Курсовая работа: Организация технохимического и микробиологического контроля автоматизированного оборудованияКурсовая работа: Организация технохимического и микробиологического контроля автоматизированного оборудованияСодержание молоко микробиологический биотехнологический дезинфекция 1. Технологическая часть 2. Организация технохимического и микробиологического контроля 3. Подбор технологического оборудования и расчет площадей 4. Мойка и дезинфекция технологического оборудования Заключение Список используемой литературы Мороженое является одним из самых любимых продуктов населения нашей страны. Это объясняется не только его приятными вкусовыми свойствами, но также высокой пищевой и биологической ценностью. Предшественниками мороженого можно считать смешанные со снегом или льдом натуральные или подслащенные фруктовые соки, которые в Китае использовали почти 3000 лет тому назад. Именно от китайцев "секрет" мороженого в виде фруктового льда стал известен в Европе. Венецианский путешественник Марко Поло привез его рецепты из путешествия по Китаю в конце ХIII в. Затем, с открытием замораживающей способности смеси селитры со льдом, появилась возможность замораживать фруктовые соки. Началом промышленного производства мороженого в России принято считать 1932 г., когда в Москве на молочном комбинате и холодильнике № 2 были созданы первые цеха по производству этого продукта. В 1945 г. при Всесоюзном научно-исследовательском институте холодильной промышленности (ВНИХИ) была организована специализированная лаборатория, которая стала головной в разработке технологий производства мороженого. Мороженое - сладкий, высококалорийный и легкоусвояемый молочный продукт, содержащий в своем составе все компоненты молока. В нашей стране его вырабатывают в основном в специализированных цехах и на фабриках при холодильных комбинатах. Мороженое пользуется большим спросом у потребителей всех возрастов. Поэтому для расширения его производства в нашей стране, необходимо внедрение комплексной механизации и автоматизации на предприятиях молочной промышленности. В то же время следует использовать для выработки мороженого новые виды сырья, совершенствовать технологию производства, применять холод на всех этапах хранения и доставки готового продукта, изыскивать новые тарные и упаковочные материалы. В настоящее время расходуются значительные средства на строительство и реконструкцию предприятий, выпускающих молочную продукцию. Чтобы полнее использовать содержащиеся в молоке полезные вещества для выработки полноценных продуктов питания, намечается увеличить переработку обезжиренного молока, пахты, сыворотки на пищевые цели, увеличить выпуск продуктов с длительным сроком хранения и т.д. Современная промышленная переработка молока представляет собой сложный комплекс последовательно выполняемых взаимосвязанных химических, физико-химических, микробиологических, биохимических, биотехнологических и других специфических технологических процессов. Эти процессы направлены на выработку молочных продуктов, содержащих либо все компоненты, либо их часть. Важно сохранить пищевую и биологическую ценность компонентов сырья в вырабатываемых молочных продуктах. Это является предметом исследований ученых во всем мире. В соответствие с физиологическими нормами потребления рассчитаем годовое производство в натуральном выражении и в пересчете на молоко. Общее производство в пересчете на цельное молоко: М = В ∙ А где В – физиологическая норма потребления цельномолочной продукции в год в пересчете на молоко; А – численность населения, тыс. человек.. М = 210 ∙ 75 = 15,75 т за год Для фабрики мороженого принимаем 250 смен работы цеха в году. Сменная мощность фабрики мороженого:
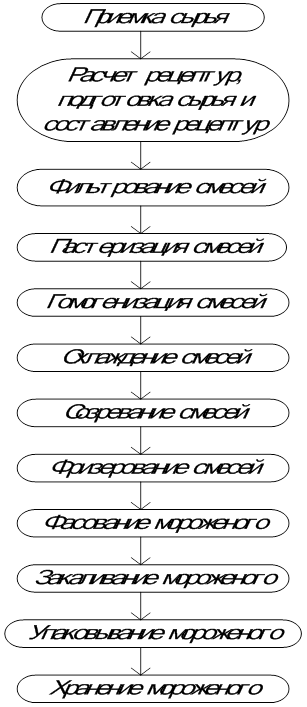
где Н – расчетное количество смен работы предприятия. Технологический процесс производства мороженого на молочной основе осуществляют согласно схеме, приведенной на рисунке 1.1
Рисунок 1.1 – Технологическая схема производства мороженого Для производства мороженого используется следующее сырье: - молоко коровье не ниже II-го сорта по ГОСТ 13264-88; - молоко коровье пастеризованное с массовой долей жира 1,5; 2,5; 3,2; 3,5; 6,0% и нежирное по ГОСТ 13277-79; - молоко обезжиренное кислотностью не выше 20 Т, полученное из коровьего молока по ГОСТ 13264-88; - молоко цельное сгущенное с сахаром по ГОСТ 2903-78; - молоко нежирное сгущенное с сахаром по ГОСТ 4771-60 (изм. 1.12.83); - молоко нежирное сгущенное с сахаром "Славянское" по ТУ 10-02-02-21-86; - молоко сгущенное обезжиренное по ТУ 49 206-72; - молоко цельное сухое высшего сорта по ГОСТ 4495-87; - молоко сухое обезжиренное по ГОСТ 10970-87; - сливки из коровьего молока по ТУ 10.02.02.789.08-89, ТУ 10-02867-90; - сливки сухие высшего сорта по ГОСТ 1349-85; - сливки сгущенные с сахаром по ГОСТ 4937—85; - пахту кислотностью не выше 19Т, получаемую при производстве несоленого сладкосливочного масла; - пахту сгущенную с сахаром по ТУ 10-02.939-91; - пахту сухую по ТУ 10-02.940-01; - сыворотку молочную пастеризованную по ТУ 10-02.809-89; - сыворотку молочную сгущенную по ТУ 49803-81; - сыворотку сухую деминерализованную, полученную методом электро диализа (СД-ЭД), по ТУ 49940-82;
