Курсовая работа: Общие технические требования к детской обуви. Аккредитация испытательной лабораторииКурсовая работа: Общие технические требования к детской обуви. Аккредитация испытательной лабораторииАннотация В данной курсовой работе объектом исследования выбрана обувь детская. В качестве характеристик продукции, предусмотренных для проведения испытаний, представлены следующие показатели обуви детской: прочность крепления деталей низа в обуви, прочность крепления каблуков. Для каждой характеристики представлена соответствующая методика испытаний, позволяющая подтвердить соответствие данного показателя требованиям установленным ГОСТ 26165-2003 « Обувь детская. Общие технические условия». В работе приведено подробное описание испытательной лаборатории: общие положения, область деятельности испытательной лаборатории, цели деятельности, функции, права, обязанности испытательной лаборатории, организационная структура, требования к персоналу. Также предложен проект испытательной лаборатории и подготовлен пакет документов для аккредитации на техническую компетентность и независимость. Перечень терминов, используемых в курсовой работе Испытание – техническая операция, заключающаяся в установлении одной или нескольких характеристик данной продукции, процесса или услуги в соответствии в установленной процедурой. Метод испытания – установленные технические правила проведения испытаний. Протокол испытаний – документ, содержащий результаты испытания или другую информацию, относящуюся к испытаниям. Аккредитация (испытательной лаборатории) – официальное признание полномочным (авторитетным) органом компетентности (способности) лаборатории проводить конкретные испытания или конкретные виды испытаний в определенной области деятельности. Система аккредитации – система, обладающая собственными правилами процедуры и управления для осуществления аккредитации объектов. Аккредитующий орган – орган, который управляет системой аккредитации и проводит аккредитацию организаций, являющихся объектами аккредитации в управляемой им системе аккредитации (в том числе испытательных лабораторий). Аккредитованная испытательная лаборатория – испытательная лаборатория, прошедшая аккредитацию. Критерии аккредитации (испытательных лабораторий) – требования, используемые аккредитующим органом, которым должна отвечать испытательная лаборатория, чтобы быть аккредитованной. Аттестация (испытательной лаборатории) – проверка испытательной лаборатории с целью определения ее соответствия установленным требованиям (критериям аккредитации). Эксперт по аккредитации испытательных лабораторий – лицо, осуществляющее все или отдельные функции, относящиеся к аккредитации (аттестации) испытательных лабораторий, и обладающее компетентностью в выполнении этих функций, признанной аккредитующим органом. Область аккредитации (испытательной лаборатории) – одна работа или несколько работ, на выполнение которых аккредитована данная организация (лаборатория). Аттестат аккредитации (испытательной лаборатории) – документ, выданный аккредитующим органом и регистрирующий факт официального признания компетентности испытательной лаборатории в определенной области деятельности (области аккредитации). Инспекционный контроль за аккредитованной испытательной лабораторией – проверка, проводимая аккредитующим органом с целью установления, что деятельность аккредитованной испытательной лаборатории продолжает соответствовать установленным требованиям. Введение Стандартизация, метрология и сертификация являются инструментами обеспечения качества продукции, работ и услуг – важного аспекта многогранной деятельности предприятий. Овладения методами обеспечения качества, базирующимися на триаде – стандартизация, метрология, сертификация, в настоящее время является одним из главных условий выхода поставщика на рынок с конкурентоспособной продукцией (услугой), а значит, и коммерческого успеха. Как следствие, возникает проблема оценки качества и надежности выпускаемой продукции. Международный опыт свидетельствует о том, что необходимым инструментом, гарантирующим соответствие качества продукции требованиям нормативной документации, является сертификация. В 1992 г. в соответствии с Законом РФ «О защите прав потребителей» в России начались работы по сертификации продукции и услуг, возглавляемые национальным органом по сертификации – Госстандартом. Сертификация продукции представляет собой комплекс мероприятий (действий), проводимых для подтверждения соответствия продукции определенным стандартам или другим требованиям нормативной документации и последующей выдаче сертификата. Установление соответствия заданным требованиям сопряжено с испытанием. Испытания осуществляют в испытательных лабораториях. Лаборатория имеет право проводить испытание в процессе сертификации третьей стороной при условии ее компетентности и независимости, которая подтверждается процедурой аккредитации. Под аккредитацией понимают официальное признание права испытательной лаборатории осуществлять конкретные испытания. Аккредитация подразумевает техническую компетентность, независимость и объективность лаборатории и ее сотрудников. Не случайно многие зарубежные фирмы расходуют большие средства и время на доказательство потребителю, что их продукция имеет высокое качество, сертификация является очень эффективным средством развития торгово-экономических связей страны, продвижения продукции на внешний и внутренний рынки сбыта, а также закрепления на рынках на достаточно длительный период времени. Становление рыночных отношений и продвижение России на пути вступления в ВТО стимулировали заинтересованность руководителей страны и регионов, производителей и поставщиков продукции, населения в повышении качества продукции и услуг, а так же качества жизни. Все больше российских предприятий стремятся