключі), вони мають недолік – зрізують кути на головках болтів і гайках. Торцеві
ключі бажано використовувати не з автомобільних наборів, так як в холодильній
техніці головки болтів важкодоступними і автомобільний інструмент через свою
громіздкість не застосуємо. Торцеві
ключі стануть в нагоді при роботі з компресором, де кожна
кришка кріпиться на безлічі гвинтів, особливо зручні ключі з храповим
механізмом. Шестигранні
ключі можуть також знадобитися при роботі, так як багато заводів-виробників
використовують гвинти з внутрішнім шестигранником. Практично
всі клемні з'єднання в компресорах виконані на таких гвинтах.
Напилки, шабери, надфілі, шкурки. Досить у
наборі мати два оксамитових напилка: трикутний і круглий. Заточивши
кінчик трикутного, можна отримати шабер, яким зачищають задирки на мідній
трубі, що залишаються після різання труборізом. Шабер
має три ріжучі кромки, його вставляють в трубу і, прокручуючи, знімають
задирки. Конструкції шаберов різняться, але
всі призначені для зняття задирок. Круглий
напилок стане в нагоді для зняття окалини і задирок на сталевій трубі після
різання газом або відрізний машиною. Набір надфилей потрібний при роботах з
відновлення різьби, коли немає можливості відновити її плашкою.
Ножівки по металу. Застосовують
для різання труб, металопрокату. Ножівку
в залежності від виду ремонту можна застосовувати або стандартну, або малу.
Молотки. Молоток
потрібен рідко, в основному при роботі зі сталевими трубами для грубого
відбивання окалини і вирівнювання торця.
Рулетки, рівні. Рулетка,
при роботі з мідними трубами рекомендується не більше 5 м завдовжки, вона дуже компактна. Для
роботи із сталевими трубами довжиною 20 м така рулетка важить близько 300 г і вельми громіздка. Рівень
довжиною не менше 400 мм необхідний при укладанні горизонтальних трубопроводів,
так як всі холодильні труби монтуються з ухилами. Сучасні
рівні мають лазерний промінь, що полегшує роботу з довгомірними трубопроводами.
Пістолет для герметика. Потрібна
лише при герметизації отворів, розривів в ізоляції, коли балон з герметиком або
монтажної піною не пристосований до самоспорожнення.
Заклепники. Тяговий
заклепник зі змінними насадками для заклепок різних діаметру і довжини
необхідний для нероз'ємного з'єднання металевих пластин. В
основному застосовується при обшивці холодильних камер та ізольованих труб
листами алюмінію або оцинкованого заліза.
Набір різьбомірів, плашок і мітчиків. Різьбоміри
на дюймову, трубну і метричну різьбу потрібні для видачі завдання токарю на
виготовлення приєднувачів і переходів. Плашками
і мітчиками в умовах ремонту можна відновити пошкоджену різьбу на приладі або
агрегаті, нарізати різьбу для тимчасової заглушки або в отворі.
Штангенциркулі, колумбус. Застосовуються
для вимірювання діаметрів і товщини стінок труб, роботи з різьбами.
Ножиці по металу. Потрібні
для роботи з алюмінієвим та оцинкованим листом при обшивці холодильних камер,
виготовленні коробів.
Маркери. Спиртовий
маркер чорного кольору використовують для розмітки світлих поверхонь
(алюмінієві листи, оцинковані короба).
Крейда. Використовується
для розмітки сталевих труб і темних поверхонь.
Запальнички. Використовуються
для запалювання паяльників.
2. Інструмент з
електричним приводом.
Дрелі. Інструмент
служить для свердління отворів в металі діаметром до 13 мм (під болти кріплення обладнання та хомутів). Бажано
мати дриль з самозажимним патроном і реверсом.
Різальні машини. Мають
абразивний диск, кромкою якого ріжеться або шліфується метал. Застосовується
для різання та шліфування труб як сталевих, так і мідних, різного
металопрокату, обрізки болтів і шпильок.
Монтажні пили з абразивним диском представляють
собою велику відрізну машину, закріплену на столі і забезпечену лещатами для
закріплення труб і профілю. Застосовуються для різання сталевих труб до діаметром до
125 мм. Модифікована монтажна пила, може розрізати труби до
діаметром 250 мм. Поворотний стіл дозволяє розрізати деталі під різними кутами.
Шліфувальні машини. В даному
випадку абразивний диск товщий і розташований перпендикулярно до корпусу, а не
вздовж, як у відрізної машини. Застосовуються
для зняття нерівностей, задирок на торцях труб і видалення окалини з зварних
швів.
Паяльники. При
використанні багатожильних проводів застосовуються для обслуговування кінців.
Шуруповерти акумуляторні. Бажано
не застосовувати шуруповерти для затягування гвинтів і саморізів в холодильній
техніці з-за малого терміну роботи акумуляторів, невисокого зусилля затяжки і
небезпеки пошкодження шліців. Зручні для роботи зі щитом, де особливих зусиль
затягування не потрібно.
Подовжувачі. Слід мати
два-три барабанних подовжувача з довжиною кабелю 50 або 20 м з двома-трьома розетками, при цьому площа перерізу кабелю подовжувача повинна бути не менше 1,5
мм2.
Ліхтарі. Переносний
ліхтар у формі ручки зручний при роботі в труднодоступних і малоосвітлених
місцях, наприклад при роботі в щитках.
3. Паяльне обладнання.
Різаки. Припій та флюси.
Пости паяльні. Зазвичай
при монтажі холодильних установок застосовують пости, що використовують суміш
пропан-бутану та кисню як найбільш підходящі по температурі полум'я. Пост
складається з пальника, в котрій змішуються пропан-бутан і кисень, що подаються
по шлангах (рукавах) від редукторів, закріплених на балонах.
Для пайки необхідно більш низький тиск, ніж те, з яким поставляються
балони, і редуктор знижує тиск до робочого тиску в пальнику. Побутові
пропан-бутанові редуктори РДСГ-1 вже налаштовані на необхідний тиск,
регульовані БПО 5 МР, БПО 5-4 слід налаштувати на тиск 0,5-1 кгс/см2; корпус і
манометри червоного кольору.
Кисневі редуктори БКО-25-МР, БКО-50-4, БКО-5-12.5 аналогічні пропановим,
але мають два манометра: один показує тиск в балоні, інший – після редуктора. У
зарядженому балоні тиск 100-150 кгс/см2, а після редуктора - 1,5-5 кгс/см2. Корпуси
редуктора та манометрів синього кольору. Налаштування редуктора здійснюється
регулювальним гвинтом: вивернутий до відмови він закритий, угвинчений до
відмови – повністю відкритий, проміжні положення конфігураційні, до балона
приєднується в повністю закритому стані. Редуктори
в холодильній техніці використовуються одноступінчаті з запобіжним клапаном. Балони
для кисню використовуються місткістю 40 (приєднувальна різьба
3/4"), 2 і 1 дм3 (приєднувальна різьба 1/2"). Пропанові
балони більш різноманітні: 50, 27, 12, 5 л (приєднувальна
різьблення 3/4" або швидкозмінні приєднання для побутового
редуктора), 1 л (приєднувальна різьба М14х1,5). На 1-літровому балоні можна не
застосовувати редуктор. На рис. 2.3 наведена схема паєчний посту.
Імпортні балони фарбують у різні кольори, вітчизняні кисневі балони – в
блакитний колір з чорним написом, пропан-бутанові – в червоний з білим написом. При
перевезенні щоб уникнути вибуху балони розташовують поперек напрямку руху
ковпаками в один бік. Штуцер
різьби кисневого балона і накидну гайку редуктор охороняють від попадання масла
(при закінченні кисню в контакті з олією відбувається потужний вибух).
З'єднувальні шланги випускають з внутрішнім діаметром 9 і 6 мм, ніпелі на редукторі і пальника повинні мати відповідні діаметри. Діаметр
стандартної поставки ніпелів на редукторах і пальниках 9 мм, але з міркувань компактності і зниження маси поста, їх замінюють іноді на 6-міліметрові.
Пропан-бутанові рукави червоного кольору, кисневі – блакитного, часто
застосовують чорні морозостійкі рукави, на ніпелі рукав закріплюється гвинтовим
хомутом, застосування дроту неприпустимо.
Пальники використовують інжекторні малої потужності (10-60 дм3 / год),
зазвичай марок Г2-06, ГЗУ-3, ГЗУ-4, «Зірка», «Урал» з наконечниками, які мають
нагрівачі і підігріваючи камери, і без них (від № 0 до №
3) і поставляються в комплекті з пальником. Найбільш
універсальним слід визнати наконечник № 2, їм можна паяти мідний трубопровід з
діаметром рівним 6‑40 мм. Наконечником
№ 3 була успішно проводиться пайка стиків мідної та сталевої труб з діаметром 100 мм. Наконечники засмічуються, тому в комплект входять голки для
їх прочищення.
Таким постом можна здійснювати пайку сталевий, мідної труби, алюмінієвих
випарників, стиків латунних і сталевих штуцерів з міддю. Великі
пости зазвичай монтують на станині з колесами, невеликі пости – розміщують на
переносний рамі.
Порядок роботи такий: перевірити герметичність з'єднань, відкрити вентилі
на балонах, перевірити налаштування редукторів, для запалювання полум'я
відкрити на 1-4 обороту вентиль кисню, відкрити вентиль пропан-бутану і
запалити суміш, після закінчення пайки закрити спочатку вентиль пропан-бутану,
потім кисню .
Різаки. Різак
відрізняється від пальника тим, що у нього є додатковий вентиль подачі кисню,
потік якого і розрізає метал, у всьому іншому обладнання аналогічно паяльному
посту. Поширені універсальні інжекторні різаки РС-311, РС-ЗП, Р1-01П, Р2-01П,
РС-ЗП, РЗПС (Д). Вони
оснащені змінними щілинними наконечниками, що дають кільцеве полум'я від № 0 до
№ 6. Ніпелі поставляються ПІД
9-міліметровий рукав. У
холодильній техніці використовують різаки малої потужності, що розрізають сталь
товщиною 3-100 мм.