- концентрат сывороточный белковый, полученный методом ультрафильтрации и электродиализа (КСБ-УФ-ЭД), по ТУ 49979-87; - какао со сгущённым молоком и сахаром по ГОСТ 718-84; - кофе натуральный со сгущенным молоком и сахаром по ГОСТ 719-85; - молоко сгущенное с сахаром и цикорием по ТУ 10-02-02-9-85; - масло коровье сливочное несоленое традиционного состава, высшего сорта (сладкосливочное, кислосливочное), любительское и крестьянское высшего и 1-го сорта по ГОСТ 37-91; - масло сливочное бутербродное по ТУ 10-02.848-90; - масло сливочное зарубежного производства, разрешенное к применению. 2. Жиры растительные: - жир кондитерский по ОСТ 181974-84; жиры растительные торговой марки "АКОБЛЕНД МИКС" фирмы "Карлсхамнс" (Швеция), корпорации "Союз", "Полавар" датской фирмы "Аархус Олис", разрешенные к применению в производстве мороженого органами Госсанэпиднадзора РФ, по сертификату качества. 3. Масло растительное: - масло дезодорированное, рафинированное (подсолнечное, кукурузное, соевое, оливковое) - отечественное по нормативной документации, импортное - по сертификату качества; - масло кокосовое, пальмовое, пальмоядровое - по сертификату качества. 4. Яйца куриные и яичные продукты: - яйца куриные пищевые по ГОСТ 27583-88; - порошок яичный по ГОСТ 2858-82. 5. Сахар, мед, кондитерские и другие изделия: - сахар-песок по ГОСТ 21—78; - сахар-песок рафинированный и пудру рафинадную по ГОСТ 22-78 - сахар жидкий (сахарный сироп) по ОСТ 18 170-85; - пудру сахарную по ГОСТ 22-78; - мед натуральный по ГОСТ 19792-74; - инвертный сахар по нормативной документации; - сироп глюкозно-фруктовый по ТУ 18-8-52-85; - глюкозу кристаллическую гидратную по ГОСТ 975-85; - сахар молочный по ОСТ 4963-85; - сорбит пищевой по ОСТ 645-59-88; - ксилит пищевой по ГОСТ 20710-85; 6. Вкусовые и ароматические вещества: - какао-порошок по ГОСТ 108-76; - полуфабрикат какао-порошок производственный по ОСТ 10 94—87; - полуфабрикат "шоколадная глазурь" по ОСТ 10 93—87; - полуфабрикат какао-масло по ОСТ 10—76-87; - какао-напиток "Утро" по ОСТ 18 311-77; - шоколад по ГОСТ 6534-89; - кофе натуральный без цикория по ГОСТ 6805-88; - цикорий по нормативной документации; - цикорий растворимый пастообразный по ТУ 18-4-59-85; - ванилин по ГОСТ 16599-71; - ароматизатор ванильный по сертификату качества; - пищевые ароматизаторы по ОСТ 18 103-84 и другие, разрешенные к применению; - масло эфирное цитрусовое очищенное; - кислоту лимонную по ГОСТ 908—79; - кислоту виннокаменную по ГОСТ 21205-83. 7. Стабилизаторы и эмульгаторы: - агар пищевой по ГОСТ 16280-88; - агароид кондитерский по ТУ 15-04-454-79; - альгинат натрия пищевой по ТУ 15-544-83; - желатин пищевой для кондитерской промышленности по ТУ 10-02-01-21-88; - крахмал желирующий по ОСТ 10 237-90; - крахмал картофельный, кроме II-го сорта по ГОСТ 7699-78; - крахмал картофельный окисленный пищевой по ТУ 10 БССР 04-193-89; - крахмал кукурузный по ГОСТ 7697-82; - казеинат натрия по ТУ 49 721—85; - стабисол немецкой фирмы по сертификату качества; - метил целлюлозу водорастворимую по нормативной документации; - муку пшеничную хлебопекарную высшего сорта по ГОСТ 26574-85; 8. Отходы вафельные сухие по нормативной документации. 9. Воду питьевую по ГОСТ 2874-82. 1.2 Продуктовый расчет Для изготовления мороженого имеется большое число рецептур, что позволяет предприятиям составлять различные по составу смеси. При отсутствии того или иного вида сырья делают перерасчет рецептур. При расчете смесей для мороженого задача сводится к определению количества молочных продуктов, которое обеспечило бы требуемый ее состав (по содержанию жира и СОМО) и заданный вес. В таблице 1.2.1 представлен ассортимент мороженого и его физико-химические показатели. Таблица 1.2.1 - Ассортимент мороженого и его состав
Таблица 1.2.2 – Рецептура на мороженое пломбир "Фантазия" кофейный
Таблица 1.2.3 – Рецептура на мороженое пломбир "Крем-брюле"
Таблица 1.2.4 – Рецептура на сливочное мороженое "Снегурочка"
Таблица 1.2.5 – Рецептура на молочно-шоколадное мороженое
Таблица 1.2.5 – Рецептура на сливочное мороженое
Таблица 1.2.6– Сводные данные сырьевого расчета
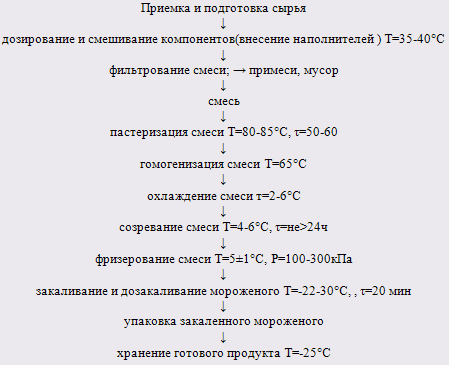
1.3 Технология производства мороженого Технологический процесс производства мороженого осуществляется по следующей схеме:
