Курсовая работа: Проектирование отделения восстановительной электроплавки ильменитового концентратаКурсовая работа: Проектирование отделения восстановительной электроплавки ильменитового концентратаМинистерство образования и науки Республики Казахстан Восточно-Казахстанский Государственный Технический Университет им. Д.Серикбаева КУРСОВАЯ РАБОТА по дисциплине«металлургия легких и редких металлов»Тема:«Проектирование отделения восстановительнойэлектроплавки ильменитового концентрата»Выполнил студент Группы 240740 Срок обучения 3г 10 мес Шифр: Усть-Каменогорск, 2008 г. Задание на курсовой проект Тема: «Проектирование отделения восстановительной электроплавки ильменитового концентрата» Исходные данные: Состав ильменитового концентрата, (%): TiO2 –52,6; ZiO2 –1,53; Cr2O3 –3,75; Fe2O3 –29,4; FeO –3,46; SiO2 –4,46; Al2O3 –3,9; Mg –0,52; MnO –2,65; V2O5 –0,14; P2O5 –0,04; S -0,056. Производительность отделения титанового шлака: 50000 т/год. Содержание Введение 1 Расчет технологических процессов 1.1 Расчёт материальных потоков, материальный баланс 1.2 Расчёт теплового баланса рудно-термической печи 2 Расчет оборудования 2.1 Выбор и технологический расчёт основного оборудования 2.2 Выбор и расчёт вспомогательного оборудования 3 Охрана труда и техника безопасности 3.1 Анализ опасных производственных факторов 3.2 Организационные и технические мероприятия 3.3 Санитарно-гигиенические мероприятия Список использованной литературы Введение Высокие темпы развития техники обуславливают необходимость расширения применяемых высококачественных конструкционных материалов с самыми различными свойствами. С каждым годом увеличивается количество металлов и сплавов, используемых при создании новых механизмов, машин, приборов. Среди металлов, на основе которых разрабатываются сплавы с повышенными механическими и коррозионными свойствами, способные работать в сложных условиях, важное место принадлежит титану. Титан, как ни один другой металл, обладает удачным сочетанием физических, химических и механических свойств. Своей тугоплавкостью, исключительной коррозионной стойкостью и высокой механической прочностью на единицу массы он превосходит такие широко распространённые конструкционные металлы, как железо, алюминий, магний. В соответствии со свойствами титан применяют главным образом в авиастроении, ракетостроении и химической промышленности. Современное производство титана основано на переработке рутиловых и ильменитовых концентратов. Наибольший интерес представляет производство титана из ильменитовых концентратов, при плавке которых получаются высокотитановые шлаки. В настоящее время выплавка титановых шлаков производиться руднотермическим способом. Руднотермия –отрасль техники, занимающаяся восстановлением окислов металлов с использованием электрической энергии как источника тепла. Сущность руднотермического способа выплавки титановых шлаков состоит в нагреве исходной шихты – титанового концентрата и восстановителя – в ванне руднотермической печи. При этом добиваются осуществления сложных физико-химических процессов восстановления окислов, расплавления и разделения образующихся продуктов реакции –титанового шлака и металла. Достигается комплексное использование сырья и практически полное разделение железа и титана с получением товарных продуктов: легированого чугуна и титанового шлака. Исследованию восстановления железо-титановых концентратов в твёрдой фазе посвящены многие работы, которые, в зависимости от природы применяемого восстановителя, можно условно разделить на группы: - восстановление концентратов с использованием в качестве восстановителя водорода; - восстановление концентратов с использованием в качестве восстановителя углерода или его газообразных соединений; - выделение из титановых концентратов железа и других примесей с помощью выщелачивания. В работе [7] рассмотрено восстановление водородом при 700-900°С тонко измельчённой механической смеси Fe2O3 + 3TiO2 (соответствует по составу аризониту) аризонитового и ильменитового концентратов. Результаты исследований показывают, что наиболее легко восстанавливается железо, входящее в состав механической смеси. Проведены исследования по восстановительному обжигу ильменитовых концентратов различного происхождения и состава с использованием в качестве восстановителя технического водорода. Опыты проводились в кварцевом реакторе при температуре 700-1200°С. Были сделаны следующие выводы: восстановление концентрата, в котором титан находиться в основном виде аризонита протекает лучше с заметной скоростью уже при температуре 700°С, при 900°С и выдержке 2 ч свыше 90% содержащихся в концентрате оксидов железа восстанавливаются до металла. Дальнейшее увеличение температуры и выдержки не оказывают существенного влияния на степень восстановления железа. В результате восстановительного обжига при указанных условиях магнитная восприимчивость возросла в несколько десятков и сотен раз (в виду разного состава). При этом присутствующий в концентрате хромит при восстановительном обжиге практически не повышает своей магнитной восприимчивости. Это позволяет достаточно полно отделить его от ильменита в процессе магнитной сепарации. Указанные обстоятельства представляют особый интерес, так как могут открыть возможность для использования титанового сырья с повышенным содержанием хрома для производства пигментного диоксида титана и металла. Исследования восстановления ильменита углеродом и его соединениями рассмотрены рядом авторов [4,8,9]. Опыты проводили в вакууме при непрерывной откачке газообразных продуктов. Восстановление ильменита начинается при более высоких температурах и протекает медленнее, чем восстановление оксида двухвалентного железа: при 1150°С и выдержке 15 ч восстановилось до металла только 85% входящей в состав ильменита закиси железа. В присутствии СО и при увеличении её парциального давления скорость восстановления возрастает, причём наиболее заметно при одновременном присутствии твёрдого углерода и СО. Восстановление TiO2 до низших окислов (Ti2O5, Ti2O3) наблюдалось только при температуре 1150°С и выше при большом избытке восстановителя. По результатам этих опытов сделан вывод, что ильменит восстанавливается в основном за счёт взаимодействия с СО без разложения его на TiO2 и FeO. Восстановление FeO ускоряет восстановление, связанной с ним в ильмените TiO2. Тормозящее влияние на скорость восстановления ильменита оказывают добавки SiO2, Al2O3, Fe3O4, что объясняется уменьшением реакционной поверхности материала из-за образования силикатов, алюминатов и ферритов. Соли же щелочных металлов (особенно поташ) активизируют процесс. Отмечается [8] ступенчатый характер восстановления TiO2 из ильменита до низших оксидов по реакциям: FeO · TiO2 + C = Fe + TiO2 + CO, ΔG°T = 37900 - 33,88T 3/4FeO · TiO2 + C = 3/4Fe + 1/4Ti3O5 + CO, ΔG°T = 40106 + 36,39T 2/3FeO · TiO2 + 2CO = 2/3Fe + 1/3Ti2O3 + 2CO2, ΔG°T = 42434 - 36,87T 1/2FeO · TiO2 + C = 1/2Fe + 1/2TiO + CO, ΔG°T = 53684 + 37,62T Образующиеся в процессе восстановления полутораоксид и монооксид титана при повышении температуры растворяются в решётке ильменита с образованием однофазных твёрдых растворов, что осложняет восстановление оксида двухвалентного железа из ильменита. В лабораторных условиях изучено восстановление индивидуальных ильменита и титаномагнетита оксидом углерода и металлургическим коксом при 800-1100°С [4]. Установлено, что восстановление указанных титанатов оксидом углерода носит сорбционный характер и при 900°С протекает при селективном восстановлении магнетита, входящего в состав титаномагнетита, причём эта селективность сохраняется до достижения степени восстановления железа около 30%. При восстановлении в тех же условиях титанатов твёрдым углеродом процесс протекает также в широким развитием сорбционных явлений. Однако здесь не наблюдается селективного восстановления магнетита вследствие протекания реакций Будуара с образованием в сорбционном слое газовой фазы с более высоким содержанием СО, что приводит к одновременному восстановлению магнетита и ильменита. На основании полученных в работе [9] данных об изменении энергии активации процесса сделано заключение, что восстановление титанатов оксидом углерода и твёрдым углеродом протекает в кинетической, переходной и диффузионной областях и что наиболее высокая скорость процесса наблюдается в кинетической области. В промышленных условиях поддержание реакции в кинетической области может быть достигнуто, в частности, за счёт брикетирования шихты и проведения процесса при быстром её разогреве, особенно в условиях кипящего слоя. Вопросы, представляющие интерес для изучения процесса восстановительного обжига титановых концентратов, рассмотрены в ряде работ [4,8,9]. Во многих исследованиях отмечается целесообразность окислительного обжига ильменитовых концентратов перед их восстановительным обжигом [4,8]. Предварительный окислительный обжиг концентратов позволяет перевести двухвалентное железо в трёхвалентное и ослабить структуру ильменита, что приводит к повышению его химической активности. Кроме того, в результате окислительного обжига на поверхности зёрен ильменита образуется пористая плёнка, предотвращающая их спекание при последующем восстановительном обжиге. По данным работы [4], окислительный обжиг проводился при 900-950°С и продолжительность выдержки 1,5 ч с использованием в качестве окислителя воздуха с добавкой 10% О. По данным других работ, окисление ильменитового концентрата может осуществляться при 1000°С и выдержке 3 ч с добавлением в шихту около 1% пиролюзита. В промышленных условиях процессы окислительного и восстановительного обжига ильменитового концентрата, содержащего, %: TiO2 52-56; FeO 16-19; MnO 1,3-1,5. Рентгеновский дифракционный анализ показал, что при окислительном обжиге во вращающейся трубчатой печи при 1000-1030°С образуются оксиды типа FeTi2O5, Fe2TiO5 и MnTiO5. В процессе восстановления обожённого таким образом материала в аналогичной печи с использованием в качестве восстановителя кокса и прохождения материала в течение 8 ч через температурные зоны печи (<1000, <1100, 1100 и >1100°С) происходит восстановление железа до металла и части TiO2 до низших оксидов титана, образующих при взаимодействии с ильменитом твёрдые растворы [4]. 1 Расчёт технологических процессов 1.1 Расчёт материальных потоков, материальный баланс Химический состав концентрата, (%): TiO2 –52,6; ZiO2 –1,53; Cr2O3 –3,75; Fe2O3 –29,4; FeO –3,46; SiO2 –4,46; Al2O3 –3,9; Mg –0,52; MnO –2,65; V2O5 –0,14; P2O5 –0,04; S -0,056. 1. Расчёт выполнен на 100 кг концентрата . Таблица 1- Распределение компонентов при плавки.