получить сертификат на продукцию, поскольку без этого невозможен долгосрочный успех в бизнесе. При этом развитии сертификации в общем экономическом пространстве различных государств подразумевает взаимное признание результатов сертификации продукции, основанное на использовании единых стандартов и взаимно признанных механизмов установления соответствия. Из всего выше изложенного можно сделать вывод, что сертификация – важный фактор обеспечения доверия при взаимных поставках продукции, а также решения таких крупных социальных задач, как гарантия безопасности, потребляемой (используемой) продукции, охрана здоровья и имущества граждан, защита окружающей среды. Целью данной курсовой работы является разработка проекта испытательной лаборатории по оценке соответствия свойств продукции установленным требованиям, путем проведения испытаний, и подготовка испытательной лаборатории к аккредитации. В качестве объекта исследований выбрана обувь детская (ГОСТ 26165 – 2003 «Обувь детская. Общие технические условия»). 1. Выбор продукции, подлежащей обязательной сертификации Объектом исследований в курсовой работе выбрана обувь детская, соответствующая ГОСТ 26165-2003 «Обувь детская. Общие технические условия». Стандарт распространяется на обувь всех видов и назначений из кожи, искусственной и синтетической кожи, текстильных материалов и с комбинированным верхом. Стандарт не распространяется на обувь валяную, резиновую и изготавливаемую по Госзаказу и поставляемую па экспорт. Классификация, основные параметры и размеры: 1.Детскую обувь по половозрастным группам подразделяют на: мальчиковую; девичью; для школьников мальчиков; для школьников девочек; дошкольную; малодетскую; для ясельного возраста. 2. Обувь по виду, назначению и конструкции должна соответствовать ГОСТ 23251 и образцам-эталонам по ГОСТ 15.007. 3. Обувь по размерам и полнотам должна соответствовать ГОСТ 11373 и ГОСТ 3927. Допускается изготавливать обувь одной полноты; литьевого, строчечно-литьевого, строчечно-клеевого методов крепления, методов прессовой и строчечно-прессовой вулканизации; мокасины. 4. Обувь должна изготавливаться на низком каблуке. Допускается изготавливать девичью обувь на среднем каблуке. Высота каблука определяется индексом (фасоном) колодки по ГОСТ 3927. 5. Линейные размеры обуви и ее деталей — в соответствии с таблицей 1. 6. Не допускается изготовлять обувь для ясельного возраста, малодетскую и дошкольную с открытой пяточной частью, кроме дошкольной обуви отдельных конструкций, разрешенных государственными органами здравоохранения. Линейные размеры обуви ее деталей 1.Параметры деталей обуви исходных размеров Таблица 1.
2.Разница по высоте в смежных размерах обуви 4 — для сапожек; 3 — для полусапожек; 2 — для ботинок; 1 — для полуботинок и туфель; З. Разница по высоте в смежных размерах задников должна быть 2 мм. 4.При наличии втачной стельки высота обуви и задника должна быть на 4—5 мм меньше указанной в таблице 1. 5.Высота обуви с открытой пяточной частью должна быть на 5—6 мм больше указанной в таблице 1. 6.Высота смежных размеров обуви с застежкой «молния» устанавливается по исходному размеру обуви . 7.Во всех полнотах высота обуви и задников не меняется. 8.Допускается по согласованию изготовителя с потребителем изменять высоту обуви. Изготовитель гарантирует соответствие обуви требованиям стандарта при соблюдении условий эксплуатации, транспортирование и хранение. Обувь должна эксплуатироваться по назначению. При эксплуатации обуви необходимо соблюдать следующие условия: - правильно подбирать обувь по размеру стопы: стопа в обуви не должна быть сжата; - ежедневно просушивать обувь при комнатной температуре; - нельзя сушить обувь на нагревательных поверхностях (батареях парового отопления и др.); - чистить обувь из кожи рекомендуется щеткой с применением обувного крема, из замши, велюра — специальной резиновой щеткой или специальным препаратом, из лаковой кожи — жидкостью для чистки лаковой обуви, из синтетической и искусственной кожи — мягкой влажной тканью; - избегать воздействия на обувь щелочей, кислот, активных растворителей; - зимние виды обуви из синтетических и искусственных кож не рекомендуется носить при температуре ниже минус 10 °С, а весенне-осенние — ниже О °С. 2. Основные технические требования, предъявляемые к продукции Основные технические требования к обуви детской, а также к методам, применяемым для деталей обуви, приведены в ГОСТ 26165-2003 «Обуви детская. Общие технические условия». Обувь должна изготовляться в соответствии с требованиями стандарта, технических описаний (при необходимости) и технологий, утвержденных в установленном порядке, образца-эталона по ГОСТ 15.007. Обувь должна соответствовать образцам-эталонам по моделям, индексам (фасонам) колодки и каблука, материалам и расцветкам верха и низа, применяемой фурнитуре, способам обработки и отделки верха и низа, по маркировке. Техническое описание включает следующую информацию: требования к обуви, предусматриваемые в техническом описании 1 Модель 2 Вид и половозрастная группа 3 Метод крепления 4 Размер, полнота, высота обуви и задника, ширина голенищ и берцев 5 Индекс (фасон) колодки 6 Индекс (фасон) и высота каблука 7 Материал и толщина деталей обуви 8 Способы обработки верха 9 Конструктивные особенности 10 Потребительская упаковка 11 Другие требования, не регламентированные стандартом Обувь должна изготовляться на колодках по ГОСТ 3927. Допускается изготовлять обувь на колодках по другим нормативным документам при условии соблюдения требований настоящего стандарта. По методам крепления обувь должна соответствовать требованиям ГОСТ 23251. Не допускается изготовлять зимнюю мальчиковую, девичью и школьную обувь строчечно-клеевым методом крепления. Перечень материалов, применяемых на детали, обуви приведен в таблице 2. Таблица 2.