Рисунок 1.3.1 – Технологическая схема производства мороженого пломбирПриёмка и подготовка сырья. Сливочное масло при наличии на монолите окислительного слоя следует зачищать. Монолиты сливочного масла перед внесением в смесь разрезают на куски или расплавляют на маслоизготовителях, не допуская расплавления жировой эмульсии. Хранят сливочное масло при температуре не выше -18°С не более 12 месяцев со дня выработки. Растительные масла (кокосовое или пальмовое) поступает в блоках, в ящиках из картона или полимерных материалов. Перед внесением в смесь блоки растительных масел расплавляют. Стабилизаторы и стабилизаторы-эмульгаторы поступают в мешках крафт-бумаги или коробках из картона. Стабилизаторы вводят в смесь при определённых температурных режимах. Хранят при температуре не выше 25°С и относительной влажности воздуха не более 75%. При использовании отходов при производстве мороженого для повторной переработки, хранят до использования в специальной камере при температуре воздуха 4°С. Допускается замораживание производственных отходов. Дозирование и смешивание компонентов Дозирование сырьевых компонентов производят в соответствии с рецептурой. Допускается отклонение массы сырьевых компонентов, не превышающих погрешностей средств измерения. Смешивание сырьевых компонентов производят в резервуарах для смешивания. Сырьё для приготовления смесей мороженого вводят в следующем порядке: сгущённые продукты; сухие продукты; сливочное и растительное масло, предварительно расплавляют и перекачивают насосом в резервуар для смешивания компонентов при температуре 45-60°С; Фильтрование смеси Смесь фильтруют после смешивания компонентов, и после пастеризации, используя для этой цели дисковые, плоские, цилиндрические и другие фильтры. Фильтрующие материалы периодически очищают и заменяют, не допуская скопления большого количества осадка. Пастеризация смеси Пастеризация необходима для уничтожения болезнетворных микроорганизмов и снижения общего содержания микрофлоры. При пастеризации обязательно необходимо соблюдение соответствующих режимов (температуры и продолжительности выдерживания смеси при температуре пастеризации). Смесь пастеризуют в аппаратах непрерывного действия автоматизированных пластинчатых пастеризационно-охладительных установках, трубчатых пастеризаторах. Пастеризация проводится при температуре 80-85°С (в летнее время при 94°С) с выдержкой 50-60 сек. Также высокие режимы тепловой обработки объясняются тем, что в смесях мороженого находится повышенное содержание сухих веществ, которые увеличивая вязкость смесей, оказывают защитное действие на микроорганизмы. Гомогенизация смеси После пастеризации и фильтрования жиросодержащиеся смеси гомогенизируют для дробления жировых шариков, чтобы уменьшить их отстаивание при хранении и подсбивании при фризеровании смесей и тем самым улучшить структуру мороженого. Гомогенизацию ведут при температуре, близкой к температуре пастеризации, не допуская охлаждения смеси. Гомогенизации. Можно проводить при температуре смеси мороженого от 62 до 75°С с последующей её пастеризацией. Перед гомогенизацией смесь должна быть профильтрована. Чем больше массовая доля жира в смеси, тем меньше давление гомогенизации. Молочная смесь 12-15 МПа (125-150 кг/см3) Нарушение режимов гомогенизации приводит к дестабилизации жира при аэрировании и ухудшению консистенции готового продукта. Глицериды молочного жира отвердевают, степень отвердевания достигает до 50%. Благодаря этому созревшая смесь хорошо поглощает и удерживает пузырьки воздуха при замораживании смеси и закалке мороженого. Чем больше отвердевшего жира, тем выше степень поглощения (взбивания) пузырьков воздуха. Готовый продукт, изготовленный из созревшей смеси имеет высокую взбитость и нежную, без крупинок, кристаллов льда, структуру. Из ёмкостей для созревания смесь поступает на фризерование. Фризерование смеси При фризеровании смесь мороженого насыщается воздухом (взбивается) и частично замораживается, воздух распределяется в продукте в виде мельчайших пузырьков, смесь охлаждается до криоскопической температуры (в зависимости от состава смеси от -2,3 до –3,5°С) после чего начинается её замерзание. При этом чем ниже температура хладоносителя во фризере и интенсивнее перемешивание смеси, тем быстрее образуются кристаллы льда и тем они меньше. При фризеровании начинается формирование структуры мороженого, которое заканчивается после его закаливания. Закаливание и дозакаливание мороженого. После фризерования мороженое сразу же подвергается дальнейшему замораживанию (закаливанию). Этот процесс следует проводить в максимально короткий срок, чтобы не допустить существенного увеличения размеров кристаллов льда в мороженом. Фасованное мороженое закаливают в потоке воздуха с температурой от -25 до -37°С в специальных морозильных аппаратах, входящих в состав поточных линий, а также в металлических формах в эскимогенераторах, охлаждаемых. 2. Организация технохимического и микробиологического контроля В современных условиях активного проникновения на российский рынок товаров зарубежных производителей, особенно актуальное значение приобретают факторы, определяющие конкурентоспособность выпускаемой продукции и прежде всего вопросы повышения её качества. Это в свою очередь требует улучшения организации входного, производственного и выходного технохимического и микробиологического контроля на предприятии. Контроль сырья и материалов, технологического процесса готовой продукции проводит Отдел Технологического Контроля (лаборатория) и мастера участков предприятия. Существует входной и выходной контроль. Входной контроль включает в себя контроль качества поступающего сырья и материалов, а также контроль тары, вспомогательных материалов, химикатов, моющих и дезинфицирующих средств, поступающих на предприятие с сопроводительными документами на качество, выданное заводом- изготовителем. Таблица 2.1 — Схема технохимического контроля производства мороженого и вафельной продукции