Припої. Латуні
Л63 і Л68 (температура плавлення 900-940 °С) використовують при пайці міді та
вуглецевих сталей, припої ЛОК 62-06-04, ЛОК 59-1-03 (температура плавлення
900-905 °С) на мідній основі, що містять крім цинку невелику кількість олова та
кремнію, мають кращі технологічні властивості і забезпечують більш високу
щільність і герметичність шва.
Мідно-фосфористий припій застосовують для пайки міді і латуні, при пайці
міді не потрібно застосування флюсу. Випускають
ПФ07 (МФОЦ7-3-2), ПМФ7 (МФЗ), ПМФ9, UNI1000 (температура плавлення 700-850 °
С). Паяні з'єднання припоєм ПФ00
(ПФОЦ7-3-2) працездатні в інтервалі температур від мінус 70 до 200 ° С,
недоліком є крихкість, не рекомендується для з’єднань нагнітальних
трубопроводів.
Мідно-фосфористі припої з сріблом більш пластичні і
легкоплавкі. За змістом срібла бувають: ПСрФ2-5 - 2-5% (температура
плавлення 800-820 °С), UNI1006 - 6%, ПСрФ15-5, UNI1015 - 15% (температура
плавлення 820 °С), ПСр25Ф - 25% (температура плавлення 750 °С). Недоліком є їх здатність до появи лікваційної пористості і
потребують швидкого нагріву. Срібні припої ПСр45, ПСр62 мають підвищені теплопровідність,
пластичність, міцність, корозійну стійкість і технологічність, застосовуються
при пайці відповідальних з'єднань міді і сталі. Для пайки
алюмінієвих сплавів застосовують припій 35А (температура плавлення 525 °С). Всі перераховані
вище припої випробувані при монтажах і добре зарекомендували себе високою
надійністю і герметичністю з'єднань.
Флюси. Мідні трубопроводи зазвичай паяють з флюсом ПВ209,
придатним і для пайки корозійностійких і конструкційних сталей, температурний
інтервал активності 700-900 °С, фасується в скляні банки, зазвичай по 200 г. Флюс ПВ284 призначений для пайки міді і мідних сплавів середньо-плавкими припоями,
корозійностійких і конструкційних сталей, температурний інтервал активності
700-900 °С. Флюс UNI1000, застосовують для пайки міді, упаковка по 125 г. При пайці алюмінію
застосовують флюс 34А з температурним інтервалом активності 420-620 ° С.
4. Інструмент спеціального
призначення.
Інструменти для бортування (вальцювання). Інструмент
необхідний для бортування мідної труби під накидну гайку. Таке
штуцерно-ніпельне з'єднання застосовують для трубопровідної арматури. Інструмент
складається з розрізної плити з отворами, куди затискається кінець труби, і
П-подібного або круглого упору, в якому по різьбі пересувається гвинт з
прикріпленим на кінці конусом або труборозширувачем. Спочатку
стяжні гвинти ослаблюють і розсовують половинки отвору, вставляють кінець труби
в отвір так, щоб до її торця залишалося 2-4 мм (в залежності від діаметра труби) і затискають стяжними гвинтами. Перед
бортуванням не забути надіти накидну гайку і видалити задирки з торця шабером;
зріз труби повинен бути перпендикулярним, в іншому випадку при бортуванні труба
порветься. Потім
встановлюють конус і, змастивши його олією, починають крутити гвинт, що подає
конус. Конус входить в трубу і відгинають її
краї, вдавлюючи в зенкування отвори. Гвинт,
яким подається конус, слід крутити до упору. Отриману
бортівку перевіряють і, якщо вона не ідеально кругла або має тріщину, зрізують
труборізом і операцію повторюють.
Інструменти для бортування бувають для дюймової і метричною труби, як з
набором труборозширувачів, так і без нього. Оскільки зазвичай використовують
метричні труби, то бортування теж зазвичай метричне. Розширення рекомендується
проводити тільки на наступний діаметр.
Труборізи. Розрізняють
труборізи для сталевої, мідної та пластикової труб. Вони всі
складаються з корпусу, всередині якого змонтовано два-три ролики, і круглого
ножа.
Порядок різу наступний: трубу укладають на ролики і притискають ножем,
який повинен бути заглиблений у поверхню труби не більше ніж на один оберт
гвинта. Потім труборіз обертають на один поворот від себе і на один до себе,
заглиблюють ніж ще на один-два оберти і повторюють ці рухи до тих пір, поки
труба не буде перерізана. Труборіз
повинен розташовуватися перпендикулярно до труби, так як торець труби буде
згодом приварений, припаяно або розбортовано при цьому необхідно щоб зріз був
рівним.
Труборізи для мідної труби розрізняють малі і великі; великі можуть
розрізати труби з діаметром 4÷40 мм, малі – 4÷16 мм. Труборіз
для пластикової труби буває тільки великий, він відрізняється від труборіза для
мідної труби лише матеріалом корпусу і ножа – вони не такі міцні.
Трубогини. Застосовуються
для згинання мідних і сталевих труб. Трубогин для мідної труби має деякий
діапазон діаметрів, які може згинати, або також змінні барабани. Трубу
вставляють в повністю розкритий трубогин, потім рукояті зводять, і захвати
обминають трубу по барабану, що має напівкруглу виїмку в торці. Трубу
можна згинати під різними кутами, ризики нанесені на барабані.
Трубогин пружинного типу використовують лише для невеликих діаметрів, він
представляє собою пружину, одягнену на трубу, – вона не дає трубі ламатися в
місці вигину. У цьому
випадку трубу згинають вручну, тому діаметр труби, для якої застосуємо
пружинний трубогин, обмежений. Обмежений
в тому, що може бути використаний лише на один діаметр труби і після гнуття
трубогин важко зняти з зігнутого ділянки.
Трубогини для сталевих труб гідравлічні, і для кожного діаметра
використовують різні вставки. Бажано
не застосовувати трубогини, користуватися відводами і фітингами, оскільки труба
в місці вигину деформується, створюючи місцеві напруження, що згодом може
привести до руйнування. Крім
того, зігнуті ділянки займають більше місця, ніж відводи і фітинги, для роботи
з трубогином необхідний навик, сальники гідравлічних трубогинів практично всіх
виробників течуть.
Вакуумні насоси. Створюють
в системі або балоні вакуум, відсмоктуючи повітря та інші речовини. Бувають
одно- і трифазними (залежно від потужності). Повітря
викидається з трубки, яка використовується як ручка для перенесення, насос
забезпечений оком, що показує рівень масла в ньому; на скло нанесені поділки
максимального і мінімального рівнів. Масло
для вакуумного насоса слід використовувати тільки рекомендоване
заводом-виробником.
Шланги. Застосовуються
для заправки системи, тимчасового приєднання манометрів, вакуумних насосів і т.
д. Російські виробники не розрізняють в кольорах шлангів, вони, як правило,
чорні; європейські та американські виробники розрізняють: чорний – заправний,
синій – для сторони всмоктування, червоний – нагнітання,
жовтий – масло.
Балони і колектори закордонного виробництва мають різні різьби, і
відповідно випускають шланги з гайками та гумками для кожної різьби. Зазвичай
шланг має один кінець з прямою гайкою, другий – для зручності злегка зігнутий,
так що гайка знаходиться під кутом до шлангу. Іноді
додатково шланг комплектують кульовим вентилем. Для
заправки аміаком з цистерн застосовують шланги з накидною гайкою, гайку
доводиться виточувати індивідуально, так як відповідні різьби на вентилях
цистерн дуже різні, іноді зустрічається фланцеве з'єднання з діаметром 50 мм.
Заправні колектори. Призначені
для заправки системи холодильним агентом. Бувають з одним вентилем і манометром
або мановакуумметри (для нагнітання 0-34 бар і всмоктування мінус 1-18 бар) і
універсальні (два вентилі, манометр і мановакуумметри, іноді також вакуумметр
мінус 1-0 бар з додатковим вентилем). Манометр
і мановакуумметри мають подвійну шкалу – тиску і температури.
Схема заправки холодильним агентом через універсальний колектор така:
середній штуцер з'єднують шлангом з вакуумним насосом, штуцер всмоктуючого боку
колектора – з штуцером системи. Вентиль,
замарковані синім (всмоктування), відкритий, червоним (нагнітання), – закритий. Повітря
по шлангу через вентиль колектора та отвір в його корпусі потрапляє в середній
штуцер і далі по шлангу – у вакуумний насос. Глибину
вакууму при цьому видно на мановакуумметрі або при наявності на вакуумметри. Всмоктавши
систему, вентиль на колекторі закривають і, від'єднавши вакуумний насос, на
його місце під'єднують балон з холодильним агентом. Холодоагент
з балона надходить у систему, тиск контролюється при цьому тим же
мановакуумметром.
Для контролю тиску нагнітання (конденсації) використовують манометр;
схема аналогічна: систему з'єднують із середнім штуцером колектора, вентиль,
замарковані синім (всмоктування), закритий, червоним (нагнітання), - відкритий.
Вентилі в колекторі мембранні, тобто зношуються при інтенсивній експлуатації
протягом 1-2 років, мембрану можна замінити фторопластовою відповідного
діаметру і товщини, розібравши вентиль.
Деякі моделі обладнають оглядовим склом у центрі
колектора для контролю потоку рідкого холодильного агента при заправці та гаком
для підвіски колектора. Набувають поширення колектори обладнаних електронними
манометрами.