Таблица 2 - Распределение компонентов по продуктам плавки
2. TiO2 восстанавливается до Ti с переходом в металл по реакции: TiO2 + 2С = Ti + 2СО (1) 0,016 · 48 / 80 = 0,010 кг Ti с освобождением 0,01 · 32 / 48 = 0,007 кг При восстановлении TiO2 до Ti2O3 освобождается 51,532 · 0,3 · 16 / 160 = 1,546 кг О2. 3. Fe2O3 восстанавливается до Fe с переходом в металл по реакции: Fe2O3 + 3С = 2Fe + 3СО (2) 24,696 · 112 / 160 = 17,287 кг Fe с освобождением: 24,696 · 48 / 160 = 7,409 кг О2. FeO восстанавливается да Fe с переходом в металл по реакции: FeO + С = Fe + СО (3) 3,183 · 56 / 72 = 2,476 кг Fe с освобождением: 3,183 – 2,476 = 0,707 или 3,183 · 16 / 72 = 0,707 кг О2. 4. Cr2O3 восстанавливается до Cr с переходом в металл по реакции: Cr2O3 + 3С = 2Cr + 3СО (4) 0,413 · 104 / 152 = 0,283 кг Cr с освобождением 0,413 · 48 / 152 = 0,130 кг О2. 5. SiO2 восстанавливается до Si с переходом в металл по реакции: SiO2 + С = Si + 2СО (5) 0,669 · 28 / 60 = 0,312 кг Si с освобождением 0,669 · 32 / 60 = 0,357 кг О2. 6. MnO восстанавливается до Mn с переходом в металл по реакции: MnO + С = Mn + СО (6) 0,053 · 55 / 71 = 0,041 кг Mn с освобождением 0,053 · 16 / 71 = 0,012 кг О2. 7. V2O5 восстанавливается до V с переходом в металл по реакции: V2O5 + 5С = 2V + 5СО (7) 0,08 · 102 / 182 = 0,045 кг V с освобождением 0,08 · 80 / 182 = 0,035 кг О2. 8. P2O5 восстанавливается до P с переходом в металл по реакции: P2O5 + 5С = 2P + 5СО (8) 0,018 · 62 / 142 = 0,008 кг P с освобождением 0,018 · 80 / 142 = 0,01 кг О2. 9. Сера переходит в металл в количестве 0,008 кг. 10. Оставшиеся в шлаке окислы будут в виде FeO 4,38 · 144 / 160 = 3,922 кг FeO с высвобождением 4,358 · 16 / 160 = 0,436 кг О2. 11. Всего выделиться кислорода: 0,007 + 7,409 + 0,707 + 0,357 + 0,13 + 0,012 + 0,035 + 0,01 + 0,436 = 9,1 кг. 12. Требуется углерода для связывания О2 до СО: 9,1 · 12 / 16 = 6,83 кг С Предполагаем, что металл науглераживается на 1,6 %. Тогда в металл перейдёт:
Х = 0,344 кг С. 13. Масса шлака в соответствии с таблицей 2 и п. 10 составит: 36,071 + 13,91 + 3,922 + 2,899 + 3,822 + 3,225 + 1,490 + 2,199 + 0,51 + + 0,127 + 0,012 + 0,023 = 68,219 кг. 14. Общиё расход углерода составит: 6,83 + 0,344 = 7,174 кг С. С учётом 15% угара восстановителя потребуется углерода: 7,174 · 1,15 = 8,25 кг. 15. По опытным данным расход графитированных электродов при плавки концентрата составляет 21,2 кг/т шлака или на 100 кг концентрата: 21,2 · 68,219 / 1000 = 1,446 кг С учётом 15% угара, электроды внесут углерода 1,446 · 0,85 = 1,229 кг. 16. Количество углерода, необходимое на восстановление окислов в золе угля ( на 100 кг) с учётом такого же распределение компонентов, как и для концентрата. 17. На связывание кислорода расход углерода составит: 1,3142 · 12 / 16 = 0,9856 кг. Из 100 кг антрацита 80 кг углерода будет израсходовано на восстановление концентрата, науглероживания концентрата металла и восстановления золы антрацита. На восстановление концентрата и науглероживание металла пойдёт: 80,00 – 0,9856 = 79,014 кг 18. Потребность углерода, внесённого антрацитом по п. 14 с учётом углерода, внесённого электродами по п. 15, составит: 8,25 – 1,229 = 7,021 кг С 19. Дополнительно на восстановление окислов антрацита: 8,25 · 0,9856 / 79,014 = 0,103 кг С Суммарный расход углерода: 7,021 + 0,103 = 7,123 кг С 20. Расход угля составит: 7,123 / 0,8 = 8,904 кг 21. Такое количество угля внесёт в шлак: S – 8,904 · 0,615 / 100 = 0,0547 FeO – 8,904 · 0,518 / 100 = 0,046 SiO2 – 8,904 · 1,729 / 100 = 0,1537 Al2O3 – 8,904 · 1,2544 / 100 = 0,1115 MgO – 8,904 · 0,4214 / 100 = 0,0375 V2O5 – 8,904 · 0,0091 / 100 = 0,0008 P2O5 – 8,904 · 0,0093 / 100 = 0,0003 В металл: S = 8,904 · 0,225 / 100 = 0,02 Fe = 8,904 · 3,452 · 112 / (100 · 160) = 0,2148 Si = 8,904 · 0,397 · 28 / (100 · 60) = 0,0165 V = 8,904 · 0,0006 · 102 / (100 · 182) = 0,00003 P = 8,904 · 0,0138 · 62 / (100 · 142) = 0,0005 22 Состав шлака Таблица 3 - Состав шлака
Таблица 4 - Состав металла
23. Безвозвратные потери антрацита примем 3%. С учётом этого, расход антрацита составит: 8,904 · 1,03 = 9,171 кг. На 1000 кг натурального шлака: 9,171 · 1000 / 69,061 = 132,8 кг. 24. Содержание в шлаке 13,91 кг Ti2O3 эквивалентны по титану: 13,91 · 160 / 144 = 15,46 кг TiO2 Разность составит: 15,46 – 13,91 = 1,55 кг Всего TiO2 36,071 + 15,46 = 51,531 кг Содержание TiO2 в шлаке с учётом предполагаемого увеличения его объёма составит: 51,531· 100 / (69,061 + 1,546) = 51531,1 / 70,607 = 72,983 В пересчёте на 80% шлак, масса шлака составит: 72,983 · 70,607 / 80 = 64,41 кг или, что то же: 51,531 · 100 / 80 = 64,61 кг. 25. Расход концентрата на 1 тонну натурального шлака: 100 / 69,061 = 1,448 т. на 1 т. 80% шлака: 1,448 · 80 / 72,983 = 1,587 т. 26. Количество попутного металла на 1 тонну натурального шлака: 1000 · 20,85 / 69,061 = 302 кг 27. Влага антрацита внесёт в ванну по п.п. 16 и 20: 0,025 + (8,904 · 0,66 / 100) = 0,084 кг 28. Из концентрата и угля улетучиться сера: 0,025 + (8,904 · 0,66 / 100) = 0,084 кг. Не учитывая тот фактор, что сера для своего окисления восстановит в небольшом количестве часть окислов в концентрате. 29. Полагая, что летучие угля состоят из СО2 и СН4 в равном отношении по массе (в действительности они состоят из десятков углеводородных соединений). Мх количество равно: 8,904 · 0,045 / 2 = 0,2 кг СО2 и СН4 каждого, или: 0,2 · 22,4 · 44 = 0,102 м3 СО2 0,2 · 22,4 · 16 = 0,28 м3 СН4. 30. На восстановление окислов в концентрате и золе угля, расход углерода по п.п. 12, 19 составит: 6,83 + 0,103 = 6,933 кг. с образованием: 6,933 · 22,4 / 12 = 13,07 м3 СО (16,34 кг). 31. Для угля и электродов примем угар равным 15%. Этот избыток вводимых углеродистых материалов расходится на взаимодействие с кислородом воздуха, который находиться в печи перед включением и поступает во время её работы через рабочие окна. По п.15 избыток электродов равен: 1,446 – 1,229 = 0,223 кг. Углерода угля: 8,25 – 7,174 = 1,074 кг. Всего 0,22 + 1,074 = 1,2944. Образуется СО при угаре: 1,2944 · 22,4 / 12 = 2,2416 м3 СО (3,02 кг). Потребуется кислорода воздуха: 2,416 / 2 = 1,208 м3 О2 (1,726 кг). С воздухом поступит N2: 1,208 · 79 / 21 = 4,544 м3 N2 (5,68 кг). 32. Состав реакционных газов, м3: Таблица 5 - Состав реакционных газов