Кожи для верха бесподкладочной обуви должны иметь чистую отделанную бахтарму, устанавливаемую по образцу. Искусственные и синтетические материалы, текстильные материалы, выработанные из химических волокон, для деталей верха (наружных, внутренних, промежуточных) и низа (наружных, внутренних, промежуточных) обуви, кроме деталей отделки, должны быть разрешены для применения государственными органами здравоохранения. Синтетические и искусственные материалы, применяемые на наружные детали верха и низа зимней обуви, должны быть морозостойкими в соответствии с требованиями нормативных документов на эти материалы. Толщины деталей верха из искусственных и синтетических кож и низа в соответствии с нормативными документами на соответствующие виды материалов, принятыми на территории государств-участников Соглашения. Толщины деталей верха из кожи_— в соответствии с ГОСТ 30678. Прочность крепления деталей обуви — по ГОСТ 21463 Деформация подноска и задника — по ГОСТ 21463. Гибкость обуви —по ГОСТ 14226. Масса обуви исходного размера должна быть не более массы образца-эталона, умноженной на коэффициент 1,08. Обувь в паре должна быть одинаковой по размеру, полноте, структуре и цвету материалов, хорошо отформованной, отделанной, без пятен, складок и морщин, все одноименные детали должны быть одинаковыми по плотности, толщине, форме, размерам. Обувь следует оценивать попарно путем наружного осмотра по худшей полупаре. Не допускаются пороки, превышающие значения, указанные в таблице 3. Таблица 3
Обувь не подлежит оценке при наличии критических пороков: сквозных повреждений; неприклеенной подошвы; несоответствующего размера и (или) полноты обуви; несоответствующего размера (фасона) колодки; неправильно расположенных (соединенных) деталей; внутреннего неразглаженного шва, плохого соединения швов; неправильно поставленного каблука; неприклеенной или порванной подкладки; расщелины между деталями низа обуви; заминов; незаделанных или плохо заделанных повреждений; выступающих механических крепителей; неправильного комплектования пар обуви; растрескивания, отслаивания, липкости покрывной пленки материала обуви; неустойчивости покрытия кож; других пороков, при которых невозможно использование изделия по назначению. Стандартной считают обувь при отсутствии критических и допустимых пороков или при наличии допустимых пороков, значения которых не превышают требований , приведены выше. Маркировка обуви — по ГОСТ 7296. Упаковка обуви — по ГОСТ 7296. 3. Идентификация продукции Идентификацию продукции проводят в соответствии с ГОСТ 21463-87 по показателям безопасности: прочность крепления каблука и прочность крепления деталей низа. Прочность крепления каблуков в обуви должна соответствовать нормам, указанным в таблице 4. Таблица 4.
Прочность крепления деталей низа в обуви детской ниточных и комбинированных методов крепления должна соответствовать нормам, указанным в таблице 5. К ниточным методам крепления относят доппельный, прошивной, сандальный, бортовой, рантовый, «Парко». Таблица 5.
4. Методы испытаний и оборудование, применяемые при оценке свойств продукции 4.1 Отбор проб Отбор проб обуви детской производят в соответствии с ГОСТ 9289-78, который распространяется на обувь всех видов и назначений из кожи, искусственной и синтетической кожи, текстильных материалов и с комбинированным верхом. Стандарт не распространяется на обувь валяную, резиновую и изготавливаемую по Госзаказу и поставляемую па экспорт. Приемка обуви производится партиями. За партию принимают количество пар обуви одного артикула, изготовленной за определенный период времени (не более 6 суток), оформленной документом, удостоверяющим качество продукции и содержащим: наименование предприятия-изготовителя и его товарного знака, артикул, номер партии, дату выпуска, сорт, обозначение нормативно- технической документации. Правила отбора единиц продукции в выборку по ГОСТ 18321—73. Первую пару отбирают произвольно, а последующие — через одинаковое количество пар обуви, равное частному от деления общего количества пар обуви в партии на число отбираемых пар по формуле
где N — число пар обуви в партии; п — число отбираемых пар. Обувь, не соответствующая образцу-эталону, приемке не подлежит. Объем партии, объем выборки, приемочные и браковочные числа должны определиться в соответствии с таблицей настоящего стандарта и разработанных на основании ГОСТ 18242—72. При применении выборочного контроля следует руководствоваться следующими правилами: партия продукции принимается, если количество дефектных единиц продукции в выборке меньше или равно приемочному числу; партия продукции считается не соответствующей требованиям стандарта и приемке не подлежит, если число дефектных единиц продукции равно или больше браковочного числа. Сведения о результатах контроля заносят в контрольную карту . Таблица 6.
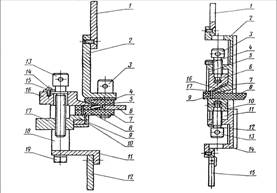
Примечания: 1. Стандартом предусмотрены: одноступенчатый план контроля по альтернативному признаку, общий уровень контроля, нормальный и усиленный вид контроля. 2. Нормальный контроль является основным, 3. Переход на усиленный контроль производится тогда, когда в ходе нормального контроля две из пяти последующих партий будут забракованы. Если при усиленном контроле пять очередных партии будут приняты, переходят на нормальный контроль. Проверку обуви по физико-механическим показателям изготовитель проводит периодически, не реже одного paза в квартал. Если результаты периодических испытаний окажутся неудовлетворительными, приемка обуви изготовителем приостанавливается до получения удовлетворительных испытании обуви по физически- механическим показателям. При проведении контрольных проверок и периодических испытаний отбирают выборку от общего количества пар обуви в партии, прошедших проверку по внешнему виду: для определения общей и остаточной деформации подноска и задника, определении линейных размеров, гибкости — 0,1%, но не менее одной пары; для определения прочности крепления деталей обуви, швов заготовок, крепления каблуков и набоек, толщины деталей — 0,05%, но не менее одной пары; для определения водостойкости обуви— 0,2%, но не менее двух пар; для определения массы обуви — 0,1%, но не менее трех пар. При неудовлетворительных результатах контроля проводят повторный контроль по этому показателю на удвоенном количестве пар обуви, отобранной от той же партии. Результаты повторного контроля распространяются на всю партию. 4.2 Определение прочности крепления деталей низа Определение прочности крепления деталей низа проводят в соответствии с ГОСТ 9134-78. Стандарт распространяется на кожаную обувь гвоздевого, винтового, деревянно-шпилечного, прошивного, рантового, доппельного, сандального, клеепрошивного и строчечно-клеепрошивного (типа опанок) крепления и устанавливает методы испытания прочности крепления деталей низа обуви. Метод определения прочности крепления деталей низа в обуви рантового, доппельного и сандального крепления Аппаратура 1. Для определения прочности крепления деталей низа обуви применяют разрывную машину типа РТ-250, снабженную специальными приборами (черт. 1 и 2). Предельная нагрузка разрывной машины по соответствующей шкале не должна превышать нагрузку разрушения более чем в 10 раз. Нижние зажимы должны двигаться со скоростью 100 мм/мин. 2. Прибор для отрыва ранта от стельки (черт. 1) состоит из двух приспособлений: нижнего - для крепления ранта 7 с подошвой 8 и верхнего для крепления стельки 5 с верхом 4. Нижнее приспособление представляет собой тиски, состоящие из двух губок 16 и 17, в которых зажимается рант с подошвой. Верхняя губка 16 неподвижна, а нижняя губка 17 передвигается вдоль направляющих 18 при помощи винта 13. Винт 13 ограничен подковкой 14, закрепленной винтом 15. Тиски закрепляются в нижнем зажиме разрывной машины с помощью медного хвостовика 12, соединенного с направляющими 18 угольником 11 и винтами 19.