Не отвечающие требованиям ГОСТа и ТУ поступившая тара, вспомогательные и упаковочные материалы, химикаты, моющие и дезинфицирующие вещества не используются. Целью техно-химического контроля является обеспечение выпуска высококачественной продукции, удовлетворяющей требования действующих стандартов и технических условий. Контроль технологического производства, а также контроль качества готовой продукции производится работниками лаборатории в соответствии с требованиями инструкции по технологическому контролю на предприятиях молочной промышленности. Микробиологический контроль заключается в проверке качества поступившего сырья, материалов, готовой продукции, а также в соблюдении технологических и санитарно - гигиенических требований производства. При производстве мороженого технологические приёмы направлены на уничтожение микроорганизмов или на создание условий неблагоприятных для их развития. Уничтожение микроорганизмов достигается применением высоких температур и замораживанием. При хранении мороженого микроорганизмы не развиваются, но могут сохранять в нём жизнеспособность в течении длинного времени. Поэтому при производстве мороженого особенно важно соблюдать санитарные режимы производства и регулярно соблюдать его микробиологический контроль, осуществлять санитарно-гигиенические нормы производства, проверяют эффективность мойки и дезинфекции оборудования, инвентаря и упаковочных материалов, санитарно- гигиенического состояния одежды и рук рабочего персонала. Таблица 2.2 - Схема организации микробиологического контроля
По микробиологическим показателям мороженое должно соответствовать требованиям, указанным в таблице 2.3. Таблица 2.3 — Микробиологические показатели мороженого
Органолептический контроль При проведении органолептического контроля важно выявить причины возникновения пороков сырья и готовой продукции, с тем, чтобы своевременно предупредить их появление, улучшить качество выпускаемого мороженого, полностью исключить выработку нестандартной продукции. Органолептическая оценка должна соответствовать требованиям, приведенным в таблице 2.4. Таблица 2.4 - Органолептические показатели мороженого
При органолептической оценке определяют вкус, аромат, поступившего на предприятие сырья для мороженого, структуру, консистенцию, внешний вид, состояние тары и маркировку готового продукта. При внутризаводской оценке качества мороженого для характеристики выполнения плана по качеству отдельными бригадами, сменами и предприятием в целом, используют 100 бальную систему, показатели которой представлены в таблице 2.5. Таблица 2.5 - Оценка качества мороженого
Каждый из приведенных показателей оценивается в пределах отведенных ему количества баллов в соответствии с данными. Затем результаты суммируют. Не допускается к реализации мороженое, имеющее хлопьевидную и песчанистую консистенцию, с органолептически ощутимыми комочками жира и стабилизатора, и оцененное ниже 80 баллов. Органолептическую оценку мороженого проводит контролер — эксперт, а на небольших предприятиях лаборант. На каждую выработанную партию мороженого лаборатория выписывает удостоверение на качество (по форме VI), в котором дается заключение на соответствие мороженого ОСТ 4973-90. Заключение дается на основании результатов анализов готовой продукции и ее органолептической оценки, и по результатам микробиологических анализов. Готовая вафельная продукция должна соответствовать ТУ 10160015004-90. Органолептические и физико-химические показатели вафельной продукции приведены в таблице 2.6. Таблица 2.6 - Органолептические и физико-химические показатели вафельной продукции