Масса газов на 1 тонну шлака составит: 26,21 · 1000 / 69,061 = 305,179 кг. 33. Количество пылевидных отходов (часть из них под воздействием высоких температур в зоне дуг может быть в газообразном виде до поступления в аспирационную систему) составит: улетучиться из концентрата по таблице 2 -3,235 кг., из угля по таблице 3 –1,3142. 8,904 · 1,3142 / 100 = 0,117 кг Всего 3,235 + 0,117 = 3,352 кг. За вычетом серы, которая переходит в SO2 по п. 28: 3,352 – 0,084 = 3,268 кг или на 1 тонну шлака: 3,268 · 1000 / 69,061 = 47,3 кг. Ориентировочный состав пыли с учётом того, что углеродистая её часть догорит на колошнике (%): TiO2 –50,3; Fe2O3 –21,6; SiO2 –17,2; Al2O3 –2,1; Cr2O3 –1,2; MnO –5,4; MgO –0,4; V2O5 –0,2; P2O5 –1,44. 33.1 Запылённость газов на входе в газоход: 47,3 · 1000 / 305,179 = 112,9 г/м3 34. Материальный баланс. Таблица 6 - Материальный баланс. Приход.
Расход
35. Баланс по титану. Приход 1. С концентратом: 1448 · 0,526 · 48 / 80 = 475,78 100% Таблица 7 - Баланс по титану –расход.
Извлечение по титану: (313,38 + 134,27) · 100 / 475,78 = 94 % 36. Баланс по железу, кг. Таблица 8 - Баланс по железу –приход.
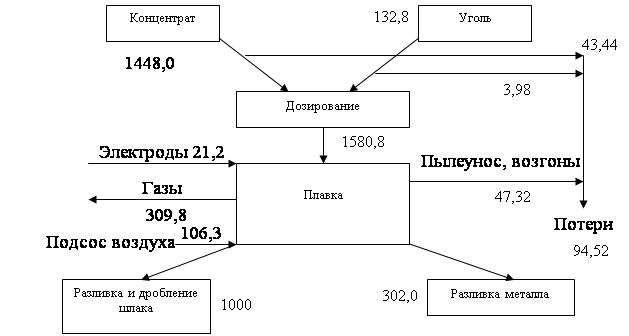
Рисунок 2 -Материальные потоки выплавки титанового шлака 1.2 Расчёт теплового баланса рудно-термической печи Расчёт проводим на часовую производительность печи по титановому шлаку. По материальному балансу на 1000 кг концентрата получается 690 кг шлака. При производительности печи 100 т/сутки титанового шлака для перехода к часовой производительности введём коэффициент пересчёта 100 / 24 = 4,16 Приход тепла Количество физического тепла шихты определим следующим образом. Примем температуру шихты 20˚С. Рассчитаем среднюю удельную теплоёмкость шихты по основным компонентам. По данным [6] средняя, удельная теплоёмкость этих компонентов составит кДж/(кг·К): TiO2 –0,705; FeO –0,735; Fe2O3 –0,79; SiO2 –0,91; Al2O3 –0,895; ZnO2 –0,70; C –0,24. Среднюю удельную теплоёмкость шихты определим по формуле: Скр = Σmici / Σmi (9) где mi и ci –масса (кг) и теплоёмкость (кДж/(кг·К)) составляющих, входящих в продукт. Сср = (526 · 4,16 · 0,705 + 34,6 · 0,735 · 4,16 + 0,24 · 132,8 · 4,16 + 9,1 · 4,16 · · 44,6 + 0,895 · 39 · 4,16 + 0,7 · 15,3 · 4,16 + 0,24 · 132,8 · 4,16) / (4,16 · (526 + +34,6 + 294 + 44,6 + 39 + 15,3 + 132,8)) = 1,02 Количество тепла, вносимого шихтой, определим по формуле: Q = mct (10) где m –масса, кг; c –теплоёмкость, кДж/(кг·К); t –температура, ˚С. Количество физического тепла воздуха, поступающего в печь определяем при температуре 20˚С, удельная теплоёмкость при этой температуре 1,3 кДж/(кг·К). Объём поступающего воздуха: (106,3 · 4,16) / 1,29 = 342,00 м3 Количество тепла вносимого воздухом, находим по формуле (3.10): Qв = 342,00 · 1,3 · 20 = 8892 кДж/ч. Количество тепла, образующего от сгорания электродов, определим следующим образом: Тепловой эффект от сгорания углерода по данным [5] составит 423266 кДж/ч. Общий приход тепла (без учёта электрической энергии): Qприх = 122883 + 8892 + 423299 = 555074 кДж/ч. Расход тепла. Количество физического тепла, уносимого шлаком, определяем следующим образом. Примем температуру шлака 1800˚С. Энтальпия шлака по [5] ΔНшл = 2360 кДж/кг. Тогда количество тепла, уносимого шлаком, по формуле (3.10): Qшл = 1000 · 4,16 · 2360 = 9817600 кДж/ч. Количество физического тепла, уносимого чугуном, оцениваем следующим образом. Примем температуру чугуна 1500˚С. Теплоёмкость его при этой температуре 0,833 кДж/(кг·К). Тогда количество тепла, уносимого чугуном, также определим по формуле (2): Q = 302 · 4,16 · 0,838 · 1500 = 1579197 кДж/ч. Количество тепла отходящими газами. Примем температуру 1000˚С. По данным [6], энтальпия газа при этой температуре 1866 кДж/м3. Количество тепла, уносимого газами определим по формуле: Qг = m · J (11) где J –энтальпия газа (кДж/м3) Qг = 309,8 · 4,16 · 1866 = 2404839 кДж/ч. Потери тепла в трансформаторе и токоведущих устройствах находим следующим образом. Определим общий расход тепла без учёта потерь трансформатора и тоководах. Qрос = 9817600 + 1579197 + 1116073 + 4169318 + 2069040 = 18751228 кДж/ч. Требуется ввести тепло за счёт электрической энергии: QЭ = 18751223 – 423299 = 18327929 кДж/ч. Потери тепла в трансформаторе и токоведущих устройствах примем равными 8% от тепла, вводимого электрической энергией: Qг = 18327929 · 0,08 = 1466234,3 кДж/ч. Неучтённые потери тепла оценим следующим образом. Общий расход тепла с учётом потерь в трансформаторе и токопроводах. Qo = 18751228 + 1466234,3 = 20217462 кДж/ч При плавке титанового шлака протекают эндотермические реакции. Данные о тепловых эффектах этих реакций при температуре плавки отсутствуют. По формулам: Qт = Q298 + α(Т – 298) + β(Т2 – 2982) + γ(Т3 – 2983); где α = Σna; β = 0,5Σnb; γ = 1/3Σnc а, b и с –постоянные коэффициенты в уравнениях температурной зависимости истинной молекулярной теплоёмкости для каждого из компонентов, участвующих в реакции: n – количество молей каждого компонента; Т –абсолютная температура процесса, К; Q298 – тепловой эффект реакции при 298 К, кДж. Для определения Q298 используется формула: Q298 = Σ ΔН0298кон - Σ ΔН0298исх где ΔН0298кон и ΔН0298исх энтальпия образования исходных и конечных соединений реакций в стандартных условиях, кДж/моль. Определим тепловой эффект реакции при температуре плавки 1800˚С с учётом агрегатного состояния соединений участвующих в реакциях Qn2073. Далее по формуле Qтчас = Σmi / MiQтτ (12) где mi –количество исходного соединения вступающего в реакцию, кг; Mi –молекулярная масса соединения; τ –время переработки исходного соединения, ч. Найдём количество тепла, поглощаемого при протекании реакции за 1 час, Qчn. Тепловой эффект реакции: TiO2 + 2C = Ti + 2CO (13) Qч2073 = -50 кДж Поглощаемое тепло Qч = -33396 кДж/ч Для реакции MnO + C = Mn + CO (14) -тепловой эффект Q22073 = -148 кДж -поглощаемое тепло Qч2 = -3082 кДж/ч Для реакции FeO + C = Fe + CO (15) -тепловой эффект Q32073 = -187.1 кДж -поглощаемое тепло Qч3 = -3690219 кДж/ч Для реакции Fe2O3 + C = 2FeO + CO (16) -тепловой эффект Q42073 = -200 кДж -поглощаемое тепло Qч4 = -344124 кДж/ч Для реакции SiO2 + C = Si + 2CO (17) -тепловой эффект Q52073 = -200 кДж -поглощаемое тепло Qч5 = -81664 кДж/ч Для реакции V2O5 + 5C = 2V + 5CO (18) -тепловой эффект Q62073 = -906,6 кДж -поглощаемое тепло Qч6 = -16833 кДж/ч Общий расход тепла на эндотермические реакции: Qэнд = 33396 + 3082 + 3690219 + 344124 + 81664 + 16833 = 4169318 кДж/ч Потери тепла поверхности печи определяются следующим образом. 