Ваги-дозатори. Застосовуються
для дозованої заправки холодильним агентом. Для заправки балон ставлять на
ваги, з'єднують шлангом із вхідним штуцером на вагах, вихідний штуцер ваги
з'єднують з системою. Між
вхідним і вихідним штуцерами розташований соленоїдний вентиль. На
клавіатурі задають кількість холодоагенту, що заправляється в систему, і дають
команду на заправку, соленоїдний вентиль відкривається, і фреон поступає в
систему. Як тільки значення маси балона на
вагах впало на задану кількість, від процесора надходить сигнал, і соленоїдний
вентиль закривається, припиняючи заправку. Ваги
зручні, коли відома маса заправки, наприклад на серійних холодильних
установках; на великих монтажах застосовуються мало.
Зарядні циліндри. Виконують
ті ж функції, що й ваги-дозатори, але не за масою, а за об'ємом. Широкого
поширення не отримали через громіздкість і ненадійність – циліндр виконаний з
прозорого пластика, стики погано герметизуються і течуть. Зазвичай
окремо циліндр не використовують, а комплектують його вакуумним насосом,
колектором і набором шлангів, монтуючи все на переносний або пересувний рамі.
Цифрові (електронні) вакуумметри і манометри. На цих
приладах задано певні пороги, при досягненні яких прилад сигналізує певним
кольором. У
найновіших моделей на рідкокристалічному дисплеї відображається значення тиску. Зручні
тим, що практично не піддаються деформаціям, ударам, відсутність стрілки
дозволяє уникнути помилок при зчитуванні. Недоліком
можна назвати проблеми невірних показань при розрядці батарей і труднощі у
використанні при низьких температурах.
Електронні течешукачі. Застосовуються
для пошуку витоків холодильного агента (фреонів, аміаку або інших залежно від
модифікацій). Раніше
застосовувалася галоїдних лампа, але сучасні холодоагенти не містять хлору,
тому полум'я галоїдних лампи змінюватися не буде, відповідно вона є недієвою
при пошуку витоків.
Чутливий елемент підносять до місць можливого витоку, налаштувавши на
один з рівнів чутливості («загрубленний» течешукач реагує тільки на великий
викид агента; на чутливому рівні для виявлення досить декількох молекул). Про
присутність холодоагенту інформують – звукові і світлові сигнали; чим більше
концентрація, тим інтенсивніше сигнал. Не слід
дути на чутливий елемент, він швидко виходить з ладу, при недостатньому
живленні покази нестабільні, часто реагує на сторонні гази. Для
роботи з електронним детектором шукаємо потрібні навички, проте він набагато
зручніший ультразвукових течешукачів і простіший в застосуванні галогенних
присадок під фреон, шукати які потрібно в спеціальних окулярах.
Термоелектроанемометри. Застосовуються
для визначення швидкості повітря до 45 м/с з ціною поділки 0,1 м/с і
температури з ціною поділки 0,1 °С. Температури
термоелектроанемометри зазвичай вимірюють тільки додатні. Термоелектроанемометри
російського виробництва типу ТАМ-1 мають чутливий елемент для вимірювання
швидкості у вигляді щупа, АТА 1000, АПР‑2, а анемометри імпортного
виробництва – крильчастого типу. Працюють
від джерел живлення 3-9 В, компактні, іноді мають різні шкали (м/с, км/год,
фут/с, миль/год).
Термометри. Застосовуються
для перевірки правильності виходу установки на режим. Термопари,
поширені в даний час, досить зручні, але інерційні; слід підбирати такий
термометр, датчик якого герметично закритий, тому що холодильщик часто потрібно
вимірювати температуру води і холодоносія.
Шумомір. Прилад
призначений для вимірювання ефективних значень рівнів акустичних шумів. Зазвичай
містить два оцінні фільтра: А - для шумів до 50 дБ і С - для шумів 50 ... 140 дБ. Враховуючи,
що слух людини менш чутливий до низьких частотах і сприймає два звуки
однакового рівня звукового тиску, але різної частоти, як різні по гучності,
фільтри корекції формують частотні характеристики згідно з властивостями слуху. Межі
виміру ступінчасті – по 10 дБ. Похибка
приладу не більш ± 2 дБ.
Полістирольні олівці. Застосовуються
при герметизації маленьких витоків. Для
цього необхідно нагріти поверхню навколо витоку та провести олівцем, який,
розплавилися, затікає в отвір, зчіплюється з поверхнею і застигає щільним
непроникним шаром. Герметизацію
проводять, очистивши систему від холодоагенту, зазвичай застосовують для
ремонту побутових холодильників, проте може використовуватися як тимчасовий
захід герметизації течі при монтажі малих холодильних установок.
Дзеркала. Для
перевірок паяного з'єднання у важкодоступному місці використовують спеціальне
кругле дзеркальце на довгій ручці або хромовану бензинову запальничку.
5. Електромонтажний
інструмент.
Мультиметри (тестери). Використовуються
для перевірки цілісності обмоток та кабелів, виміри опору обмоток, сили струму
і напруги. Тестери
зі звуковим сигналом незамінні при роботі з щитової розводкою та електричним
начинням холодильного обладнання. Бажано
не застосовувати мультиметри зі стрілочним відображенням інформації через їхню
низьку надійність і точності. Корисно також мати в наявності декілька
крокодилів, так як при прозвонюванні ланцюгів ними зручно замикати провідники.
Кліщі. Виконують
всі функції мультиметрів, проте мають важливу перевагу – можуть вимірювати силу
і напругу струму в кабелі поверх ізоляції чутливими кліщами.
Індикаторні викрутки. Показують
наявність напруги. Індикаторна
викрутка не повинна мати великі шліци, кращим варіантом є модель із загостреним
кінцем, так як вимірювання відбувається у важкодоступних місцях, на дуже
маленьких гвинтах і контактах.
Мегомметри. Прилади,
необхідні при випробуваннях електричної частини холодильної установки перед
здачею. Застосовуються для вимірювання опору
ізоляції кабелів. За
результатами вимірювання складають акт перевірки опору ізоляції. Правом
користування цим приладом має електромонтажник.
6. Зварювальне
обладнання.
Ручна дугова зварка є основним способом зварювання стальних трубопроводів
в холодильній промисловості як найбільш доступний і в достатній мірі якісний
тип зварювання. Для
отримання відповідальних зварних з'єднань застосовують дугове зварювання в
середовищі аргону, що захищає розплавлений факелом дуги метал від шкідливого
впливу повітря.
Зварювальний пост для ручного дугового зварювання. Спеціальне
робоче місце для зварника називається зварювальним постом. Зварювальний
пост складається з трансформатора, зварювальних проводів, електродотримача,
захисного шолома. Найкращим
для отримання якісних з'єднань є пересувний зварювальний пост, розташований в
невеликому мобільному контейнері. У ньому
встановлені зварювальні апарати, витяжка, пускові апарати, піч для прокалки
електродів, шафа для інструментів. Однак
найчастіше залежно від специфіки обслуговування холодильних систем пост
розташовується безпосередньо в майстерні. Слід
знати, що якість зварного шва напряму залежить від того, наскільки комфортні
умови будуть у зварника під час роботи.
Зварювальний трансформатор – це спеціальний понижуючий
трансформатор, що працює в режимі змінних напруги і струму, розрахований на
короткочасне замикання мережі. Найважливішою
номінальною характеристикою зварювального трансформатора є діапазон
налаштування. Для
зварювання змінним струмом застосовують однофазні трансформатори, що розділяють
силове і зварювальне кола і знижують напругу від 380 до 80 В.
Так у якості прикладу розглянемо один з найбільш поширених зварювальних
трансформаторів серії ТДМ зі збільшеним магнітним розсіюванням і рухливими
обмотками. У
корпусі розташовані первинна нерухома і вторинна рухома обмотки, вторинна
рухається за допомогою ходового гвинта, пропущеного через верхнє ярмо
стрижневого магнітопроводу. Піднімаючи
гвинтом обмотку вгору, зменшують струм, опускаючи – збільшують.
Поширені такі марки зварювальних трансформаторів: ТДМ-163, ТДМ-269,
ТДМ-300, ТДМ-301, ТДМ-401. До
електродотримача електрика подається по кабелю марок РГД (для підведення до
електродотримача довжиною до 3 м), КГ, КРПТН, КРПГН (для нарощування кабелю). Довжина
кабелю не повинна перевищувати 40м. Найбільш поширеним є електродотримач
щупального типу ЕП чи ЕД: перевагою є можливість швидкої заміну електрода
простим натисканням на важіль з верхньою губою, також з його допомогою можна
вести зварювання у всіх просторових положеннях; він легкий і надійний. Шолом
забезпечений світлофільтром і може відкидатися назад, фіксуючи затискачами,
світлофільтри потрібно періодично міняти.
Зварювальний пост для аргонодугового зварювання. Аргонодугове
зварювання найбільш поширене при виконанні першого шва з'єднань сталевих
нагнітальних, всмоктувальних трубопроводів та патрубків компресора, практично
завжди застосовується при роботі з корозійно-стійкими трубопроводами і
сталевими трубопроводами малого діаметру.
Обладнання складається з джерела живлення дуги,
аргонового балона, редуктора, шлангів, пальники, захисного шолома. Балон
технічного аргону має чорний колір і синій напис, чистий аргон поставляється в
балонах сірого кольору із зеленою написом. Балони
заправляють до тиску 15 МПа. Для зварювання сталей рекомендується технічний аргон
(другого сорту). Редуктор за принципом дії аналогічний кисневому,
забарвлений в чорний колір, випускається марок АР-150-2 і АР-40-2, шланги
застосовують ті ж, що і для кисневих рукавів. Пальники
складаються з електроду, що не плавиться, навколо якого подається аргон, що
підводиться по шлангу і рукояті. Випускають апарати для аргонодугового зварювання марок
УДГУ-302, УДГУ-251.
Електроди і присадні дроти. Ручна
дугова зварка проводиться електродом, що плавиться довжиною 250-450 мм, діаметром 4-6 мм, стрижень покритий спеціальною обмазкою, кінцем вставляється в
електродотримач (довжиною 20-30 мм не має покриття).