Внутризаводской контроль. Сменный мастер или технолог, выпускающий партию, должны лично определить качество продукции, выписать паспорт на каждую партию, а затем предъявить эксперту. Контролер - эксперт записывает в журнал результаты проверки качества продукции и выписывает удостоверение (по форме №27), которая является единственным документом, дающим право на выпуск продукции в торговую сеть. На нестандартную продукцию составляет акт на переработку. Если нет эксперта, то удостоверение о качестве подписывает лаборант. Удостоверение составляется в трех экземплярах. Один остается у лаборанта, два у мастера. Мастер один экземпляр передает при сдаче продукции в торговую сеть вместе с накладной. 3. Подбор технологического оборудования и расчет площадей Подбор технологического оборудования является важным этапом реконструкции, т.к. должен обеспечить все необходимые условия для быстрой и четкой переработки сырья и в целом работы цеха Основой для подбора технологического оборудования является сырьевой расчет и график технологических процессов, который предопределяет необходимое количество машин и аппаратов. Технологический процесс производства мороженого состоит из следующих операций: подготовка основного сырья, приготовление смеси, фильтрование, гомогенизация, пастеризация, охлаждение, созревание, фризерование, фасование, закаливание и дозакаливание. Для пастеризации и охлаждения на пастеризационно-охладительную установку, которая предназначена для пастеризации и охлаждения смесей мороженого в тонкослойном закрытом потоке. Контрольно-измерительные приборы обеспечивают комплексную автоматизацию технологического процесса, что устраняет возможность выхода недопастеризованного продукта. Молоко, принимаемое на завод, взвешивают. К емкостям, применяемым в молочном производстве, относят резервуары, ванны, баки. Промежуточные емкости применяют для хранения молока и молочных продуктов в заданном режиме. Рассчитывают эти емкости по времени задержки в них сырья или по количеству сырья, необходимого для бесперебойной работы последующего оборудования. Емкость резервуаров для хранения сырого молока по нормам проектирования равной 40% от суточного поступления молока на завод. Таким образом, для хранения сырого молока проектируем резервуар емкостью 2000 л. Емкости технологического назначения подбирают исходя из объема сырья и количества вырабатываемого в этой емкости продукта. В данном проекте для производства смесей мороженого предусмотрены вертикальные резервуары емкостью 2000 л марки П6-ОРМ-2,0. Сепараторы подбирают по часовой производительности с учетом производительности другого подобранного оборудования. Количество всех сепараторов рассчитывают в зависимости от количества сырья, производительности сепаратора с учетом непрерывной работы в течение 3-4 час. С учетом всех требований в данном проекте подобраны следующие сепараторы: сепаратор-сливкоотделитель марки Г9-ОСП-3, предназначенный для разделения молока на сливки и обезжиренное молоко. К теплообменным аппаратам относятся охладители, нагреватели, пастеризационно-охладительные установки. Их подбирают по часовой производительности с учетом графика технологических процессов. В данный проект включена линия ОЛС, которая обеспечивает комплексную механизацию и автоматизацию процесса производства мороженого молочного, сливочного и пломбирного мороженого, начиная с фризерования смеси до расфасовки готового продукта. В линию ОЛС включены следующие основные аппараты: фризер марки Б6-ОФШ-2, морозильный автомат марки ОСС, расфасовочный автомат марки АР-С. Фризер непрерывного действия Б6-ОФШ-2 предназначен для производства мороженого путем охлаждения, насыщения воздухом и замораживания молочной, пломбирной и сливочной исходных смесей без наполнителей и с наполнителями. Фризер состоит из корпуса, цилиндра (горизонтального), насосов с приводом, приемного бака для смеси, электрооборудования и продуктового трубопровода. Система холодоснабжения – аммиачная. Этот фризер имеет ряд преимуществ перед некоторыми фризерами других марок: - общая компоновка фризеров с баком для смеси выполнена в едином корпусе прямоугольной формы; - блицовка выполнена в виде съемных панелей с открывающимися дверьми, что создает удобства в обслуживании, ремонте и санитарной обработке; - расположение пульта управления и приборов на передней панели упрощает работу операторы; - снижены шумовибрационные характеристики; - повышена надежность работы отдельных узлов и агрегатов; - предусмотрена блокировки, отключающие клапан на линии подачи аммиака при остановке насосов или при минимальном уровне смеси в баке, что предупреждает примораживание мешалки к цилиндру; - предусмотрены световая и звуковая сигнализации. Скороморозильный аппарат ОСС предназначен для закаливания порции мороженого и подачи их на завертку. Аппарат состоит из камеры, каркаса с цепным транспортером и люльками, испарителя, каркаса с вентиляторами, загрузочно-разгрузочного устройства и транспортера. Закаливание мороженого, продолжающееся 30-45 мин, происходит в результате обдувания его холодным воздухом, прошедшим через горизонтальные трубы испарительных батарей. После того как люльки со стаканчиками пройдут весь путь в зоне закалки камеры, они возвращаются к месту загрузки, где за счет поворота люлек на определенный угол стаканчики выгружаются во вращающийся барабан, а пустые люльки поступают снова на загрузку. Вращающийся барабан придает стаканчикам вертикальное положение и устанавливает их на транспортер для подачи на заверточный автомат. Для упаковки мороженого в проекте предусмотрен упаковочный автомат Л5-ОЗЛ. Упаковочным автоматом служит ламинированная полиэтиленовая бумага плотностью 