1. Потери тепла через под печи. Примем опытный коэффициент потерь тепла через холодную подину К = 5800 Вт/(м·К) -Площадь пода: Fn = 0,7854 · d12 = 0.7854 · 8,82 = 60,8 м2 -Потери тепла через подину определяются по формуле: Qn = k’ · Fn · τ где k’ –опытный коэффициент потерь тепла через под печи, кДж/(м2·ч) τ –время переработки расчётного количества материалов, ч. Qn = 5800 · 60,8 · 1 = 352640 кДж/ч 2. Потери тепла через стены в зоне расплава Qn = 705280 кДж/ч Средняя толщина стен из кирпича Sm = 3. Потери тепла стены в газовой зоне Qnг = 206320 кДж/ч 4. Потери тепла через бетонную крышку свода: Qnk = 804800 кДж/ч Qобщn = 352640 + 705280 + 206320 + 804800 = 2069040 кДж/ч Примем неучтённые потери тепла равными 5% от общего расхода тепла: Qн = 20217462 · 0,05 = 1010873 кДж/ч Qпол = 20217462 + 1010873 = 21228335 кДж/ч Полный расход тепла в электропечи. Требуется ввести тепла в счёт электроэнергии для покрытия всех тепловых потерь: Qэп = 21228335 – 555074 = 20673261 кДж/ч На основании расчётов составим тепловой баланс рудно-термической печи (см. таблицу 3.18). Расход электрической энергии за 1 час: 20673261 / 3600 = 8743 кВт·ч За 1 час выплавляется 4,16 тонны титанового шлака, тогда удельный расход электроэнергии (на 1 тонну шлака) составит: 8734 / 4,16 = 2100 кВт·ч. Таблица 9 - Суточный тепловой баланс руднотермической печи
Расчёт температур подины печи При температуре на центральной термопаре подины 1030°С расчётная температура подины печи в рабочем пространстве печи составит 1400°С. Данная температура приемлема для периклазового кирпича (температура начала деформации под нагрузкой 0.2 Мпа 1550°С), но желательно на подине иметь слой затвердевшего металла и более низкие температуры. По данным материального баланса печей, температура металла на выпуске из печи изменяется в пределах от 1350 до 1500°С. Расчёт подины футеровки руднотермической печиРасчёт выполняется с целью определения температуры на внутренней поверхности подины печи РКЗ-16.5Т-И1 по показаниям термопар, установленных в нижнем уровне футеровки. Исходные данныеФутеровка подины печи выполнена из следующих слоёв огнеупорной и теплоизоляционной кладки:
Днище кожуха печи выполнено из углеродистой стали (толщина листа 25 мм.). В конструкции печи выполнен обдув днища кожуха. Обдув выполняется воздухом и подвод осуществлён в оси печи в нижнеё его части. Температура воздуха + 5°С. Температура расплава металла на поверхности ванны печи принимаем 1500°С. РасчётРасчёт тепловых потерь из-за большого радиуса сферы окатов ведём как через плоскую стенку [2]. Q=[(tраспл-tвозд)/(1/a+S1/l1+S2/l2+S3/l3+S4/l4+S5/l5+1/aнар)]×F×t где: a -коэффициент теплоотдачи от расплава периклазовой футеровки, (ввиду большого значения a значением слагаемого 1/a в расчётах принебрегаем); S1 и l1 –соответственно толщина в метрах и коэффициент теплопроводности в Вт/(м×К) периклазового слоя; S2 и l2 –соответственно толщина в метрах и коэффициент теплопроводности в Вт/(м×К) порошка магнезитового слоя; S3 и l3 –соответственно толщина в метрах и коэффициент теплопроводности в Вт/(м×К) шамотного слоя; S4 и l4 –соответственно толщина в метрах и коэффициент теплопроводности в Вт/(м×К) шамотной засыпки; S5 и l5 –соответственно толщина в метрах и коэффициент теплопроводности в Вт/(м×К) стального листа днища кожуха (в расчётах на учитывается); aнар –коэффициент теплоотдачи от стенки днища кожуха в окружающую атмосферу; F –эффективная площадь теплового потока через подину печи (среднее арифметическое между значением площади сферической поверхности сегмента верхнего оката футеровки и площадь поверхности днища кожуха печи). Задаёмся значениями температур на границе: - периклаз –магнезитовый порошок t1 =800°С; - магнезитовый порошок –шамот t2 =700°С; - шамот –засыпка шамотная t3 =100°С; - засыпка шамотная –кожух печи t4 =80°С. Теплопроводность изделий периклазовых определяется по формуле: l1 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=14, В= -14.9, С=5.59, t –средняя температура футеровки слоя в °С. Совпадение температур неудовлетворительное . Задаёмся более приближёнными значениями температур на границах слоёв: - периклаз –магнезитовый порошок t1 =1000°С; - магнезитовый порошок –шамот t2 =950°С; - шамот –засыпка шамотная t3 =400°С; - засыпка шамотная –кожух печи t4 =150°С; - наружная температура tнар =20°С. Теплопроводность изделий периклазовых определяется по формуле: l1 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=14, В= -14.9, С=5.59, t –средняя температура футеровки слоя в °С. t = (1500 + 1000) / 2 =1250 °С l1 = 14 - 14.9 × 10-3 × 1250 + 5.59 × 10-6 × 12502 = 14 - 18.625 + 8.734375 = = 4.109375 = 4.1 Вт / (м × К) Теплопроводность шамотного кирпича ША-1 определяется по формуле: l3 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=0.974, В= -0.372, С= -0.009, t –средняя температура футеровки слоя в °С. t = (950 + 400) / 2 =675 °С l3 = 0.974 – 0.372 × 10-3 × 675 – 0.009 × 10-6 × 6752 = 0.974 + 0.2511 – - 0.004100625 = 1.22 Вт / (м × К) Теплопроводность шамотной засыпки: l4 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=0.360, В= -0.219, С= -0.0016, t –средняя температура футеровки слоя в °С. t = (400 + 150) / 2 =275 °С l4 = 0.360 – 0.219 × 10-3 × 275 – 0.0016 × 10-6 × 2752 = 0.36 + 0.060225 – - 0.00121 = 0.419015 = 0.42 Вт / (м × К). Таким образом, плотность теплового потока: q1 = (1500 – 5) / (0.92 / 4.1 + 0.054 / 5.6 + 0.528 / 1.22 + 0.05 / 0.42 + 1 / / 9.97) = (1500 – 5) / (0.224 + 0.01 + 0.433 + 0.132 + 0.1) = 1495 / 0.899 = = 1663 (Вт/м2) Проверяем сходимость температур на границах слоёв: t1 = tрасп – q1(S1 / l1) = 1500 – 1663 (0.92 / 4.1) = 1126 °С t2 = t1 – q1(S2 / l2) = 1126 – 1663 (0.054 / 5.6) = 1110 °С t3 = t2 – q1(S3 / l3) = 1110 – 1663 (0.528 / 1.22) = 390 °С t4 = t3 – q1(S4 / l4) = 390 – 1663 (0.05 / 0.38) = 171 °С tнар = t4 – q1(1/ lнар) = 171 – 1663 (1 / 9.97) = 4 °С Совпадение температур неудовлетворительное. Задаёмся более приближёнными значениями температур на границах слоёв: - периклаз –магнезитовый порошок t1 =1100°С; - магнезитовый порошок –шамот t2 =1080°С; - шамот –засыпка шамотная t3 =450°С; - засыпка шамотная –кожух печи t4 =160°С; - наружная температура tнар =10°С. Теплопроводность изделий периклазовых определяется по формуле: l1 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=14, В= -14.9, С=5.59, t –средняя температура футеровки слоя в °С. t = (1500 + 1100) / 2 =1350 °С l1 = 14 - 14.9 × 10-3 × 1350 + 5.59 × 10-6 × 13502 = 14 - 20.115 + 10.187775 = = 4.072775 = 4.1 Вт / (м × К) Теплопроводность шамотного кирпича ША-1 определяется по формуле: l3 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=0.974, В= -0.372, С= -0.009, t –средняя температура футеровки слоя в °С. t = (1080 + 450) / 2 =765 °С l3 = 0.974 – 0.372 × 10-3 × 765 – 0.009 × 10-6 × 7652 = 0.974 + 0.285 – - 0.00527 = 1.254 Вт / (м × К) Теплопроводность шамотной засыпки: l4 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=0.360, В= -0.219, С= -0.0016, t –средняя температура футеровки слоя в °С. t = (450 + 160) / 2 =305 °С l4 = 0.36 – 0.219 × 10-3 × 305 – 0.0016 × 10-6 × 3052 = 0.36 + 0.0668 – - 0.00149 = 0.425 Вт / (м × К). Таким образом, плотность теплового потока: q1 = (1500 – 5) / (0.92 / 4.1 + 0.054 / 5.6 + 0.528 / 1.254 + 0.05 / 0.425 + 1 / / 9.97) = (1500 – 5) / (0.224 + 0.01 + 0.421 + 0.118 + 0.1) = 1495 / 0.873 = = 1712 (Вт/м2) Проверяем сходимость температур на границах слоёв: t1 = tрасп – q1(S1 / l1) = 1500 – 1712 (0.92 / 4.1) = 1116 °С t2 = t1 – q1(S2 / l2) = 1116 – 1712 (0.054 / 5.6) = 1100 °С t3 = t2 – q1(S3 / l3) = 1100 – 1712 (0.528 / 1.254) = 379 °С t4 = t3 – q1(S4 / l4) = 379 – 1712 (0.05 / 0.425) = 178 °С tнар = t4 – q1(1/ lнар) = 178 – 1712 (1 / 9.97) = 6 °С Совпадение температур удовлетворительное. Фактическая температура по показаниям центральной термопары нижнего уровня (магнезитовый порошок) составляет 970 –1015 °С, что с достаточной степенью точности можно принять температуру раплава на подине 1400 °С. Проверочный расчёт. Задаёмся значениями температур на границах слоёв: - периклаз –магнезитовый порошок t1 =1030°С; - магнезитовый порошок –шамот t2 =1100°С; - шамот –засыпка шамотная t3 =370°С; - засыпка шамотная –кожух печи t4 =160°С; - наружная температура tнар =10°С. Теплопроводность изделий периклазовых определяется по формуле: l1 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=14, В= -14.9, С=5.59, t –средняя температура футеровки слоя в °С. t = (1400 + 1030) / 2 =1215 °С l1 = 14 - 14.9 × 10-3 × 1215 + 5.59 × 10-6 × 12152 = 14 – 18.1 + 8.25 = = 4.15 Вт / (м × К) Теплопроводность шамотного кирпича ША-1 определяется по формуле: l3 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=0.974, В= -0.372, С= -0.009, t –средняя температура футеровки слоя в °С. t = (1000 + 370) / 2 =685 °С l3 = 0.974 – 0.372 × 10-3 × 685 – 0.009 × 10-6 × 6852 = 0.974 + 0.255 – - 0.0042 = 1.225 Вт / (м × К) Теплопроводность шамотной засыпки: l4 = А – В × 10-3 × t + C × 10-6 × t2; Вт / (м × К) где: А=0.360, В= -0.219, С= -0.0016, t –средняя температура футеровки слоя в °С. t = (370 + 160) / 2 =265 °С l4 = 0.36 – 0.219 × 10-3 × 265 – 0.0016 × 10-6 × 2652 = 0.36 + 0.058 – - 0.00112 = 0.42 Вт / (м × К). Таким образом, плотность теплового потока: q1 = (1400 – 5) / (0.92 / 4.15 + 0.054 / 5.6 + 0.528 / 1.225 + 0.05 / 0.42 + 1 / / 9.97) = (1400 – 5) / (0.222 + 0.01 + 0.431 + 0.119 + 0.1) = 1395 / 0.882 = = 1582 (Вт/м2) Проверяем сходимость температур на границах слоёв: t1 = tрасп – q1(S1 / l1) = 1400 – 1582 (0.92 / 4.15) = 1049 °С t2 = t1 – q1(S2 / l2) = 1049 – 1582 (0.054 / 5.6) = 1034 °С t3 = t2 – q1(S3 / l3) = 1034 – 1582 (0.528 / 1.225) = 352 °С t4 = t3 – q1(S4 / l4) = 352 – 1582 (0.05 / 0.42) = 164 °С tнар = t4 – q1(1/ lнар) = 164 – 1582 (1 / 9.97) = 5 °С Совпадение температур удовлетворительное. 2 Расчет оборудования 2.1 Выбор и технологический расчёт основного оборудования Руднотермическая печь (РТП). К основному оборудованию, установленному на переделе производства титанового шлака относятся: рудно-термическая печь, система очистки и дожигания отходящих газов, машина разливочная конвейерная, дробилка двухвалковая, насос камерный, дозатор, трансформатор. Печь электротермическая - для восстановления концентрата с целью обогащения его оксидами титана в полузакрытом или закрытом режимах. Обогащение концентрата происходит путем избирательного восстановления основной примеси - оксидов железа с образованием титанового шлака и металлической фазы - металла. Температура процесса - 1800±100 °С. Таблица 10 - Технические характеристики РТП
Перемещение электродов осуществляется с помощью гидравлических подъемников. Удержание и перепуск электродов осуществляется при помощи пружинно-гидравлических устройств. Установка РТП состоит из следующих основных узлов: кожух; футеровка ванны печи; свод; токоввод; шинопровод; гидроподъемник; кольцо зажимное верхнее; кольцо зажимное нижнее; система питания гидроприжима контактных щек; установка аппарата для прожига летки; система гидропривода; установка направляющих роликов; система водоохлаждения; система водоохлаждения свода; монтаж механической установки конечных выключателей. Ванна печи. Ванна печи представляет собой ёмкость, футерованную изнутри огнеупорным кирпичом. Кожух ванны - секционированная стальная конструкция цилиндрической формы выполнена из листового проката σ=25 мм с компенсаторами теплового расширения футеровки. В кожухе предусмотрены: три рабочих окна для обслуживания ванны печи, патрубки для ввода термопар, контролирующих температуру футеровки. Для охлаждения днища и повышения надежности работы, кожух установлен на двутавровые балки между которыми нагнетается воздух. Для компенсации теплового расширения и предотвращения деформации и разрывов нижние секции кожуха соединены между собой специальными пластинчатыми компенсаторами. Кожух служит для удержания футеровки ванны и восприятия нагрузок на футеровку от расплава и температурных деформаций в процессе проплавления шихты. Футеровка ванны печи образует теплоизоляционное пространство, в котором происходят процессы: нагрева, плавления и восстановления титаносодержащих материалов. Футеровка ванны выполнена в нижней части кожуха из периклазового кирпича марок П-91 или П-89, а верхняя часть (под сводом печи) - футерована шамотным кирпичом марки А и выполнена уступами. Кладку периклазового кирпича производят насухо, с просыпкой швов молотым периклазовым порошком. Категория кладки - 1 (особо тщательная), толщина швов - не более 1 мм. Шамотную кладку выполняют на мертеле ШК-1. Между кожухом и кладкой оставляют зазор шириной 150 мм в нижней части кожуха и 95 мм в верхней части; зазор заполняют крошкой легковесного шамота марки ШБЛ-1,0 -1,3, крупностью 8-25 мм. Шамотная крошка наряду с пластинчатыми компенсаторами на кожухе компенсирует тепловое расширение кладки. Кладку печи выполняют в строгом соответствии со специально разработанными техническими условиями. Воздушное охлаждение подины осуществляется путем принудительной подачи воздуха в каналы, выполненные в подине. Подача воздуха осуществляется 2-мя вентиляторами