Черт.1 Черт.2 Для лучшего закрепления образца поверхности верхней и нижней губок должны иметь рифление. При испытании образцов с пористой резиновой подошвой в нижнюю губку через соответствующие отверстия дополнительно вставляют семь шпилек 9. Шпильки запрессованы в планку 10, которая должна быть прикреплена винтами к нижней губке. Верхнее приспособление прибора представляет собой угольник 2 и планку 6, между которыми закрепляется стелька 5 и верх 4. Прижим планки к угольнику осуществляется винтами 3. Верхнее приспособление закрепляется в верхний зажим разрывной машины медным хвостовиком. Указанный прибор для определения прочности крепления ранта со стелькой не применяется при испытании обуви с ручной пришивкой ранта. 3. Прибор для отрыва подошвы от ранта в обуви рантового крепления, а также подошвы от заготовки в обуви доппельного и сандального крепления (черт. 2) состоит из двух тисков. Верхние тиски служат для закрепления ранта или заготовки 7, а нижние - для закрепления подошвы 8. Верхние тиски неподвижны. Нижние тиски перемещаются относительно верхних по направляющим стержням 12, головки 4 которых ввинчены в верхние тиски. Верхние тиски закрепляют в верхний зажим разрывной машины при помощи медного хвостовика /, привинченного к отростку верхних тисков 2, а нижние тиски закрепляют в нижний зажим разрывной машины медным хвостовиком 15, шарнирно связанным с отростком нижних тисков 14. Губки верхних тисков 16 и нижних тисков 17 в сомкнутом состоянии должны входить между рантом или заготовкой 7 и подошвой 8. При повороте винта 3 планка 6 зажимает рант или заготовку, а при повороте винта 13 планка 10 зажимает подошву. Чтобы во время испытания образец не выскользнул, губки 16 и 17 к планки 6 и 10 должны иметь рифление. Планки с боковой и частично с передней стороны тисков ограничены направляющими деталями 5 и 11. Подготовка к испытанию 1. Образцы для испытания вырубают из обуви резаком или вырезают таким образом, чтобы в каждый образец вошли все элементы, образующие крепление: подошва, рант, стелька, затяжная кромка и скрепляющие швы в обуви рантового крепления и подошва, накладной рант, заготовка и скрепляющие швы в обуви доппельного и сандального крепления. Образец должен иметь длину 40 мм и ширину 30—45 мм в зависимости от ширины уреза и расстояния от основания губы до края стельки. Скрепляющие швы должны располагаться вдоль образца. Чтобы не нарушить крепление, вырубать образцы следует аккуратно из участков обуви с наименьшей кривизной, т.е. между носком и пучком, а в геленочной части с полевой или внутренней стороны обуви. 2. Для характеристики каждого вида крепления двуниточного и однониточного швов следует подвергнуть испытанию не менее двух образцов из каждой полупары. 3. Образцы перед испытанием должны быть выдержаны до постоянной массы при нормальных условиях температуры 20±3 °С и относительной влажности (65±5) % не менее 24 ч. 4. Перед испытанием в вырубленных или вырезанных образцах замеряют длину шва и количество целых стежков, расположенных по длине образца для двуниточного и однониточного швов. Длину шва определяют между крайними проколами целых стежков. Измерение длины шва производят с погрешностью не более 1,0 мм. Проведение испытания 1. Испытание прочности крепления ранта со стелькой или ранта с подошвой в обуви рантового крепления производят на одном и том же образце. Вначале производят испытания прочности крепления ранта со стелькой, а затем — с подошвой. 2. Заправку образца при отрыве ранта от стельки (черт. 1) производят следующим образом: подошву 8 вместе с рантом 7 закрепляют в тисках между губками 17 и 16 так, чтобы верхняя губка входила между рантом 7 и верхом 4 без нарушения целостности однониточного шва; стельку с верхом закрепляют между рифлеными поверхностями угольника 2 и пластинки 6, вставленной между стелькой 5 и подошвой 8. Закрепление стельки 5 и верха 4 достигают путем поворота винтов 3, сближающих, планку 6 с угольником 2. При опускании нижнего зажима разрывной машины происходит отрыв ранта с подошвой от стельки с верхом. 