Для зварювання ручного дугового зварювання трубопроводів з
низьковуглецевої сталі (для холодильного агента не нижче мінус 40 °С,
трубопроводів холодоносія та води) треба використовувати тип електродів Е42А
марок УОНІ-13/45, УОНИ-13/55, СМ-11, ОММ -5,
ОМА-2. У документації вказують лише марку
електрода, наприклад: УОНІ-13/45-3, де цифра 3 означає діаметр електрода.
Низьколеговані сталі марок 09Г2, 09Г2С, що застосовуються для трубопроводів
рідкого холодильного агента, що працюють при температурах
від мінус 40 до мінус 60 °С, зварюють електродами типу Е46А марок ОЗС-29,
Е-138/45Н, СМ-11.
Для зварювання сталі і міді випускають електроди АНЦ-ОЗМ-2,
«Комсомолець-100», АНЦ-ОЗМ-З з постійним струмом зворотної полярності.
Зварювання високолегованої сталі марки
08-12Х18Н10Т (корозійно-стійкі трубопроводи) ручного дугового зварювання
здійснюється електродами марок ОЗЛ-6, ОЗЛ-8, ДЗ (Е-07Х20Н9), ОЗЛ-256, ОЗЛ-44,
НІАТ-1 / 04Х19Н9, ЦЛ-11. варювання різнорідних сталей, що
характерно для з'єднань трубопроводів і теплообмінних апаратів, слід виробляти
електродами марок АНЖР-3У, ОЗЛ-25Б.
Плавляться електроди для аргонодугового зварювання виготовляють з
вольфраму, додаючи для зменшення оплавлення і попадання матеріалу електрода в
шов лантан – марка електрода ЕВЛ-10, ітрій - Еві-30, останній найбільш стійкий.
Присадні кремнемарганцевої дріт марок Св 08Г2С, Св 08ГС, Св 12ГС
застосовують при зварюванні низьковуглецевих і низьколегованих сталей
(трубопроводи холодильного агента, холодоносія, води); для зварювання сталі
09Г2С застосовують дріт марки 09Г2С. Корозійно-стійкі трубопроводи, виготовлені
зі сталі 08-12Х18Н10Т, зварюють з присадочной дротом тієї ж марки, тобто для
труби зі сталі 12Х18Н10Т застосовують дріт 12Х18Н10Т. ля ручного дугового
різання (допоміжні операції на будівельних конструкціях) застосовують електроди
АНО-2, АНО-4.
2.3 Ведення, перелік
ремонтних робіт. Технологія їх виконання
Схема технологічного процесу ремонту холодильного обладнання,
демонтованого на об'єктах і доставлених в спеціалізовану майстерню, наступна:
1)
прийом холодильного агрегату в ремонт і оформлення
документації;
2)
демонтаж електрообладнання і осушувального патрона;
3)
розбирання агрегату на складові одиниці (вузли) і деталі;
4)
мийка деталей і вузлів;
5)
дефектація вузлів і деталей;
6)
складання та сушка конденсаторно-ресиверної групи;
7)
збір агрегату;
8)
випробування на герметичність місць з'єднань і вентилів
агрегату;
9)
зарядка агрегату холодоагентом і маслом;
10)
випробування на герметичність місць з'єднань агрегату;
11)
встановлення електрообладнання;
12)
обкатка агрегату, заповненого холодоагентом;
13)
оформлення документації, здача агрегату на склад готової
продукції.
1. Прийом холодильного агрегату в ремонт і оформлення документації. При
надходженні в ремонтний цех проводять зовнішній огляд агрегату і складають
приймальну документацію. У ньому
вказують марку агрегату, найменування заводу-виробника, заводський номер,
комплектність, а також відомості про користувача (особа/організація, її адреса
і відвантажувальні реквізити). Агрегати з непростроченим гарантійним строком
піддають додаткової дефектації електронної частини, яка полягає у перевірці
опору обмоток статора, міжфазного опору, опору по відношенню до кожуха
компресора, наявності обриву внутрішніх сполучних проводів і пробою на корпус
прохідних контактів. При
необхідності підключають агрегат до електричної мережі і перевіряють
несправності механічної частини компресорів.
2. Демонтаж електрообладнання і осушувальних патрона. Герметичний
агрегат по транспортеру і рольганговому шляху подають до столу розбирання, де
знімають щиток компресора і осушувальний патрон. Провід
електродвигуна вентилятора від'єднують від клемної колодки компресора.
Від’єднують дифузор від конденсатора, кронштейн електродвигуна вентилятора від
плити. Вентилятор з кронштейном і дифузором
знімають, від'єднують вентилятор від кронштейна.
Після цього від'єднують і знімають електроарматуру: клемник,
теплове реле, розподільний або пускозахисний
Вентилятор в зборі направляють в електроцех на ремонт, електроарматуру –
на дефектацию, осушувальний патрон – на регенерацію, дифузор, щиток і кріпильні
деталі – на ділянку миття.
3. Розбирання агрегату. Перед
розбиранням з агрегату видаляють холодоагент і масло. Для видалення
холодоагента використовують спеціальний стенд, що складається з компресора,
конденсаторів повітряного й водяного охолодження, балона, який міститься у
ванні з водою, трубопроводів та вентилів, контрольно-вимірювальних та
автоматичних приладів.
Конструктивні особливості герметичних агрегатів не дозволяють повністю
видалити з них олію, тому залишки масла видаляють після розрізання кожуха
герметичного компресора.
Конденсатор агрегату після видалення холодоагенту і масла від'єднують від
компресора і ресивера. Для
цього відгвинчують накидні гайки або відрізають нагнітальну і рідинну трубки. Трубки
конденсатора і трубку (або нагнітальний штуцер) компресора заглушають. Компресор,
ресивер і кронштейн вентиля від'єднують від плити.
Конденсатор у зборі з плитою, ресивер і кріпильні деталі направляють на
ділянку миття. Компресор
агрегату встановлюють на підвіску ланцюгового транспортера і направляють на
ділянку розрізання кожуха.
4. Мийка деталей і вузлів. Конденсатор
з плитою, а також ресивер, дифузор, щиток, підставку мікроелектродвигуни
вентилятора і деталі кріплення по рольгангу подають в мийну машину для очищення
зовнішніх поверхонь. Дрібні
деталі попередньо поміщають в спеціальну тару.
Деталі в тарі, а також конденсатор в зборі з плитою промивають протягом
10 хв при температурі миючого розчину 75-95 °С, потім продувають стисненим повітрям. При
необхідності очищають поверхні деталей від продуктів корозії і старої фарби.
Внутрішні порожнини конденсатора промивають хлористим метиленом (R30)
протягом 5 хв на спеціальній установці, а потім продувають стислим повітрям.
5. Дефектація деталей і вузлів. Дефектацію
вузлів і деталей агрегату проводять за картками дефектів. Деталі
та вузли, придатні для подальшого використання без ремонту, направляють на
складання, деталі ж що потребують ремонту – в ремонт, ті що неможливо справити
– бракують.
6. Збирання і сушка конденсаторно-ресиверної групи. Ресивер
закріплюють на плиті, знімають заглушки з трубок конденсатора і вхідного
штуцера ресивера. Під'єднують трубку конденсатора до штуцера ресивера за
допомогою накидної гайки або паянням.
Зібрану конденсаторно-ресиверну групу сушать у спеціальних печах при
температурі 110 °С протягом 2 год, потім внутрішні порожнини групи продувають
сухим повітрям (точка роси не вище -50 °С) і направляють на складання.
Повітря в умовах спеціалізованої майстерні осушують на спеціальних
абсорбційних установках, до складу яких входять 2-3 абсорбера. В одному
із абсорберів осушується потік повітря, в інших абсорбент регенерується. В якості
абсорбенту використовують силікагель КСМ вищого сорту.
Для сушіння агрегатів та їх вузлів використовують сухе повітря, яке
містить 0,01-0,03 г/м3 вологи, що значно менше вологи атмосферного
повітря. Висушене на установці повітря з точкою роси -50 °С містить приблизно
0,03 г/м3 вологи, а повітря з точкою роси -60 °С – близько 0,01 г/м3.
7. Збір агрегату. Компресор
і ресивер встановлюють на плиту. Нагнітальний
штуцер компресора і штуцер ресивера з'єднують трубопроводами з конденсатором. Стики
з'єднань вузлів агрегату запаюють, використовуючи припій Л62.
8. Випробування на герметичність місць з'єднань і вентилів. Агрегат
встановлюють на рольганг ванни випробування на щільність, до штуцера
всмоктуючого вентиля компресора приєднують шланг стиснутого повітря, а рольганг
опускають у ванну з водою. Агрегат
випробовують на щільність тиском сухого повітря 1,6 МПа протягом 5 хв. Температуру
води у ванні підтримують у межах 40-45 °С. Бульбашки
і пухирчаста висипка у місцях з'єднань і на сальниках вентилів не допускаються.
9. Зарядка агрегату холодоагентом і маслом. У
процесі ремонту вузли герметичних агрегатів зневоднюють шляхом ретельної
осушки, перед зарядкою агрегатів маслом і холодоагентом з них видаляють
повітря.
На ремонтних підприємствах раніше передбачалася осушка зібраних агрегатів
при 110-115 °С протягом 4-6 год з наступним вакуумуванням протягом 3-4 год до
залишкового тиску 13 Па (0,1 мм рт. ст.), що потребувало складного обладнання, а також
значних затрат праці і часу. Більш прогресивною і ефективною за своїми
результатами є технологія осушування і видалення повітря, яка передбачає
дворазове вакуумування з проміжним заповненням агрегату паром холодоагенту або
сухим повітрям.
Двократне вакуумування проводять в наступній послідовності. Агрегат
в зборі вакуумують до залишкового тиску 1,3 кПа (10 мм рт. Ст.), що досягається протягом 2-3 хв, потім заповнюють його технологічною дозою
холодоагенту, в результаті чого в агрегаті утворюється повітряно-холодоагентова
суміш тиском 0,2 ‑ 0,3 МПа з відношенням тисків повітря і холодоагенту в
суміші від 1:200 до 1:300. Повітряно-холодоагентова
суміш видаляють технологічним холодильним компресором і агрегат вдруге
вакуумують до залишкового тиску 1,3 кПа.