30-35 г/м² или лакированный целофан плотностью 35-40 г/м². Для расплавления коровьего масла используется маслоплавитель, марки АРЖ-МИ-0,1. Он состоит из ванны с пароводяным обогревом и решетки (или) стелажа, расположенной над ванной. Решетка изготавливается обычно из труб, в которые подается горячая вода. Монолиты масла укладываются на решетки. Постепенно оно расплавляется и накапливается в ванне. Температура масла не должна превышать 37 ºС. Такой подбор машин и аппаратов обеспечит необходимые условия для планомерной и четкой работы всего предприятия, хорошие условия труда, высокое качество готовой продукции. При подборе оборудования предусмотрены новые высокопроизводительные машины и аппараты непрерывного действия, использованы однотипные машины, одинаковой производительности и емкости, обеспечена механизация трудоемких процессов, продуманы способы автоматизации, управления, контроля работы оборудования. Подобранное оборудование является несложным, доступным для эксплуатации, мойки и дезинфекции, позволит осуществить все технологические процессы по принятой технологической схеме при нормальных потерях сырья. Подбор оборудования представлен в таблице 3.1 Таблица 3.1- Подбор технологического оборудования
Расчет производственных площадей Площадь различных отделений цеха может быть рассчитана различными способами. Один из способов это – по укрупненным нормам площади на единицу сырья или готовой продукции или квадратный метр на одну приведенную единицу вырабатываемой продукции. В состав производственного корпуса входят: 1. Помещения основного производственного назначения – отделение приемки молока, цех выработки мороженого, цех по выпечке вафельной продукции, камеры для хранения готовой продукции и др. 2. Вспомогательные помещения – лаборатории (приемная, бактериологическая, химическая), моечная, склад химических реактивов, лаборатория контрольно-измерительных приборов, заквасочная, комната начальника цеха и мастера, централизованная моечная, гардеробы, душевые, помещение дежурного слесаря, электрика, склады, тары и материалов, венткамеры, электрощитовая. Расчет площадей производственных цехов (участков) Площади этих помещений определяют, исходя из условий рационального размещения оборудования, обеспечивающего поточность технологических процессов с минимальной протяженностью молокопроводов и других коммуникаций, с учетом габаритов оборудования, расстояний от перегородок и колонн зданий до оборудования, обеспечивающих его обслуживание и ремонт, проходов и проездов. Сначала проводят ориентировочный расчет производственных цехов (участков) по формуле:
где Fц - площадь цеха (участка), м2 ; ∑Fоб – суммарная площадь, занятая технологическим оборудованием без учета площадей обслуживания, м2 ; к – коэффициент запаса площади, который зависит от назначения цеха, наличия цеховых транспортных средств, линейных размеров оборудования. Площадь участка производства мороженого
Принимаем сетку колон 6×6=36 м2 Таким образом, площадь цеха будет равна 8,82 строительных квадрата. При проектировании принимаем площадь цеха по выпуску мороженого 10 строительных квадратов с целью модернизации оборудования и расширения ассортимента. Общая площадь производственного цеха составит 360 м2 Площадь камеры хранения готовой продукции определяется, по нормам проектирования в соответствии с максимальным количеством единовременно хранимой продукции и нормам загрузки помещения, определяют по формуле
где М – количество продукции подлежащей хранению, кг Z – срок хранения, сут; g – укладочная масса продукта на 1м2, кг; К – коэффициент используемой площади.
Площадь камеры хранения мороженого в строительных квадратах будет равсна 1,61 4. Мойка и дезинфекция технологического оборудования Качество выработанной продукции, её товарный вид и стойкость при хранении в большей степени зависит от санитарно-гигиенического состояния технологического оборудования. Важным фактором, влияющим на качество очистки оборудования, является правильный выбор и подбор моющих и дезинфицирующих средств, который становится более сложным. Это связано с разнообразием технических операций, безразборность мойки, наличием большого выбора моющих средств. Они, прежде всего, должны обладать хорошей моющей способностью; удалять белок и нерастворимые кальциевые соли, растворять минеральные соли, эмульгировать и смылять жир. Мойка оборудования, трубопроводов, резервуаров на фабрике мороженого ОАО "Хладокомбинат" выполняется как ручным, так и циркулящюнным способом, дезинфекция паром производится централизованно. Ручная мойка применяется для: сыродельной ванны, ванны длительной пастеризации, автомата для фасовки мороженого. Процесс циркуляционной мойки и дезинфекции представлен в таблице 3.3.1. Таблица 3.3.1 - Процесс циркуляционной мойки и дезинфекции
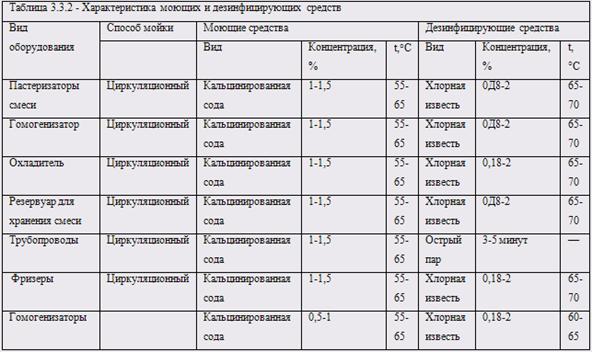
В таблице 3.3.2 представлены виды моющих и дезинфицирующих средств, рекомендуемые для санитарной обработки оборудования.