3. Заправку образца при отрыве подошвы от ранта (черт. 2) в обуви рантового крепления или подошвы от заготовки в обуви доппельного и сандального крепления производят следующим образом: образец стороной, противоположной фрезерованному краю, вставляют в тиски так, чтобы сомкнутые губки 16 и 17 вошли между рантом или заготовкой 7 и подошвой 8. Сначала зажимают рант или заготовку 7 планкой 6 и губкой 16, а затем зажимают подошву 8 планкой 10 и губкой 17. При этом двуниточная строчка, скрепляющая рант с подошвой, должка проходить у края зуба на всем протяжении. При опускании нижнего зажима разрывной машины происходит отрыв подошвы от ранта или заготовки. Обработка результатов 1. Прочность q, Н/см (кгс/см), разрывное усилие на 1 см длины крепления вычисляют по формуле
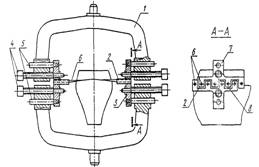
где Р - нагрузка при разрыве, Н (кгс), l - длина шва (до крайних проколов), см. За результат испытаний принимают данные по испытанию каждого образца. Форма записи результатов испытаний приведена в рекомендуемом приложении. 4.3 Определение прочности крепления каблука АППАРАТУРА Для определения прочности клеевого и гвоздевого крепления низкого каблука применяют прибор (черт. 3), состоящий из двух одинаковых металлических скоб 1 — верхней и нижней, которые вставляют в разрывную машину вместо ее зажимов. Через утолщения на концах каждой скобы по центру проходят винты 4, имеющие правую ленточную нарезку. В этих же утолщениях имеются по два отверстия, через которые проходят направляющие 5. Направляющие и винты наглухо укреплены расклепыванием в державке 3. К державке прикреплены пластины 7 с иглами 6 диаметром 2,5 мм и длиной выступающей части 1 см. Контур пластин соответствует профилю боковой поверхности каблука, а выступающая часть игл повторяет указанный профиль. В пластинах сделаны соответственно чередующиеся между собой выступы 2 и пазы 8, которые при сближении входят в зацепление и обеспечивают расположение игл в одной плоскости.
Черт.3 Отрыв каблука производят на разрывной машине с помощью специальных приборов-приспособлений. Скорость опускания нижних зажимов должна быть 100 мм/мин. Предельная нагрузка разрывной машины по соответствующей шкале не должна превышать нагрузку отрыва более чем в 10 раз. ПОДГОТОВКА К ИСПЫТАНИЮ 1. На каждую испытуемую полугару обуви маркируют порядковым номером на ходовой или боковой поверхности каблука. 2. При наличии язычка подошвы, укрепленного на фронтальной части каблука, каблук перед испытанием отделяют. 3. Отрыв каблука или набоек, прикрепленных клеевым способом, производят не ранее чем через 24 ч после приклеивания. ПРОВЕДЕНИЕ ИСПЫТАНИЙ Определение прочности крепления низкого каблука и набойки. 1. Обувь, обращенную каблуком вверх, подводят к иглам нижней скобы прибора (см. черт. 3). Вращением винтов вводят всю выступающую длину иглы нижней скобы между каблуком и подошвой либо между каблуком и набойкой по линии их разделения. Включив разрывную машину, сближают нижнюю и верхнюю скобы прибора до совмещения пластин, при этом выступы должны войти в зацепление с пазами, а иглы верхней скобы должны быть на одной линии с иглами нижней скобы. Вращением винтов сближают иглы верхней скобы, вводят их в обувь по линии разделения каблука и подошвы или каблука и набойки. Включив разрывную машину на растяжение, производят отрыв каблука или набойки. Прочность крепления определяют как до полного отрыва, так и доведением нагрузки отрыва до прочности крепления, предусмотренной нормативно-технической документацией на соответствующую обувь. При определении прочности крепления без полного отрыва растяжение производят до достижения нормативной нагрузки прочности, затем разрывную машину переключают на сближение верхней и нижней скобы, снимают напряжение и освобождают обувь от игл. ОБРАБОТКА РЕЗУЛЬТАТОВ 1. Прочность крепления каблука и набойки определяют величиной нагрузки, требуемой для их отрыва. Нагрузку отмечают по шкале разрывной машины с точностью 0,5 кгс. 2. Форма записи при определении прочности крепления каблука приведена в таблице 8. ФОРМА ЗАПИСИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ ПРОЧНОСТИ КРЕПЛЕНИЯ КАБЛУКА Таблица 8.