При дворазовому вакуумуванні в агрегаті досягається залишковий тиск
повітря нижче 13 Па, значно знижується трудомісткість ремонту, оскільки
виключається тривала осушка агрегату і скорочується тривалість вакуумування. Двократне
вакуумування не вимагає значних витрат часу, що особливо важливо при потоковому
методі ремонту.
10. Випробування на щільність місць з'єднань агрегату. Агрегат
випробовують на щільність у ванні з водою, температура якої підтримується в
межах 40-45 °С. Допускається випробування агрегату на щільність за допомогою
електронних, галоїдних течешукачів або за допомогою галоїдної лампи.
11. Установлення електрообладнання. На
компресор встановлюють клемну колодку і корпусне теплове реле. Запресовують
робоче колесо на вал мікроелектродвигуна вентилятора, електродвигун
встановлюють на кронштейн і закріплюють. Кронштейн
кріплять до плити, дифузор – до конденсатора. Вивіряють зазор між лопатями
робочого колеса та дифузора. Приєднують
провідники заземлення, вимірюють опір ізоляції ланцюга управління агрегату.
Перевіряють напрямок обертання вентилятора.
12. Обкатка агрегату. Обкатку
агрегату для перевірки його працездатності, а також його осушення проводять на
спеціальному стенді, у схему якого входять агрегат обкатки, вузол обкатки і
технологічний шланг. Електроживлення
до агрегату обкатки подається через електрокабель та спеціальний шестиполюсний
роз'єм. Всмоктуючий вентиль компресора і рідинний вентиль при обкатці відкриті.
Подачу холодоагенту регулюють вентилем вузла обкатки. Вузол
обкатки складається з циліндричного корпусу, індикатора вологості та вентиля з
метало-керамічним фільтром. Що
знаходиться в корпусі адсорбент (синтетичний цеоліт NaA‑2МШ або NaA‑2KT)
поглинає надлишкову вологу з циркулюючої під час обкатки масло-холодоагентової
суміші.
Фільтри з пористих метало-керамічних матеріалів дозволяють очистити
холодоагент від частинок розміром від 4 до 45 мкм. Ступінь
осушки масло-холодоагентової суміші контролюють за допомогою індикатора
вологості. Дія
індикатора побудована на здатності його чутливого елемента змінювати
забарвлення при зміні концентрації води в середовищі, що омиває елемент.
Чутливий елемент індикатора вологості являє собою фільтрувальний папір,
просочений розчином бромистого кобальту СоВг2 з додаванням Со(N03)2.
Обкатка агрегату триває протягом 4-8 год до моменту, коли забарвлення
чутливого елемента індикатора відповідає концентрації води в холодоагенті не
більше 15 мг/кг. Агрегат
при обкатці повинен працювати без сторонніх шумів, вібрації вузлів, з
рівномірним обмерзання технологічного шланга від вузла обкатки до всмоктуючого
вентиля компресора. Обмерзання
вентиля ресивера і вузла обкатки не допускається.
13. Остаточна комплектація агрегату і оформлення документації. У
агрегату, що пройшов обкатку, закривають всмоктуючий і рідинний вентилі,
від'єднують вузол обкатки і технологічний шланг, до штуцера рідинного вентиля
приєднують штатний фільтр-осушувач, що містить 60-80 г цеоліту NaA-2KT і розрахований на підтримку безпечного рівня волого місткості в герметичній
машині протягом тривалого часу експлуатації.
Після перевірки герметичності місць з'єднань за допомогою течешукачів
агрегат фарбують і зважують. На
відремонтований агрегат оформляють паспорт, в якому вказують його технічну
характеристику, дату і місце проведення ремонту, а також відповідність агрегату
технічним умовам на ремонт.
2.4 Стенди для
перевірки холодильного обладнання після ремонту
1. Переносний стенд СХ-2. Призначений
для діагностики побутових компресійних холодильників як в спеціалізованій
майстерні, так і на місці експлуатації. На
панелі приладів стенду (рис. 2. 5) розташовані мікроамперметр 2, лічильники
імпульсів 1, розетки (для підключення навантаження) 6, затискач заземлення 8,
перемикач (для вибору вимірюваних параметрів) 7, потенціометр установки нуля
для вимірювання активного опору Лакто 5, потенціометр установки напруги
мегомметр 14, кнопка включення напруги 500 В при вимірі опору Rакт 13,
вимикач мультивібратора 12, перемикач полярності мікроамперметра, кнопка
включення живлення стенду 10, запобіжник 9, сполучний шнур з термоопором.
Холодильник, що потребує перевірки підключають до стенду з
допомогою шнура і по черзі, обертаючи ручкою перемикач параметрів, вимірюють
електричні параметри холодильника і оцінюють їх відхилення від нормативних.
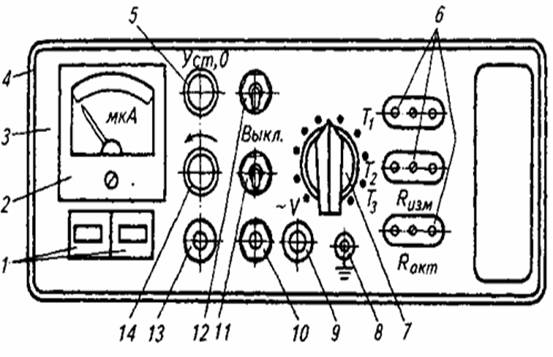
Рис. 2.5. Переносний стенд СХ-2 (лицева панель): 1 – лічильник імпульсів; 2 – мікроамперметр; 3 – панель приладів; 4
– корпус; 5, 14 – потенціометри; 6 – розетки; 7 –перемикач; 8 – затискач
заземлення; 9 – запобіжник; 10 – кнопка ввімкненні живлення стенду; 11 – перемикач
полярності мікроамперметра; 12 – вимикач мультивібратора; 13 – кнопка
2. Стенд для комплексної перевірки компресорів побутових холодильників. На
стенді проводять комплексну перевірку компресорів за такими параметрами:
об'ємної продуктивності при роботі на повітрі, споживаної потужності,
температури обмоток електродвигуна, опору електричної ізоляції компресора між
струмоведучими частинами і кожухом, збереження працездатності при коливаннях
напруги в мережі, тривалості пуску компресора при коливаннях напруги на
мережевих клемах
пускозахисною реле.
За допомогою цього стенду перевіряють компресори на безвідмовність,
довговічність і виправлене рівень звукової потужності.
Стенд (рис. 2. 6) являє собою роторну машину безперервної дії, на зварній
станині якої знаходяться круглий стіл, а також пневматичний розподільний
привід, виконаний спільно з робочим ротором, що містить місця для установки
випробовуваних компресорів. Кількість
позицій поділок визначається регулюванням розподільного приводу і може бути
рівним 4, 6, 8 або 12, в залежності від кількості компресорів, що одночасно
проходять випробування. В процесі обертання ротора для підігріву обмоток
електродвигуна до необхідної температури через струмознімач на клеми компресора
подається напруга. Ротор
може обертатися як в автоматичному, так і в ручному режимі. Плавне
обертання ротора при його незбалансованому завантаженні забезпечують роликові
опори.
Компресори встановлюють і знімають на одній або декількох позиціях
завантаження, що знаходяться поза зоною роботи струмознімача.
За допомогою пневмоциліндра, поєднаного з кабельним розйомом, компресори
при бажанні можна підключити до вимірювальних ланцюгів шафи з
контрольно-реєстраційної апаратурою і записуючих пристроїв. Муфти
пневморозйому підключають вручну.
Працює стенд наступним чином. Компресори,
що підлягають тестуванню, послідовно встановлюють на «майданчику» робочого
ротора. Швидкість обертання ротора вибирають
в залежності від кількості використовуваних в циклі позицій поділок так, щоб
час одного обороту ротора відповідало часу прогріву обмоток електродвигуна до
80...120 °С. Температуру
обмоток вимірюють за допомогою моста опорів і омметра зі шкалою з діленнями в
градусах Цельсія. Після
цього контролюють тривалість пуску компресора при пониженій напрузі і
визначають його об'ємну продуктивність за допомогою ротаметрів, підключених до
нагнітального патрубка муфти пневмосистеми (відлік починають після досягнення
паспортного тиску нагнітання). Далі за
допомогою ватметра фіксують споживану компресором потужність.
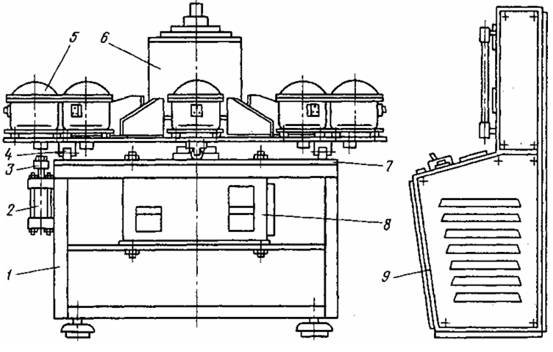
Рис.
2.6 Стенд для комплексної перевірки
холодильних компресорів:
1 – станина; 2 – пневмоциліндр; 3 – кабельний розйом; 4 – роликова опора; 5 – досліджуваний компресор; 6 – струмознімач; 7 – круглий стіл; 8 – пневматичний
розподільний привід; 9
– шафа з контрольно-розподільною апаратурою
3. Стенд СФ-1 для вакуумування та заповнення холодоагентом холодильних
агрегатів. Такі
стенди використовують при ремонті компресійних холодильних агрегатів на
підприємствах побутового обслуговування. Виконаний
у вигляді шафи стенд складається з вакуум-насоса і дозатора фреону. Дозування
холодоагенту здійснюється автоматично за допомогою блоку фотореле і проміжних
реле, роздача фреону і вакуумування – через пістолети, які оснащені
швидкодіючими клапанними муфтами з приводом для відсічення електропневматичних
клапанів.