Из выше представленной таблицы видно, что в основном применяется циркуляционный способ мойки и в качестве моющего средства используется кальцинированная сода. Для стабильного выпуска качественной продукции необходимо усилить микробиологический контроль и, соответственно, требования к санитарной обработке оборудования на данном предприятии. Необходимо соблюдать следующие условия: 1. не допускать непрерывную работу оборудования сверх положенной по инструкции деятельности. 2. строго соблюдать режимы санитарной обработки оборудования согласно технической инструкции. 3. не допускать замену одного моющего средства другим неравноценным. 4. внедрение автоматизированных систем безразборной мойки. 5. обучение кадров приемами способам мойки и дезинфекции, и периодическая их аттестация. При использовании хлорной извести в качестве дезинфицирующего средства недостатком является то, что она обладает сильным разъедающим действием, вызывает повреждения оборудования. В большинстве случаев это происходит из-за передозировки хлорной извести и превышения температурных режимов дезинфекции. Как описано раньше санитарную обработку проводят в два приема. Сначала моют растворами моющих средств, затем ополаскивают тёплой водой и дезинфицируют. Эти процессы можно совместить, если в состав входит дезинфикат. Такую композицию называют моющее - дезинфицирующей. Эти вещества проявляют очищающее и дезинфицирующее свойство в присутствии органических веществ солей жёсткости воды, не оказывает коррозийного действия на оборудование, вредного влияния на кожу, облегчает труд и снижают затраты времени и энергии. Одним из более распространенных и доступных средств является "Дезмол", Он обладает легким запахом хлора, хорошо растворяется в воде, создает умеренное пенообразование, что очень важно при циркуляционной мойке (не мешает циркуляции), обладает высоким моющим и бактерицидным действиями, усиливающимися с повышением температуры. Для санитарной обработки применяют "Дезмол" в растворе 1,8-38 % -ной концентрации при температуре 40-45°С или 50-56°С (в зависимости от способа выработки). "Вимол" используют для циркуляционной и ручной мойки, он обладает небольшим ценообразованием. При применении "Вимола" исключается использование кислотных растворов. "Хлорамин" устойчив к действию света, тепла, менее чувствителен к влиянию органических веществ. Обладает сильным бактерицидным действием. В обычных условиях "Хлорамин" не теряет активности в течение длительного времени. Качество мойки и дезинфекции определяют, делая смывы и определяя количество микроорганизмов в них. Нормы санитарно - гигиенического производства представлены в таблице 3.3.2 Таблица 3.3.2 - Нормы санитарно - гигиенического состояния производства
Контроль и качество санитарной обработки оборудования, трубопроводов, инвентаря проводят микробиологические лаборатории завода СЭС. Смывы берет с оборудования 1 раз в месяц с каждой единицы оборудования. После мойки и дезинфекции исследуются смывы на наличие БГКП не реже 3-х раз в месяц. Анализы проводят без предупреждения. Кишечная палочка в смывах должна отсутствовать. Смывы с инвентаря, тары берут ежедневно и проверяют на бактериальную обсемененность. При неудовлетворительных санитарных показателях микробиологическая лаборатория может потребовать дополнительную мойку и дезинфекцию оборудования. В случае обнаружения кишечной палочки в смывах лаборатория дает предписание цеху или участку о проведении мойки и дезинфекции оборудования, тары, инвентаря, а после делает дополнительный смыв и анализирует. При повторном обнаружении кишечной палочки на одном оборудовании администрация приостанавливает работу цеха и проводится генеральная уборка После администрация вновь проводит анализ. Чистоту рук, спецодежду контролируют не реже 3-х раз в месяц. Контроль качества воды проводят I раз в 10 дней. Вода должна отвечать требованиям, предъявляемым к питьевой воде. Содержание в воде различных примесей недолжно превышать следующих значений: Свинец - 0,1 мг Мышьяк - 0;05 мг Фтор- 1,5 мг Медь - 3,0 мг Контроль воздуха помещений: моют 1 раз в смену стены, панели, полы горячей водой с щелочью. Очищают краны, умывальники, раковины. Затем дезинфицируют 2%-ым раствором хлорной извести. На предприятии используется "Септабик", который относится к группе четвертичных аммонийных соединений. Представляет собой порошок белого цвета без запаха, растворимый в воде. При концентрации растворов выше 0,5% растворение порошка происходит медленно. Рабочие растворы непрозрачны. Средство "Септабик" обладает дезинфицирующим и моющим действием. Рабочие растворы "Септабик" не взаимодействуют с металлами, пластиком, тканями, бетоном. В порошкообразном состоянии "Септабик" сохраняет свою активность при комнатной