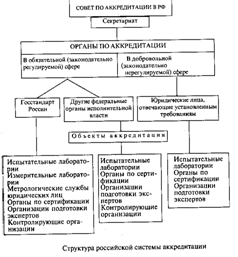
5. Описание испытательной лаборатории Испытательная лаборатория «Эксперт» является независимой организацией. В область деятельности испытательной лаборатории входят испытания по безопасности обуви детской. В обязанности лаборатории входит проведение испытаний таким образом, чтобы выполнялись требования стандарта ИСО 17025 и удовлетворялись потребности потребителя, регулятивных органов или организаций, осуществляющих официальное признание. Испытательная лаборатория обязана: – исполнять соответствующие требования ГОСТ ИСО/МЭК 17025 – 2005 и стандарта ГОСТ Р 51000.4-96; – создавать необходимые условия для проведения аккредитующим органом инспекционного контроля за деятельностью испытательной лаборатории, повторной аккредитации испытательной лаборатории и принятия решения по жалобам, включая доступ уполномоченных аккредитующим органом лиц к документации, персоналу и всем сферам деятельности; – заявлять о своей аккредитации только в отношении деятельности, включенной в область аккредитации; – не использовать свою аккредитацию таким образом, который мог бы подорвать доверие к аккредитующему органу; – не делать заявлений относительно своей аккредитации, которые могли бы ввести в заблуждение потребителей ее услуг или органов управления; – после приостановления или отмены аккредитации не делать никаких заявлений, которые содержат ссылку на нее, вернуть все документы, которые потребовал аккредитующий орган; – не допускать использования аккредитации таким образом, который позволил бы предположить, что результаты испытаний, полученные испытательной лабораторией, одобрены аккредитующим органом. Лаборатория «Эксперт» должна располагать необходимой документацией и сведениями, касающимися квалификации, практического опыта и подготовки кадров. Большое внимание в испытательной лаборатории «Эксперт» уделяется мероприятиям по повышению квалификации персонала. Они проводятся как для новых, так и для опытных сотрудников. Испытательная лаборатория «Эксперт» оснащена средствами измерений, испытаний и контроля, а также расходными материалами. Для правильного проведения испытаний и измерений, что требуется для признания ее компетентности. В исключительных случаях можно на договорных условиях применять оборудование, не принадлежащее лаборатории, притом, что это оборудование аттестовано, а средства измерений поверены в установленном порядке. Данные по оснащенности техническими средствами испытаний приводятся в руководстве по качеству. Оборудование лаборатории, в том числе и средства измерений, должны использоваться по назначению. Документация по его эксплуатации и техническому обслуживанию должна быть доступна. Неисправное оборудование, которое дает при испытании сомнительные результаты снимается с эксплуатации и отмечается соответствующим образом, указывающим его непригодность. Такое оборудование хранится в специально отведенном месте до тех пор, пока оно не будет отремонтировано и его пригодность не будет подтверждена с помощью испытаний. Каждая единица оборудования для испытания или измерения имеет регистрационную карточку, содержащую следующие сведения: - наименование оборудования; - наименование изготовителя, тип (марка), заводской и инвентарный номер; - даты получения и ввода в эксплуатацию; - месторасположение в настоящее время; - состояние на момент получения (новое, изношенное, с продленным сроком действия); - данные о ремонте и обслуживании; - описание всех повреждений или отказов, переделок или ремонта. Калибровка или поверка измерительного или испытательного оборудования при необходимости проводится перед вводом его в эксплуатацию и далее в соответствии с установленной программой. Общая программа калибровки оборудования обеспечивает прослеживаемость измерений, проводимых лабораторией на соответствие национальным и международным образцовым средствам измерений, если таковые существуют. При необходимости испытательное оборудование может подвергаться контролю между периодическими повторными калибровками. Оборудование эксплуатируется уполномоченным персоналом. В Лаборатории «Эксперт» установлены процедуры по безопасному обращению, транспортированию, хранению, использованию и плановому обслуживанию измерительного оборудования для обеспечения надлежащего функционирования. Испытательное и калибровочное оборудовании, включая аппаратные средства и программное обеспечение, должно быть защищено от юстировок, которые могут сделать недействительными результаты испытаний и калибровок. Помещения испытательной лаборатории «Эксперт» обеспечивают условия, неспособные отрицательно повлиять на точность и достоверность испытаний. Помещения проведения испытаний защищены от воздействия таких факторов, как повышение температуры, пыль, влажность, пар, шум, вибрация, электромагнитные возмущения, и отвечает требованиям применяемых методик испытаний, санитарных норм и правил, а также безопасности труда и охраны окружающей среды. Помещение достаточно просторное, чтобы устранить риск порчи оборудования и возникновения опасных ситуаций, обеспечить сотрудникам свободу перемещения и точность действий. Помещения для испытаний оснащены требуемыми оборудованием и источниками энергии, а при необходимости – устройствами для регулирования условий, в которых проводятся испытания. Доступ к зонам испытаний и их использование соответствующим образом контролируется. Также определены условия допуска лиц, не относящихся к персоналу данной лаборатории. Это еще одно из условий обеспечения конфиденциальности информации о деятельности лаборатории для третьих лиц. В лаборатории приняты соответствующие меры по обеспечению порядка и чистоты. План (рис.) испытательной лаборатории «Эксперт» приведён в приложении А. 6. Подготовка документов к аккредитации на техническую компетентность и независимость Успешная сертификация соответствия возможна только при высокой компетенции участников сертификации в проведении испытаний и поверок, их взаимном доверии друг другу. Заявитель доверяет органу по сертификации и испытательной лаборатории, которые дают заключение на его продукцию, испытательная лаборатория – органу по сертификации, и наоборот. Таким образом для определения беспристрастности, независимости и компетенции участников сертификации необходим соответствующий механизм. Определение аккредитации, согласно Руководству ИСО/МЭК 2, гласит, что это официальное признание того, что испытательная лаборатория (орган по сертификации) правомочна осуществлять конкретные испытания или конкретные типы испытаний. Основные цели аккредитации: - повышение качества работы и укрепления доверия к испытательным лабораториям со стороны заявителя; - обеспечение конкурентоспособности продукции и услуг на внутреннем и внешнем рынках; - признание результатов испытаний и сертификатов соответствия на национальном, европейском и мировом уровнях. Данные цели предполагают решение следующих задач в области аккредитации: - установление единых требований к испытательным лабораториям и органам по сертификации; - установление общих правил аккредитации и требований к органам по аккредитации; - создание национальных систем аккредитации, соответствующих международным нормам; - сотрудничество национальных структур по аккредитации на международном уровне и внутри страны. Развитие процесса аккредитации испытательных лабораторий и органов по сертификации в России началось с введением системы сертификации ГОСТ Р в 1992 г. Данная система охватывала вопросы не только по сертификации, но и аккредитации. Однако, это противоречило международной практике, где, как правило, сертификация и аккредитация не существуют в рамках одной системы. В 1995 г. Началась работа по созданию самостоятельной Российской системы аккредитации. Для этой цели был сформирован Межведомственный совет, в состав которого вошли специалисты министерств и ведомств, заинтересованных в решении проблем аккредитации. В настоящее время подготовлена правовая и методическая основа Российской системы аккредитации. Она максимально гармонизирована с Руководствами ИСО/МЭК в области аккредитации и европейскими нормами серии EN 45000. Структура Российской системы аккредитации приведена на рис. 4.