Фреон подається попередньо осушеним, ступінь осушки його контролюється по
індикатору вологості.
4. Стенд СТ-2 для перевірки терморегуляторів. Стенд
представляє собою збірно-зварний стіл-пульт, всередині якого є рідинна ванна,
шафа-відсік з електроапаратурою і холодильний агрегат.
Терморегулятори, що перевіряються встановлюють на панелі рідинної ванни,
опустивши кінці їх капілярів в робочу рідину на довжину, зазначену в технічних
умовах. Робочу рідину охолоджують до
температури розмикання контактів тестованих терморегуляторів. Охолодження
і підігрів робочої рідини відбувається автоматично холодильним агрегатом за
допомогою електромагнітного вентиля, яким управляє манометричний термометр.
Розмикання і замикання контактів терморегуляторів фіксують світлові табло,
розташовані на лицьовій панелі. Температуру
робочої рідини з необхідною точністю контролюють термометром.
Терморегулятори перевіряють шляхом порівняння показників термометра в
момент загоряння відповідного табло зі значеннями температур, вказаних в
технічних умовах даних терморегуляторів. При
перевірці терморегуляторів з верхнім температурним параметром 32 °С включають
лампу розжарювання для нагрівання їх корпусів.
Необхідну швидкість зміни температури робочої рідини, задану технічними
умовами на тестовані терморегулятори, встановлюють за допомогою регулюючих
вентилів, розташованих на лицьовій панелі.
5. Стенд для випробування кожухів герметичних компресорів на міцність і
щільність. Після
зварювання кожухів герметичні компресори випробовують на міцність повітрям або
інертним газом в броневанні під тиском 2...2,2 МПа (в залежності від виду
холодоагенту). Випробування
на щільність проводиться також повітрям або інертним газом при тиску 1,6 МПа. Герметичний
компресор повинен знаходитися під водою. Якщо при
цьому не з'являються бульбашки повітря, то вважається, що зварені шви витримали
випробування.
Щоб уникнути гідравлічного удару, випробування кожухів герметичних
компресорів на міцність і щільність проводять на стенді окремо.
На міцність герметичні компресори випробовують у броневанні, не
заповненій водою, а на щільність – у відкритій ванні з нержавіючої сталі,
заповненої водою, яку встановлюють біля броневанни.
Випробування на міцність проводять наступним чином: всмоктуючий і
нагнітальний штуцери компресора Км підключають до шлангів і опускають його в
броневанну, закривають кришку ванни Кр і піднімають тиск до заданого значення
(2 ... 2,2 МПа). Витримують
необхідний час, потім тиск у кожусі компресора скидають до 1,6 МПа, відкривають
кришку ванни (при тиску вище 1,6 МПа електрозамок кришки не відкривається).
За допомогою вантажопідіймального пристрою герметичний компресор
переносять з броньованими БВ у відкриту ванну В з водою. Після
перевірки на щільність компресор виймають, скидають надлишковий тиск і
від'єднують шланги.
6. Установка УГ-1 для перевірки відремонтованих холодильних агрегатів на
щільність. Якість
пайки та зварювання холодильних агрегатів та їх щільність перевіряють у
спеціальних ваннах УГ-1 у водному середовищі при температурі 50 ... 60 °С.
Установка складається з ванни, що заповнюється водою, механізму
завантаження (на платформу якого укладають холодильний агрегат), стійки,
рухомої рами і виносного шафи з електроапаратурою. Піднімає
та опускає платформу механізм завантаження, що працює зі швидкістю 4 м/хв від
електродвигуна потужністю 0,6 кВт. Горизонтальне
переміщення платформи (ручне) здійснюється по напрямній рейці. Для
перевірки холодильних агрегатів на щільність шланг від балона з азотом
підключають до зарядного штуцера, заповнюють агрегат азотом і опускають його у
ванну з водою. Потім
включають освітлення ванни і перевіряють стан зварних швів. Нещільність
швів визначають по появі бульбашок азоту в місцях неякісної зварювання. Ванна
зсередини висвітлюється двома герметичними світильниками потужністю по 40 ...
60 Вт і напругою 36 В.
7. Стенд для перевірки холодильних агрегатів на щільність. Замість
азоту тут застосовують сухе повітря, що значно зменшує собівартість ремонту. Основні
елементи стенду: корпус, панель управління, осушувальний патрон,
масловіддільник, індикатор вологості, ресивер, герметичний компресор ХКВ-6 і
пневмосистема. Стенд
комплектується опорним майданчиком для монтажу на установці УГ-1.
Холодильний агрегат перевіряють звичайним способом у ванні з водою.
Замість азоту в агрегат нагнітають повітря, пропущений попередньо через
цеолітовий осушувальний патрон і масловіддільник. Оглядове вікно індикатора
вологості, розташоване на лицьовій панелі стенду, призначено для спостереження
за зміною колірної забарвлення чутливого елемента.
Порядок роботи на стенді наступний.
Розміщують холодильний агрегат на платформу установки УГ-1. За
допомогою напівмуфти під'єднують системи холодильного агрегату до пневмосистеми
стенду. Разом з холодильним агрегатом
опускають платформу установки УГ-1 у ванну з водою. Підключають
стенд до мережі змінного струму напругою 220 В. Включають компресор стенду і
доводять тиск в холодильному агрегаті до 1,4 МПа. При
досягненні надлишкового тиску у випробуваному холодильному агрегаті герметичний
компресор стенду повинен автоматично відключатися. Контроль за тиском
здійснюється за електроконтактних манометрів ЕКМ-IV. У разі
порушення герметичності системи холодильного агрегату в воді з'являться
бульбашки повітря. Після
закінчення випробувань холодильний агрегат витягують з ванни.
8. Стенд для утилізації фреону. Призначений
для відбору фреону з герметичної системи холодильних агрегатів і очищення його
від масла. Стенд
складається з наступних основних частин: корпусу, каркасу, рівнеміра-ресивера,
конденсатора, герметичного затискача, масловіддільника, герметичного компресора
ХКВ-6, панелі курування, пневмогідросистеми і пристрої для установки балона. Корпус
зварений з листової сталі і має форму паралелепіпеда. Каркас
зварений з листового і профільного прокату. Лицьова
частина каркаса служить передньою панеллю стенду. На
каркасі змонтовані всі складові одиниці і прилади контролю та управління
стендом.
Рівнемір-ресивер являє собою циліндричний резервуар, всередині якого
вміщено поплавок. У
резервуарі по всій довжині змонтовано оглядове вікно. У
верхній частині передбачено пристрій для відведення повітря. Конденсатор,
призначений для охолодження та конденсації фреону, являє собою змійовик,
виготовлений з труби, до якої прикріплені пластини, що збільшують його
теплопередаючу поверхню.
Для проколу осушувального патрона в ремонтованому холодильному агрегаті
призначений герметичний затискач. Він
являє собою пристрій типу лещат і складається з двох нерухомих і однією рухомою
підпружиненою планок, в яких є канали циліндричної форми для обхвату
осушувального патрона і створення герметичності в момент проколу його
пустотілою голкою, що вмонтована в одну з планок пристрою і з'єднана з
пневмосистемою стенду гнучким трубопроводом .
Пневмогідравлічна система включає агрегати, прилади контролю та
управління стендом і систему з'єднуючих їх трубопроводів.
Принцип роботи стенду наступний. Холодильний
агрегат, що підлягає ремонту підключають до стенду за допомогою герметичного
затискача шляхом введення пустотілої голки в осушувальний патрон. За
показниками мановакуумметра перевіряють наявність холодоагенту в холодильному
агрегаті (за наявності фреону мановакуумметр повинен показувати надлишковий
тиск, а при відсутності холодоагенту стрілка мановакуумметра повинна стояти на
нулі). При наявності холодоагенту в
холодильному агрегаті здійснюються відбір і подача його в рівнемір-ресивер
герметичним компресором через систему трубопроводів, масловіддільник і
конденсатор. Про
закінчення відбору холодоагенту з холодильного агрегату слідкують за
показниками мановакуумметра, які повинні відповідати вакуумметричнму тиску.
Після заповнення рівнеміра-ресивера рідким холодоагентом, що надходять з
холодильного агрегату, і створення при цьому необхідного надлишкового тиску,
контрольованого манометром, відкривається вентиль і холодоагент
рівнеміра-ресивера надходить у балон, попередньо відвакуумований і підключений
до системи стенду. Після
спорожнення рівнеміра-ресивера вентиль закривається і знову відбувається його
заповнення холодоагентом, тобто цикл повторюється.
2.5. Документація
Документування
взаємовідносин між спеціалізованою майстернею (виконавцем робіт) та
користувачем побутової техніки (замовником) є надзвичайно важливим і
відповідальним аспектом діяльності технічного обслуговування. Для того щоб
уникати непорозумінь з користувачами, а також працювати в правовому полі
потрібно досконало знати права та обов’язки обох сторін. Тому спочатку
проаналізуємо національну законодавчу базу, що регулює відносини між
вищезгаданими сторонами під час надання ремонтних послуг.
1. Нормативна база
1.
Закон № 3682 – Закон України "Про захист
прав споживачів" від 15.12.1993 р. № 3682-XII.
2.
Правила побутового обслуговування –
правила побутового обслуговування населення, затверджені постановою Кабінету
Міністрів України від 16.05.1994 р. № 313.
3.
Інструкцією з надання послуг по ремонту побутової радіоелектронної апаратури
– Інструкція з надання послуг по ремонту побутової радіоелектронної апаратури,
затверджена наказом Українського союзу об’єднань, підприємств і організацій
побутового обслуговування населення від 27.08.2000 р. № 20.
4.
Інструкція з надання послуг по ремонту побутових машин і приладів –
Інструкція з надання послуг по ремонту побутових машин і приладів, ремонту і
виготовленню металовиробів, затверджена наказом Українського союзу об’єднань,
підприємств і організацій побутового обслуговування населення від 27.08.2000 р.