через раздаточный воздуховод и патрубки. В верхней части ванны, выступающей над отм. +12,00 м оборудованы рабочие окна размерами 790х1200 мм - 1 шт. и 950х1400 - 2 шт., предназначенные для наблюдения за ходом плавки и проведения довосстановления расплава при работе печи в полузакрытом режиме. На высоте 9,600 м под углом 35° к продольной оси ванны выложен леточный канал, представляющий собой отверстие в боковой футеровке ванны сечением 130х130 мм длиной 920 мм, предназначенное для выпуска из печи продуктов плавки. К кожуху ванны в месте выхода леточного канала прикреплен болтами лоток летки - сварочная конструкция, футерованная периклазовым кирпичом. Водоохлаждаемый свод состоит из сводового кольца, трубчатого каркаса и трубчатых водоохлаждаемых панелей. Свод состоит из 18 водоохлаждаемых панелей, центральная часть -из 12. Для снижения тепловых потерь и увеличения срока службы свод торкретирован жаропрочным бетоном, толщиной 50 мм. В своде предусмотрены: отверстие для отвода газов, четыре патрубка для подачи шихты, три смотровых люка, четыре взрывных клапана, патрубки для термопар и датчиков для замера подсводового давления, установлены устройства для уплотнения зазоров между электродами и сводом. Взрывные клапаны предназначены для предохранения свода от разрушения при «хлопках» под сводом печи, сопровождающихся значительным повышением давления под сводом. Сводовое кольцо представляет цилиндрическую обечайку, выложенную с внутренней стороны огнеупорным кирпичом. Кольцо снабжено ребрами жесткости и огнеупорными кронштейнами, посредством которых опирается на рабочую площадку печи. Система водоохлаждения свода -состоит из напорного коллектора, роль которого выполняет кольцо каркаса свода, расположенного полукольцом вокруг кожуха ванны, напорных трубопроводов, подводящих воду к секциям свода, уплотнениям электродов и к центральной загрузочной течке: сливных трубопроводов, отводящих воду в канализацию оборотной воды через специальные сливные короба. Для охлаждения используется оборотная вода. От цехового водовода к напорному коллектору вода подается через задвижки с ручным управлением и задвижку с электроприводом, предназначенную для быстрого отключения подачи воды при аварийных ситуациях в грязевики (рабочий и резервный), предназначенные для очистки воды от щепы и крупных взвешенных частиц (размером более 5 мм). Токоввод. Токоввод служит для подвода электрического тока от шинопровода короткой сети к графитированному электроду. Токоввод состоит из траверсы с кроштейнами крепления токоведущих труб, подвесного кожуха, контактных щек кольца гидроприжима, токоведущих труб и труб водоохлаждения. Для исключения прохождения электротока от контактной щеки на кольцо гидроприжима, вместе контакта упора прижимного устройства с контактной щекой предусмотрена установка изоляции. Электрический ток подводится к контактным щекам с помощью медных водоохлаждаемых токоведущих труб, подсоединенных к щекам. Кольцо гидроприжима служит для прижима контактных щек к электроду и состоит из двух полуколец из немагнитной стали, соединенных между собой осями. Полукольцо состоит из соединенных между собой плитами трех водоохлаждаемых стаканов, в которые установлены гидравлические нажимные устройства, предназначенные для прижатия контактных щек к электродам. Нажимные устройства состоят из гидравлических нажимных компенсаторов, которые позволяют регулировать усилие прижатия контактных щек к электроду дистанционно, сохраняя равномерность прижима всех щек. Шинопровод. Шинопровод предназначен для подвода электрического тока от электропечных трансформаторов к электрододержатедям и состоит из шихтованных пакетов медных труб, гибких токовводов, ленточных компенсаторов, деталей крепления и подвески. Ленточные компенсаторы предохраняют вводы низкой стороны трансформатора от воздействия вибрации и температурных деформации. Между компенсаторами разных полярностей установлены электроизолирующие экраны. Для передачи электрического тока от шинопровода к токовводу, а также для обеспечения возможности их перемещения по вертикали на величину хода электрода предусмотрены гибкие токовводы. Гидроподъемник. Гидроподъемник предназначен для перемещения токоввода .с электродом по вертикали и состоит из станины, в стаканах которой размещены два гидравлических плунжерных цилиндра; кожуха направляющих роликов; траверсы и кожуха подвесного. Подвесной кожух расположен внутри обоймы с поясом направляющих роликов, которые имеют устройства для регулировки положения подвесного кожуха в радиальном направлении. Устройство для перепуска электродов. Устройство предназначено для удержания электрода и перепуска его по мере срабатывания в процессе плавки. Устройство состоит из двух зажимных колец - нижнего на траверсе гидроподъемника и верхнего, установленного на площадке над первым кольцом. Нижнее кольцо постоянно удерживает электрод посредством трех обжимных лент с цилиндрами. Цилиндры (отжима лент) выполнены поршневыми, внутри цилиндров установлены тарельчатые пружины, создающие усилие, необходимое для удержания электродов. Система гидроприжима контактных щек. Система предназначена для подачи рабочей жидкости в полости механизмов прижима контактных щек токовводов. Насосная станция системы гидроприжима состоит из бака, установки насоса, коллектора. В состав бака входят: собственно бак, на который установлены клапан предохранительный СППК-4 и термометр сопротивления ТСП 08789; крышка, на которой закреплены: фильтр, датчики уровня жидкости, теплообменники. Установка насосов состоит из рамы, на которую установлены три насоса ЦНСА 38-220 с электродвигателями 4АМ 200 2УЗ, мощностью 45 кВт, n = 3000 об/мин; напорные патрубки насосов объединены общим коллектором, подвод конденсата пара через общий коллектор.Включение резервного насоса и отключение основного осуществляется как в ручном, так и в автоматическом режиме. Коллектор включает в себя напорные и сливные трубопроводы, на которых установлены вентили для регулирования давления и расхода рабочей жидкости, кроме того, на сливном коллекторе установлены термопары сопротивления, реле протока, электроконтактные манометры для контроля температуры, протока и давления рабочей жидкости в механизмах прижима каждой фазы электропечи. Управление работой станции гидроприжима осуществляется со шкафов и пультов управления электропечью. Из бака конденсат пара установкой насосов (при работающем одном насосе) подается в напорный трубопровод коллектора и через вентили в полости механизмов прижима контактных щек осуществляются через следующие элементы: вентили, сливной трубопровод коллектора, змеевики, теплообменников, металлоконструкции крышки, фильтры Ф 1 в бак. Конденсат пара, предназначенный для заливки в бак станции гидроприжима, должен удовлетворять следующим требованиям:
Контроль уровня воды в баке осуществляется датчиком уровня жидкости ДУЖЕ - 200М. Для подпитки бака конденсатом на фильтре Ф1 имеется вентиль ВН 1. Система гидропривода. Система гидропривода служит для подачи масла в устройства для перепуска электродов, гидравлические подъемники перемещения электродов. Система включает: блок распределительный, в котором установлена гидравлическая аппаратура управления перепуском электродов, соединительные трубопроводы, гибкие рукава высокого давления, электроизолирующие муфты и вентили. Гибкие рукава обеспечивают подключение к системе подвижных устройств перепуска, а электроизолирующие муфты предохраняют трубопроводы системы гидропривода от попадания под напряжение при пробое изоляции на исполнительных механизмах. Управление гидроподъемниками осуществляется с помощью специальной панели, которая состоит из каркаса с комплектом золотников, манометров, вентилей и трубопроводной аппаратуры. Рабочей жидкостью в системе является минеральное масло вязкостью 29-35 м/с при температуре 40 °С. Установка направляющих роликов. Установка направляющих роликов перемещения токоввода позволяет осуществлять центровку электрода в отверстии свода, что повышает надежность работы печи. Для центровки электрода в своде к траверсе токоввода крепятся две балки, ролики которых свободно скользят по вертикальным направляющим (стойкам), закрепленным одним концом на каркасе свода, а вторым - на балках крепления цеха. Крепление направляющих роликов электрически изолировано от свода. Стойки направляющих хода токоввода являются подвеской свода. Система водоохлаждения. Оборудование электропечи работает в тяжелых температурных условиях. Для обеспечения надежной работы элементов электропечи (контактных узлов, клапанов, полукессонов) предусмотрено их охлаждение водой. Система водоохлаждения состоит из напорных коллекторов и сливных корыт, напорных и сливных трубопроводов. Подвод воды к составным частям, находящимся под напряжением, осуществляется с помощь, гибких резинотканевых рукавов. Для контроля давления и температуры отходящей воды в напорных коллекторах системы водоохлаждения предусмотрена установка манометров, а на сливных коллекторах термопреобразователей сопротивления. Система водоохлаждения свода. Система служит для охлаждения узлов свода и состоит из напорного и сливного коллектора. Роль напорного коллектора для подвода воды к элементам свода выполняет кольцо каркаса свода. Слив воды осуществляется в два сливных рукава коллектора, расположенных на рабочей площадке. Подвод воды осуществляется с помощью гибких резинотканевых рукавов. Длина рукавов, подсоединенных к составным частям, находящихся под напряжением, должна быть не менее 1500 мм. Для контроля давления и температуры отходящей воды на каркасе свода предусмотрена установка манометров, а на сливных коллекторах- термопреобразователей сопротивления. Механическая установка конечных выключателей. Механическая установка конечных выключателей служит для отключения подачи рабочей жидкости к плунжерным цилиндрам гидроподъемника при достижении крайних рабочих положений токовводов, крайнего верхнего уровня, а также для ограничения перемещения плунжеров при перепуске электрода. Крепление конечных выключателей обеспечивает регулировку их положения. Машина разливочная конвейернаяМашина предназначена для разливки металла. Техническая характеристика: производительность при непрерывной разливки и максимальном заполнении изложниц и скорости движения конвейера 13,2 м/мин, т/ч 240
Дробилка двухвалковая с гладкими валками, тип ДГ-1000х550 Назначение: дробилка предназначена для дробления антрацита до размера кусков 8-12 мм. Техническая характеристика дробилки:
Насос камерный пневматический ТА – 29Насос камерный пневматический предназначен для транспортировки концентрата, измельченного антрацита по трубопроводам при помощи сжатого воздуха. Камерный насос представляет собой два сблокированных питателя с попеременной выдачей материала в трубопровод под воздействием сжатого воздуха. Управление насосом - дистанционное и автоматическое. Техническая характеристика.
Дозатор непрерывного действияДозатор непрерывного действия 4273 ДН 12,6-6,3 предназначен для непрерывного автоматического весового дозирования сыпучих материалов. Техническая характеристика дозатора:
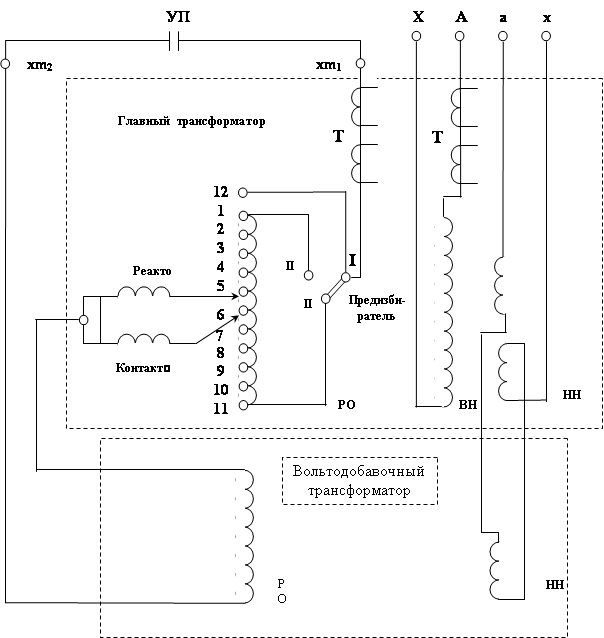
Трансформатор печи Трансформатор предназначен для понижения высокого напряжения сети до рабочего. Трансформатор должен соответствовать техническим требованиям, приведенным в таблице 3.20. Схема соединения обмоток трансформатора приведена на рисунке 3.7.
Рисунок 3 -Принципиальная схема соединения обмоток. Таблица 11 - Технические данные трансформатора.
Система очистки и дожигания отходящих газовСистема предназначена для очистки и дожигания технологических газовпечи и состоит: камеры дожигания; панель подачи сжиженного газа; осадительная камера; заслонка поворотная; клапан ДП - 600; клапан ДП - 1000. Камера дожигания. Камера дожигания предназначена для дожигания горючих взрывоопасных составляющих реакционных газов, образующихся при плавке ильменитовых концентратов в руднотермической печи. Дожигание производится за счет факела, горящего в двух форсунках сжиженного газа и воздуха, подаваемого на форсунки. Техническая характеристика.
Камера дожигания состоит из клапана ДХ-100, корпуса камеры дожигания, коллектора подачи воздуха, горелки ГНП-ЗБС, клапана предохранительного. В комплект камеры дожигания входит панель для подачи газа к горелкам. Камера представляет собой водоохлаждаемый корпус, на котором смонтированы горелки, коллектор для подачи воздуха в камеру и на горелки, клапаны для регулирования давления воздуха на горелке, клапаны ДХ-100 для регулирования давления воздуха на горелке — 2 шт. Камера дожигания через «песочный» затвор соединяется со сводом рудно-термической печи для предотвращения выбивания технологических газов. Пылеосадительная камера. Пылеосадительная камера предназначена для грубой очистки от пыли технологических газов, образующихся при работе руднотермической печи. Технические данные.