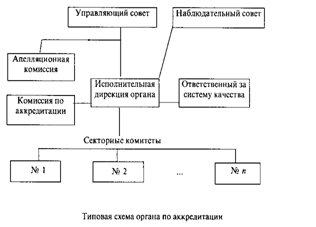
Рис. 4 Аккредитация, как и сертификация, проводится в законодательно регулируемой и нерегулируемой областях. Аккредитация органов по сертификации и испытательных лабораторий, работающих в системах обязательной сертификации, относится к регулируемой законом области. Основные принципы и подходы к созданию Системы аккредитации Российской Федерации изложены в проекте федерального закона «Об аккредитации организаций в сферах деятельности по оценке соответствия продукции и услуг нормативным требованиям», подготовленном в соответствии с постановлением Правительства российской Федерации. Огран по аккредитации управляет системой аккредитации и проводит соответствующую процедуру. Организация, претендующая на право стать органом по аккредитации, должна иметь: определенный юридический статус; финансовую стабильность; организационную структуру; площади и оборудование; квалифицированный персонал; необходимые нормативные документы на критерии и процессы аккредитации; систему обеспечения качества аккредитации. В настоящее время аккредитацию испытательных лабораторий и органов по сертификации в РФ осуществляют подразделения ФАТР в обязательной области. Типовая схема органа по аккредитации приведена на рис. 5.
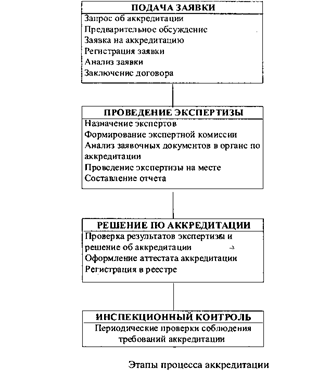
Рис. 5 Управляющий совет состоит из представителей заинтересованных в работе органа министерств, ведомств, профсоюзных объединений, предприятий и других структур. Он координирует деятельность органа в обозначенной области. Наблюдательный совет состоит из учредителей органа по аккредитации; его задачей является общий контроль за работой органа. Он не должен ставить перед исполнительным руководством органа задачи, способные подорвать доверие к нему. Исполнительная дирекция органа, в состав которой входят руководитель, штат экспертов-аудиторов по аккредитации, секретариат и бухгалтерия, осуществляет всю текущую работу по организации и проведению процессов аккредитации. Ответственным за систему обеспечения качества в органе аккредитации является, как правило, штатный работник, обладающий соответствующим опытом и квалификацией в области управления качеством Апелляционная комиссия рассматривает жалобы по вопросам аккредитации со стороны заявителей. Комиссия по аккредитации утверждает отчеты экспертов по проведению аккредитации и принимает решение о выдаче аттестата аккредитации или отказе в этом. Секторные комитеты по направлениям аккредитации состоят из специалистов различных организаций по отдельным проблемам и специалистов, привлекаемых органом по аккредитации для помощи в разработке правил и процедур аккредитации. Согласно требованиям, орган по аккредитации должен: - иметь руководителя по аккредитации лаборатории, несущего всю полноту ответственности за свою работу перед организацией; - располагать штатным персоналом, соответствующим тому виду, области и объему работ, которая выполняется под руководством главного администратора; - иметь организационную структуру, которая обеспечивает независимость его штатного персонала от воздействия со стороны кругов, имеющих финансовую заинтересованность в результатах аккредитации, и гарантирует, что указанный персонал не будет подвергаться незаконному давлению; - располагать соответствующими соглашениями, обеспечивающими привлечение независимых экспертов в качестве технических консультантов. Весь процесс аккредитации проходит в четыре этапа. Этапы процесса аккредитации приведены на рис. 6.