№ 20
5.
Наказ № 8 – Наказ Українського
союзу об’єднань, підприємств і організацій побутового обслуговування населення
від 29.09.1995 р. № 8.
6.
Інструкцією № 8 – Інструкція з використання форм
документів суворої звітності, що використовуються для оформлення замовлень і
розрахунків зі споживачами за побутові послуги, затверджена наказом
Українського союзу об’єднань, підприємств і організацій побутового
обслуговування населення від 29.09.1995 р. № 8.
2. Прийом і оформлення
замовлення
Виконавець вступаючи в
договірні відносини з користувачем (замовником) повинен керуватися Правилами
побутового обслуговування і Законом № 3682, в яких
описано основні норми та вимоги щодо ведення даної діяльності. Так відповідно
до вищезазначених нормативів можна виділити наступні основні моменти щодо
надання послуг технічного обслуговування холодильного обладнання та їх
документування.
1. Послуги надаються
користувачам (замовникам) відповідно до договору, документальним підтвердженням
укладання якого є такі документи:
Ø
договір;
Ø
розрахунковий
документ встановленої форми (функції договору і розрахункового документу може
виконувати квитанція встановленої форми).
2. Виконавець має право
відмовити в прийнятті замовлень, якщо він не може забезпечити належне їхнє
виконання чи, якщо користувача не влаштовує спосіб, об’єм чи терміни виконання
послуг (наприклад, замовник незгодний з необхідністю повної заміни якихось
вузлів холодильної техніки, що, на думку виконавця, необхідно здійснити).
3. Замовлення на послуги приймаються
як у приміщенні виконавця, так і поза його межами з обов’язковим оформленням
угоди (пункт 1).
4. Розрахунковими
документами, що підтверджують факт надання послуги, можуть бути:
Ø
касовий чек – для
виконавців, які у розрахунках із замовниками використовують реєстратори
розрахункових операцій (розрахункова квитанція у випадку виходу такого
реєстратора з ладу чи тимчасового відключення електроенергії);
Ø
квитанція, яка є
документом суворої звітності, – для виконавців, що, відповідно до законодавства,
не застосовують таких реєстраторів.
5. Вартість послуг і
матеріалів виконавця оплачується замовником за ціною, що діє на день оформлення
замовлення, якщо інше не передбачене умовами угоди. У випадку надання
виконавцем на прохання замовника додаткових послуг, не передбачених
замовленням, їхня вартість оплачується замовником також за ціною, що діяла на
день оформлення замовлення на ці додаткові послуги.
6. Замовлення на послуги
можуть виконуватися як з комплектуючих виробів і інших матеріалів виконавця,
так і комплектуючих – замовника.
7. Вартість матеріалів
замовника визначається й оформляється документально за погодженням сторін (у
формі акта) чи на основі поданих документів, що підтверджують їхню ціну
(наприклад, на підставі розрахункових документів про купівлю комплектуючих).
8. Види, кількість і
якість матеріалів, необхідних для надання послуг, визначаються виконавцем
відповідно до нормативно-технічних документів за погодженням із власником
холодильного обладнання. У випадку відсутності матеріалів (комплектуючих,
деталей) чи неможливості при оформленні замовлення визначити необхідний для
надання побутової послуги обсяг матеріалів, їхнє використання попередньо
обумовлюється з користувачем (замовником), а вартість оплачується ним після
виконання послуг за ціною, що діяла на день надходження таких матеріалів.
9. На надані послуги по
ремонту побутової техніки встановлюються гарантійні зобов’язання виконавця, що
визначаються Законом № 3682 і відповідними Інструкція з надання
послуг по ремонту побутових машин і приладів.
10. Виконавець
зобов’язаний протягом місяця відшкодувати збитки, які виникли в зв’язку з
втратою, псуванням чи пошкодженням речей, прийнятих ним від споживача для
виконання ремонтних робіт. При цьому виконавець не звільняється від відповідальності,
якщо рівень його наукових і технічних знань не дав можливості виявити особливі
властивості речі, прийнятої ним від споживача для виконання робіт, що і було
причиною пошкодження побутової техніки.
Особливості прийому й
оформлення замовлення на ремонт побутової техніки регулюються Інструкцією
з надання послуг по ремонту побутової радіоелектронної апаратури та Інструкцією
з надання послуг по ремонту побутових машин і приладів.
Незалежно від того, де
здійснюється ремонт – у майстерні чи вдома, замовлення на ремонт оформляється
договором (квитанцією про прийом (далі – квитанція)). При прийомі замовлення
визначаються ознаки виробу, його оцінна вартість, що узгоджуються з замовником
і відображаються в договорі (квитанції), що підтверджується підписом замовника.
Вартість прийнятих на ремонт виробів установлюється за погодженням із
замовником і вказується в договорі (квитанції). Для ремонту можуть бути
використані складові частини, блоки, вузли і комплектуючі вироби, надані
замовником, якщо вони відповідають вимогам нормативних документів.
Як відзначалося,
розрахунки з замовником можуть здійснюватися через РРО (реєстратор
розрахункових операцій) з видачею касового чека або шляхом видачі квитанції
(документ суворої звітності). Тобто, підприємство технічного (сервісного)
обслуговування має право вибрати: використовувати квитанції – суворої звітності
чи ні. Якщо розрахунки здійснюються через РРО і при цьому квитанції не
використовуються, то між виконавцем і замовником необхідно оформити договір, що
буде містити умови виконання замовлення. Якщо підприємство побутового
обслуговування застосовує квитанції, то воно повинно пам’ятати, що такі
квитанції є формами суворої звітності, що затверджені наказом № 8.
Порядок оформлення і заповнення квитанцій регулюється Інструкцією № 8.
При оформленні замовлення
виконавець заповнює всі необхідні реквізити. При цьому вартість замовлення
підтверджується підписом замовника, а сума отриманих коштів підтверджується
підписом представника виконавця ремонтних робіт. Для оформлення замовлення на
ремонт побутової техніки використовується форма № ПО-Р1 (Додаток А). Вона
заповнюється в трьох екземплярах. Другий екземпляр форми (квитанція) видається
замовнику, а перший (замовлення) і третій (копія квитанції) – залишаються у
виконавця. При цьому у форму № ПО-Р1 вносяться дані про використані
комплектуючі вироби, запасні частини, матеріали (замовника чи виконавця) і їхня
вартість, а у випадках, коли ремонт виконується не за місцем проживання
замовника, – вказуються ознаки виробу та його оцінна вартість.
3.
Бухгалтерський облік прийому замовлення
Якщо послуги по ремонту
надаються з комплектуючих замовника, то при оформленні замовлення необхідно
вказати найменування, опис і вартість деталей, що визначається за погодженням
сторін. При цьому отримані від замовника комплектуючі виконавець відображає в
бухгалтерському обліку на забалансовому рахунку 022 "Матеріали, прийняті
для переробки". Побутова техніка, прийнята на ремонт, відображається на
забалансовому рахунку 023 "Матеріальні цінності на відповідальному
зберіганні".
Необхідно пам’ятати, що
перелік матеріалів і комплектуючих, котрі надаються замовником, а також їхня
оціночна вартість вказується в замовленні на ремонт. Під оціночною вартістю
мається на увазі, вартість:
а) зазначена в наданих
замовником документах про придбання таких матеріалів і комплектуючих, за умови,
що ціни зазначені в таких документах відповідають ринковим;
б) зазначена в
прайс-листах на аналогічні матеріали і комплектуючі, за умови, що замовником не
були надані документи про їхнє придбання чи ціна, зазначена в таких документах,
не дорівнює ринковій ціні на аналогічні матеріали і комплектуючі.
Висновок
Тенденції підвищення
якості холодильного обладнання протягом останніх років дещо видозмінили
інструментарій спеціалізованих майстерень з ремонту холодильного обладнання.
Сьогодні основна частина (до 90%) сервісно-ремонтних робіт, а також
встановлювально-монтажних робіт здійснюється на території користувача. Тому
відповідно і устаткування стало більш мобільним та економічним. Так паяльне та
зварювальне обладнання легко поміщається в невеликий автомобіль, а вимірювальні
пристрої (наприклад такі як цифровий манометр, електронний течешукач,
термоелектроанемометр, електронний термометр) завдяки цифровому
оснащенню взагалі стали кишеньковими. Причому зменшення у розмірах не впливає
на точність вимірювання – пристрої стали точнішими та функціональнішими.
Ремонт холодильного
обладнання на базі спеціалізованої майстерні сьогодні відбувається в наступних
випадках: 1) коли діагностика на місці експлуатації не дає достатньо інформації
про характер несправності; 2) коли проводиться найбільш повне технічне
обслуговування при якому перевірці та тестуванню підлягають усі складові
холодильної установки (зазвичай такі заходи проводяться по відношенню до
дорогого промислового холодильного обладнання з метою підвищення строку його
служби).
Також у якості підсумку
потрібно зазначити, що поряд з високою якістю та багатою функціональністю
сучасних холодильних систем – надмірна складність, різноманітність фірм
виробників та цифрова основа управління системами холодильника в деяких
випадках значно затрудняє визначення поломок і як результат призводить до
більших затрат часу при їх виправленні.
Використана література
1. Ремонт бытовых холодильников.
/Лепаев Д.А./ Справочник. - 2-ое изд., перераб. и доп.-М.:Легпромбытиздат,
1989. 304 с.
2. Бытовые холодильники и
морозильники. /Бабакин Б.С., Выгодин В.А./ М.: Колос, 1998. 631 с.: ил.
(Справочник).
3. Бытовые холодильники (устройство и
ремонт). /Кругляк И.Н. / М.: Легкая индустрия, 1974. 205c.
4. Монтаж холодильных установок:
Учеб. пособие для вузов. /Полевой А. А./ – СПб.: Политехника, 2005. – 259 с:
ил.