температуре неограниченное количество времени. Рабочие растворы "Септабик" стабильны в течение двух лет при температуре не выше 30°С. "Септабик" и его растворы несовместимы с мылами и анионными поверхностно-активными веществами. Препарат "Септабик" в растворах относится к малоопасным веществам, не оказывает кожно-раздражительного действия. Растворы препарата легко смываются с поверхности обрабатываемого оборудования. Препарат разрешен к применению Федеральной комиссией по дезинфекционным средствам для обработки оборудования на предприятиях молочной промышленности. Предлагаемый курсовой проект позволяет удовлетворить спрос населения в мороженом. Для этого предлагается производство продуктов, при котором используют передовые технологии, обеспечивающие выпуск высококачественного продукта. Предлагается более совершенное оборудование. Автоматизированное оборудование позволяет облегчить физический труд работников и увеличить санитарное состояние производства. При выполнении курсового проекта рассмотрены вопросы технохимического и микробиологического контроля производства, произведен расчет площадей. Рассмотрена организация санитарной обработки оборудования. В графической части курсового проекта представлена аппаратурно-технологическая схема производства мороженого с указанием точек ТХК и МБК и план производственного корпуса с расстановкой основного технологического оборудования. Список используемой литературы 1 Алаизян Р.Г. Моющие и дезинфицирующие средства молочной промышленности / Р.Г. Алаизян. - М.: Пищевая промышленность, 1978. - 144 с. 2 Банникова Л.А. Микробиологические основы молочного производства / Л.А. Банникова, Н.С. Королёва, В.Ф. Семенихина. - М.: Агропромиздат, 1987. -400 с. 3 Барабанщиков Н.В. Молочное дело / Н.В. Барабанщиков. - М.: Агропромиздат, 1990. -351 с. 4 Бредихин С.А. Технология и техника переработки молока / С.А. Бредихин. - М.: Колос, 2003. - 400 с. 5 ВНТП 645/1618 - 92 ведомственные нормы технологического проектирования предприятий молочной промышленности. - М.: Минсельхоз, Гипро-мясомолпром, 1992. 6 Гордеев А.С. Основы проектирования и строительства перерабатывающих предприятий / А.С. Гордеев. - М.: Агроконсалт, 2002. - 492 с. 7 Драгилев А.И. Технологические машины и аппараты пищевых производств / А.И. Драгилев, B.C. Дроздов. - М.: Колос, 1999. 8 Дьяченко П.Ф. Технология молока и молочных продуктов / П.Ф. Дьяченко, М.С. Коваленко. - М.: Пищевая промышленность, 1974. 9 Золотин Ю.П. Оборудование предприятий молочной промышленности / Ю.П. Золотин, М.Б. Френклах, Н.Г. Лашутина. - М.: Агропромиздат, 1985. -270 с. 10Ивашура А.Н. Молоко и жизнь / А.Н. Ивашура- М.: Колос, 1976.-186 с. 11Ильянов А.С. Пособие по проектированию промышленных зданий / А.С. Ильянов. - М.: Высшая школа, 1990. - 304 с. 12 Инструкция по ТХК и МБК на предприятиях молочной промышленности. -М: ЦНИИТЭН, 1970. 13 Королёва Н.С. Санитарная микробиология молока и молочных продуктов / Н.С. Королёва, В.Ф. Семенихина. - М.: Пищевая промышленность, 1980. -256 с. 14 Крусь Г.Н. Технология молока и оборудование предприятий молочной промышленности / Г.Н. Крусь, В.Г. Тиняков, Ю.Ф. Фофанов. - М.: Агропромиз-дат, 1986. - 279 с. 15 Курочкин А.А. Технологическое оборудование для переработки продукции животноводства / А.А. Курочкин, В.В. Ляшенко: под редакцией В.М. Баутина. - М.: Колос, 2001. - 440 с. 16 Машины, оборудование, приборы и средства автоматизации для перерабатывающих отраслей АПК. Каталог, ч. 2. - М.: Информагротех, 1996. 17 Ростроса Н.К. Курсовое и дипломное проектирование молочной промышленности / Н.К. Ростроса, П.В. Мордвинцева. - М.: Агропромиздат, 1989. -303 с. 18 Ростроса Н.К. Технология молока и молочных продуктов / Н.К. Ростроса. - М.: Пищевая промышленность, 1980. - 192 с. 19 СНиП 11 - 3 - 79*. Строительные нормы и правила. 20 СНиП 11 - 90 - 81. Производственные здания промышленных предприятий. 21 СНиП 2.09.04 - 84. Административные и бытовые здания. 22 Шилер Г.Г. Справочник технолога молочного производства. Технология и рецептуры. Мороженое. Т 4 / Г.Г. Шиллер. - СПб.: ГНОРД, 2004. - 412 с. 23 Строительный каталог. Типовые проекты зданий и сооружений. - М.: ЦИТП, 1989. 24 Степаненко П.П. Микробиология молока и молочных продуктов / П.П. Степаненко. - М.: ООО " Всё для Вас - Подмосковье", 2003. - 415 с. 25 Степанова Л.И. Справочник технолога молочного производства. Технологии и рецептуры. Мороженое. Т 4 / Л.И. Степанова. - М.: СПб: ГИОРД, 2001.-384 с. 26 Тамбаев М.С. Справочник по оборудованию предприятий молочной промышленности / М.С. Тамбаев. - М.: Агропромиздат, 1972. - 544 с. 27 Твердохлеб Г.Б. Технология молока и молочных продуктов / Г.Б. Твер-дохлеб, З.Х. Диланян. - М.: Агропромиздат, 1991. - 463 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||