Рис. 6 Первым делом руководитель испытательной лаборатории «Эксперт» подает заявку на аккредитацию, где указывает область аккредитации, обязательства по проведению процедуры и ее оплаты независимо от результата. Вместе с заявкой испытательной лабораторией должна быть представлена следующая информация: – общая характеристика испытательной лаборатории (наименование, адрес, юридический статус, персонал и техническое оборудование). Указанную информацию, как правило, приводят в Паспорте испытательной лаборатории, копиях устава и (или) других учредительных документов, а также в анкете* испытательной лаборатории; – общие сведения об организации, в состав которой входит лаборатория-заявитель, или об испытательной лаборатории (основная область деятельности, компетентность и авторитетность в заявленной области, отношения с другими организациями, местонахождение испытательных лабораторий; включенных в заявку на аккредитацию). Указанную информацию, как правило, приводят в Положении об испытательной лаборатории и справке о деятельности испытательной лаборатории, в которой приводят информацию о практической деятельности (научном и техническом опыте) лаборатории-заявителя; – перечень должностных лиц испытательной лаборатории (с указанием фамилии, имени, отчества), несущих ответственность за техническую корректность протоколов испытаний; – описание внутренней организации и системы качества, применяемой испытательной лабораторией для того, чтобы обеспечить доверие к качеству проводимых испытаний, и, в необходимых случаях, основных планов обеспечения качества с подтверждением воспроизводимости результатов измерений на основе национальных или международных эталонов и другую необходимую информацию; – формы протоколов испытаний, которые испытательная лаборатория планирует выдавать после того, как она будет аккредитована. В орган по аккредитации должны быть также представлены основные документы: проект положение об испытательной лаборатории, паспорт испытательной лаборатории, руководство по качеству, анкета. Документы представлены в приложениях Б – Ж. Полученную информацию используют для проведения работ по аккредитации испытательной лаборатории, и обращение с ней должно обеспечивать соответствующую конфиденциальность. Далее аккредитующий орган рассматривает заявку на аккредитацию испытательной лаборатории «Эксперт» (с комплектом документов) и принимает решение по организации этих работ. Для проведения экспертизы документов по аккредитации испытательной лаборатории аккредитующий орган назначает одного или нескольких экспертов и определяет ведущего эксперта. Результаты экспертизы отражают в экспертном заключении, которое должно содержать оценку соответствия предъявленной вместе с заявкой информации критериям аккредитации. Полученная в результате экспертизы информация должна быть использована при аттестации испытательной лаборатории. В случае положительного результата экспертизы аккредитующий орган разрабатывает и утверждает программу проведения аттестации. Испытательной лаборатории «Эксперт» заблаговременно должны быть сообщены фамилии имеющих необходимую квалификацию экспертов, назначенных для проведения аттестации на месте, чтобы предоставить ей возможность направить, при необходимости, свои возражения на назначение данного эксперта или экспертов. Указанные эксперты должны быть назначены официально, полномочия их должны быть точно определены и доведены до сведения испытательной лаборатории. Испытательная лаборатория «Эксперт» со всеми производственно-техническими подразделениями, включенными в заявку на аккредитацию, должна в стационарных условиях пройти аттестацию. Аттестацию проводит комиссия, в состав которой входят эксперты и, в случае необходимости, – другие представители аккредитующего органа, а также специалисты других организаций (по привлечению аккредитующего органа). Комиссия должна передать аккредитующему органу всю важную информацию, характеризующую способность испытательной лаборатории выполнить требования аккредитации, а также возможные дополнительные требования, включая те из них, которые могли бы быть получены в результате проверки на качество проведения испытаний. Комиссия проводит аттестацию испытательной лаборатории по программе, утвержденной аккредитующим органом. По результатам аттестации комиссия оформляет акт и передает его в аккредитующий орган. Копия акта по результатам проведенной аттестации должна быть направлена испытательной лаборатории, которая может представить свои замечания по указанному акту, и, в необходимых случаях, сообщить о проведенных мероприятиях по устранению выявленных недостатков или о планировании таких мероприятий в течение определенного срока. Аккредитующий орган должен рассмотреть заявку испытательной лаборатории, информацию, полученную при экспертизе документов и аттестации испытательной лаборатории, замечания со стороны испытательной лаборатории по акту аттестации и другую информацию, полученную в связи с аккредитацией, представленные ведущим экспертом. Целью этой проверки является оценка соответствия испытательной лаборатории критериям аккредитации и возможным дополнительным критериям. Решение об аккредитации лаборатории или об отказе в аккредитации принимает аккредитующий орган на основании результатов этой оценки. Решение должно быть изложено в письменном виде. При положительном решении аккредитующий орган: – оформляет, регистрирует и выдаст испытательной лабораторий аттестат аккредитации с приложением к нему области аккредитации. В аттестате аккредитации устанавливают срок его действия не более 5 лет; – подписывает договор с испытательной лабораторией, определяющий взаимоотношения с ним, а также подписывает другие документы, установленные в системе аккредитации. После аккредитации испытательной лаборатории необходимо обеспечить регулярное проведение мероприятий, гарантирующих и в дальнейшем ее соответствие критериям аккредитации. Порядок и правила проведения инспекционного контроля за аккредитованной испытательной лабораторией должны соответствовать положениям ГОСТ Р 51000.4-96. Заключение Таким образом, в данной курсовой работе дана характеристика обувь детская как объекта сертификации, приведены основные показатели безопасности (прочность крепления деталей низа; прочность крепления каблука), по которым проводятся испытания и методы их определения. Разработан проект испытательной лаборатории в соответствии с требованиями ГОСТ Р ИСО/МЭК 17025-2005 «Общие требования к компетентности испытательных и калибровочных лабораторий» к персоналу, оборудованию, помещению. Оформлены основные документы для аккредитации испытательной лаборатории на техническую компетентность и независимость в соответствии с ГОСТ 51000.4-96 «Система аккредитации в Российской Федерации. Общие требования к аккредитации испытательных лабораторий». Благодаря аккредитации испытательной лаборатории повышается не только качество сертификации, но и доверие к ее результатам и методам. Сертификация способствует повышению конкурентоспособности продукции. Пояснительная записка изложена на 39 листах. Графическая часть включает план-схему испытательной лаборатории. В данной курсовой работе используются данные научной, учебной литературы, нормативной документации в количестве 10 наименований. Библиографический список 1. А.Г. Сергеев, М.В. Латышев, В.В, Терегеря «Метрология, стандартизация и сертификация». 2. ГОСТ 51000.4-96 «Общие требования к аккредитации испытательных лабораторий». 3. Международный стандарт ИСО/МЭК 17025-2005 «Общие требования к компетентности испытательных и калибровочных лабораторий». 4. Федеральный закон о техническом регулировании 5. Закон РФ от 27 апреля 1993 г. N 4871-I "Об обеспечении единства измерений" 6. ГОСТ 26165-2003 "Обувь детская. Общие технические требования". 7.ГОСТ 9136-72 "Обувь. Метод определения прочности крепления каблука и набойки". 8. ГОСТ 9134-78 "Обувь. Методы определения крепления деталей низа". 9. ГОСТ 9289-78 "Обувь. Правила приемки". 10. ГОСт 21463-87 "Обувь. Нормы прочности". |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||