5. Монтаж, эксплуатация и ремонт
холодильного оборудования. /Игнатьев В. Г., Самойлов Л. II./ – М.:
Агропромиздат, 1986. – 232 с: ил. – (Учебники и учеб. пособия для техникумов).
6. Пособие для
холодильщиков-практиков. / Жаккар П., Сандр С./ – изд. Остров , 2003, 236 с.
7. Бытовые компрессионные
холодильники. / Вейнберг Б.С., Вайн Л.Н. / М.: Пищевая промышленность 1974г.
272с.
8. Інтернет-журнал
«Школа бухгалтера», Випуск № 10 (07.07.2003), Побутові послуги,
http://www.dtkt.com.ua/show/3cid0724.html.
9. Компания услуг
«А-Айсберг», Нормы времени срочного ремонта холодильников и морозильников,
http://www.iceberg.ru/services/ ?action=pricelist&id=2&parent=1.
10. Компания услуг
«Ваш Мастер», Прейскурант на ремонт отечественных бытовых холодильников,
http://vash-master.com.ua/ prajs_list_otechestvennih.html.
Додатки
Додаток А Форма N ПО-Р1
|
_ООО
"Техніка"_______
(господарюючий суб’єкт)
Ідентифікаційний код ДРЗОУ 11111111
Адреса ___м.Донецьк, вул Шахтарська, 3
Телефон N __301254__________
Серія ХХХХХ
|
Форма N ПО-Р1
Затверджена наказом Укрсоюзсервіс
від 29.09.95 р. N 8
код за УКУД 22222
Заповнюється в 3-х прим. під копіювальний папір
|
ЗАМОВЛЕННЯ №
ХХХХХ
|
_30 липня_____
2003 р.
|
Термін
виконання |
4 серпня
2010 р.
|
| |
Дата видачі |
4 серпня
2010 р.
|
Замовник _Богатирьов
Н.П., м. Донецьк, вул.Перемоги 2, кв.34_______
(прізвище, адреса,
телефон)
Найменування замовлення _____ремонт
холодильника_____________
Найменування та ознаки
виробу _холодильник компресорного типу "Samsung-S42", 5 років
експлуатації, технічний стан задовільний _
Оціночна вартість виробу
___Тисячу п’ятсот гривень грн.____________________________
(прописом)
| Найменування
(характеристика) робіт |
Вартість |
|
заміна
компресора
|
500,00 грн.
|
| |
|
| Всього |
500 грн. |
П’ятсот грн. 00 коп.
(прописом)
| Найменування
комплектувальних виробів, запасних частин, матеріалів |
Кількість |
Оціночна
вартість матеріалів замовника |
Вартість
матеріалів
виконавця
|
|
|
|
|
|
| Всього |
|
| Вартість
замовлення, всього |
|
___________________ (прописом)
Погоджено із замовником
_______________ (підпис)
| Отримано від
замовника під час приймання замовлення |
100,00 грн.
|
П’ятдесят грн. 00 коп.
(прописом)
| Представник
господарюючого суб’єкта |
___________
(підпис)
|
Петренко
М.В
(прізвище)
|
РОЗРАХУНОК З ЗАМОВНИКОМ
ПРИ ВИДАЧІ ВИКОНАНОГО ЗАМОВЛЕННЯ
| Вартість
замовлення |
500,00 грн.
|
| Отримано від
замовника під час приймання замовлення |
100,00 грн.
|
| Сума за
зберігання днів понад термін виконання |
- |
| Сума пені за
прострочення виконання замовлення на днів |
- |
| Отримано при
остаточному розрахунку |
400 грн.
|
Чотириста грн.00 коп. (прописом)
Замовник __04 серпня
2010 р._ (підпис, дата видачі)
| Представник
господарюючого суб’єкта |
___________
(підпис)
|
Петренко
М.В
(прізвище)
|
Додаток Б Вартість робіт технічного
обслуговування холодильних систем
|
Найменування робіт
|
Вартість вузла, що потребує заміни (деталі) грн.
|
Використаний
інструмент
для ремонту
|
Вартість
інструменту, грн.
|
Нормативна
Вартість робіт,
грн/люд.год.
|
Фактична норма часу на ремонт,
люд.год.
|
Вартість ремонту, грн.
|
Повна вартість робіт
(включаючи вартість заміненого вузла), грн
|
|
Лінійний ремонт
|
| Діагностика (огляд холодильника і визначення
несправності) |
|
Прилад CX |
|
|
7 |
60 |
|
| Заміна термостата (терморегулятора) |
|
Викрутка
Плоскогубці
Ніж
|
|
|
21 |
100 |
|
| Заміна електронного блоку керування (блоку
керування, індикації, автоматичної оттайки) |
|
Викрутка
Плоскогубці
Ніж
Тестер
|
|
|
28 |
113 |
|
| Ремонт електронного блоку керування або виконання |
|
Викрутка
Плоскогубці
Ніж
Тестер
|
|
|
60 |
70 |
|
| Заміна нагрівача випарника |
|
Викрутка
Плоскогубці
Ніж
|
|
|
28 |
60 |
|
| Заміна запобіжника |
|
Викрутка
Ніж
|
|
|
19 |
15 |
|
| Заміна нагрівача піддону краплепадіння |
|
Викрутка
Плоскогубці
Ніж
Тестер
|
|
|
21 |
50 |
|
| Заміна мотора вентилятора обдування випарника |
|
Викрутка
Плоскогубці
Ніж
Тестер
|
|
|
23 |
60 |
|
| Заміна таймера |
|
Викрутка
Ніж
Тестер
|
|
|
23 |
|
|
| Заміна пускозахисного реле компресора |
|
Викрутка
Плоскогубці
Ніж
|
|
|
14 |
75 |
|
| Заміна нагрівача плачучого випарника або нагрівача
поперечної планки холодильної шафи |
|
Викрутка
Плоскогубці
Ніж
Тестер
Молоток
|
|
|
11 |
60 |
|
| Заміна електронного блоку сигналізації |
|
Викрутка
Ніж
Тестер
|
|
|
20 |
69 |
|
| Заміна герконового вимикача, або температурного
датчика (термістора) |
|
Викрутка
Ніж
Тестер
|
|
|
19 |
69 |
|
| Ремонт, відновлення теплоізоляції холодильної шафи |
|
Викрутка
Ніж
|
|
|
43 |
225 |
|
| Заміна ущільнювальної гуми на 1 камерний
холодильник |
|
Викрутка
Ніж
|
|
|
19 |
150 |
|
| Заміна ущільнювальної гуми на 2-х камерний холодильник |
|
Викрутка
Ніж
|
|
|
25 |
107 |
|
| Заміна ущільнювальної гуми на 3-х камерний
холодильник |
|
Викрутка
Ніж
|
|
|
27 |
119 |
|
| Заміна внутрішньої панелі двері |
|
Викрутка
Плоскогубці
Ніж
|
|
|
15 |
81 |
|
| Ремонт двері, або ремонт внутрішньої панелі дверей |
|
Викрутка
Плоскогубці
Ніж
|
|
|
23 |
60 |
|
| Ремонт електросхеми, відновлення або зміну схем
підключення електроустаткування |
|
Викрутка
Плоскогубці
Ніж
Тестер
|
|
|
12 |
44 |
|
| Перенавеска дверей однокамерного холодильника |
|
Викрутка
Плоскогубці
Ніж
Молоток
Набір малих ключів
|
|
|
15 |
81 |
|
| Перенавеска дверей 2-х або 3-х камерного
холодильника |
|
Викрутка
Плоскогубці
Ніж
Молоток
Набір ключів
|
|
|
23 |
98 |
|
| Прочищення, відновлення дренажної системи (системи
відведення талої води від випарника) |
|
Викрутка
Плоскогубці
Набір ключів
Компресор
|
|
|
10 |
52 |
|
| Профілактичні роботи (очищення конденсатора
холодильного агрегату, очищення лотка для води тощо) |
|
Викрутка
Плоскогубці
Набір ключів
Компресор
|
|
|
5 |
23 |
|
|
Капітальний ремонт
|
| Вакуумування, заправка холодильного агрегату
холодоагентом з наступною герметизацією заправних патрубків |
|
Викрутка
Плоскогубці
Набір ключів
Різак
Компресор
Паяльний пост
|
|
|
21 |
170 |
|
| Заміна мотор-компресора у комплекті з пусковим
реле, вакуумування, заправка холодильного агрегату з наступною герметизацією
заправних патрубків |
|
Викрутка
Плоскогубці
Ніж
Набір ключів
Різак
Компресор
Паяльний пост
|
|
|
14 |
170 |
|
| Заміна випарника, вакуумування, заправка
холодильного агрегату холодоагентом з наступною герметизацією заправних
патрубків |
|
Викрутка
Плоскогубці
Ніж
Набір ключів
Різак
Компресор
Паяльний пост
|
|
|
21 |
170 |
|
| Ремонт випарника м'якими припоями, або
композитними матеріалами |
|
Плоскогубці
Різак
Паяльний пост
|
|
|
7 |
45 |
|
| Заміна конденсатора холодильного агрегату,
вакуумування, заправка холодильного агрегату холодоагентом з наступною
герметизацією заправних патрубків |
|
Викрутка
Плоскогубці
Ніж
Набір ключів
Різак
Компресор
Паяльний пост
|
|
|
14 |
170 |
|
| Заміна електромагнітного клапана, вакуумування,
заправка холодильного агрегату холодоагентом з наступною герметизацією
заправних патрубків |
|
Викрутка
Плоскогубці
Ніж
Набір ключів
Різак
Шліфувальник
Компресор
Паяльний пост
|
|
|
14 |
170 |
|
| Заміна фільтра-осушувача (осушувальні патрона) |
|
Викрутка
Плоскогубці
Набір ключів
|
|
|
5 |
31 |
|
| Ремонт або заміна трубопроводів магістралей
всмоктування, нагнітання |
|
Плоскогубці
Трубогин
Труборіз
Бортуваня
Паяльний пост
|
|
|
4 |
22 |
|
|