Пылеосадительная камера, черт. 45861 - 0 - 0 - 0, состоит из следующих основных частей: кожуха; футеровки; свода; тройника; затвора шиберного; пневмоаппарата эжекционного; перехода. Камера представляет собой цилиндрическую футерованную шахту, установленную на четырех опорах, выполненных из профильного проката и укрепленных на перекрытиях цеха. Кожух выполнен сварным из листового и профильного проката. На обечайке предусмотрены патрубки для входа и выхода технологических газов, приварены кронштейны для крепления блока релейного радиоизотопного РРП-3, предназначенного для замера уровня пыли. На конической части кожуха предусмотрено отверстие для выгрузки уловленной пыли. К фланцу этого отверстия присоединен тройник, к которому крепится затвор шиберный, шибер соединен с пневмоаппаратом эжекционным, который служит для транспортировки пыли. Верхняя часть кожуха усилена фланцем, а в проеме для устройства взрывного клапана - ребрами жесткости. Нижняя часть цилиндрической обечайки также усилена кольцами с ребрами жесткости. В верхней части футеровки, в месте установки свода, выполнен замок «шип-паз». Свод на футеровку ставится на уплотнение шнуром асбестовым. Заслонка поворотная. Заслонка поворотная предназначена для изменения направления потока отходящих газов и имеет два исполнения: нормально открытое и нормально закрытое, отличающиеся между собой положением поворотной части заслонки при отсутствии подачи сжатого воздуха в пневмоцилиндр. Технические данные.
2.2 Выбор и расчёт вспомогательного оборудования К вспомогательному оборудованию относится: изложница разделительная, установка приготовления пробок, изложница для шлака, тележка грузоподъёмностью 150 тонн с канатной тягой, стыкосварочная установка, пневмопочта, электротележка. Изложница разделительная Разделительная изложница предназначена для приёма расплава и разделения сливаемого шлака и чугуна. Техническая характеристика
Изложница разделительная состоит из сварного корпуса, футерованного изнутри шамотным кирпичом. Стенка корпуса выполнены наклонными для облегчения удаления из него застывших продуктов плавки. На корпусе изложницы имеются цапфы для строповки при транспортировке. Подача изложницы под летку печи производиться на тележке. Разделение продуктов плавки (шлака и попутного металла) основано на разнице плотностей шлака и попутного металла. Продукты плавки из летки руднотермической печи по желобу попадают в разделительную изложницу и шлак перетекает в изложницы, установленные каскадом на второй тележке, а попутный металл переливается в ковш. Изложница для шлака Изложница для шлака, футерованная шамотным кирпичом, предназначена для приёма и перелива шлака. Техническая характеристика
Тележка грузоподъёмностью 150 тонн с канатной тягой Тележка грузоподъёмностью 150 тонн с канатной тягой предназначена для перемещения разделительной изложницы, ковша для металла и каскада изложниц без шлака под летку РТП и со шлаком из под летки. Техническая характеристика
Установка приготовления пробок Установка предназначена для приготовления огнеупорных пробок для заделки летки РТП. Техническая характеристика.
Установка приготовления пробок состоит из шнека диаметром 500 мм, длиной 1500 мм и электродвигателя, установленных на раме. Работа установки приготовления пробок осуществляется следующим образом: с помощью кнопки управления включается электродвигатель и через загрузочную воронку вручную производиться дозированная загрузка смеси из коалиновой глины и антрацита в соотношении 5:1. Смесь шнеком выдавливается в виде сплошного цилиндрического стержня на листовую накладку, где вручную производиться разделение его на мерные (300 мм) отрезки для последующего складирования и сушки. Стыкосварочная установка Установка предназначена для электрической стыкосварки газовых трубок. Включает в себя отрезной станок, стыкосварочную машину МРС-50. Техническая характеристика.
Техническая характеристика нагревателя для ковшей Установка нагревателей предназначена для нагрева и поддержания температуры футеровки ковша перед заливкой расплава.
Перемещение нагревателя осуществляется талью электрической, грузоподъёмностью 2 тонны. Запитка тали выполнена через гибкий токопровод, управление талью с площадки на отметке 7,800. Тепловой экран Площадка горнового на отметке 7,800 и площадка обслуживания каскада на отметке 3,500 оборудованы экранами тепловыми для защиты от теплоизлучения и брызг расплава во время выпуска. Экран тепловой под отметкой 7,800, который в аварийной ситуации может оказаться под напряжением, подвешивается к перекрытию. Места рабочих, обслуживающих каскад во время выпуска оборудуются душирующими устройствами и воздушными завесами от тепловых излучений. На рабочие места приточный воздух подаётся воздухораспределителями душирующими с нижним подводом воздуха. Воздух подаётся от автономных кондиционеров. Объём подаваемого воздуха 3500 м3/час принят из условия создания температуры 30°С. 3. Охрана труда и техника безопасности 3.1 Анализ опасных производственных факторов Проектируемый цех относится к числу вредных производств. Производство титанового шлака связано с образованием токсичных и взрывоопасных газов: Оксид углерода –ядовитый газ без запаха и вкуса, при определённых концентрациях в смеси с воздухом –взрывоопасный; ПДК в рабочей зоне 20 мг/м3. Диоксид серы –бесцветный ядовитый газ с резким запахом; ПДК в рабочей зоне -10 мг/м3. Водород –взрывоопасный при определённых концентрациях в смеси с воздухом. Постоянными опасностями при выплавке титанового шлака являются: - эксплуатация грузоподъёмных и транспортных средств, наличие узлов и агрегатов, находящихся под высоким напряжением до 500 В, постоянное наличие воды над расплавом; - высокая температура процесса и продуктов плавки; - наличие пылящих компонентов шихты и агрессивных продуктов плавки; - постоянное образование в ванне токсичных и взрывоопасных реакционных газов с высоким содержанием СО. Содержание СО в рабочей ванне допускается не более 0,01 мг/м3 и пыли не более 10 мг/м3. 3.2 Организационные и технические мероприятия В процессе производства титанового шлака рабочие цеха управляют различными установками и приборами, обслуживают грузоподъёмные механизмы. В этих условиях отклонения от правил техники безопасности могут вызвать аварию или несчастный случай. Поэтому сложную технику производства титанового шлака могут обслуживать только специально подготовленные люди. Рабочие, впервые принятые на производство и не имеющие удостоверения по специальности, проходят вводный инструктаж по технике безопасности в отделе охраны труда предприятия, который знакомит с общими правилами поведения людей на территории комбината и его цехов, с правилами пожарной безопасности. Отдел охраны труда предприятия дает рабочему на руки «личную карточку инструктажа» и с этим документом его направляют в цех. Администрация цеха обеспечивает вновь принятого работника спецодеждой, спецобувью, специальными средствами защиты, выделяют ему место в бытовой комнате, выдает на руки инструкцию по безопасности труда и направляет к мастеру, который специально отвечает за соблюдение требований охраны труда этим рабочим. Рабочего допускают к самостоятельной работе только после обучения по специальности, прохождения практики и сдачи экзаменов по технике безопасности для конкретной специальности. В процессе самостоятельной работы с рабочим не менее двух раз в году проводят повторный инструктаж методом работы по плану ликвидации аварий. Важным значением для безопасности условий является соблюдение трудовой дисциплины, использование правил ношения защитной спецодежды, спецобуви, средств защиты органов дыхания. Для профилактики производственного травматизма, профзаболеваний, исключения аварий в производстве титанового шалка внедрена система управления охраны труда. На всех предприятиях, во всех цехах создаются кабинеты охраны труда, призванные стать центрами по повышению знаний рабочих, воспитанию в них сознательного отношения к выполнению требований техники безопасности и производственной санитарии. Вновь принятые рабочие и допущенные по состоянию здоровья к обслуживанию и управлению РТП, после получения инструктажа на рабочем месте, должны в течении 10 смен пройти обучение по безопасным методам работы. Все рабочие, допущенные к выполнению работ на РТП должны быть обучены приёмам работы, знать устройство и назначение узлов и механизмов оборудования, иметь квалификационную группу 1 Правил устройства и технической эксплуатации электроустановок потребителей и Правила техники безопасности при эксплуатации электроустановок потребителей до 1000 В с записью в журнале проверки знаний, иметь удостоверение стропальщика и личную книжку по технике безопасности с записью о прохождении инструктажа. Обслуживающий персонал РТП должен знать и соблюдать внутренний трудовой распорядок в цехе, трудовую и технологическую дисциплину труда, не допускать на рабочем месте пожаро-взрывоопасных ситуаций. Нарушение требований и правил техники безопасности и инструкций, предусматривающих мероприятия по технике безопасности могут привести к серьёзным нарушениям технологии и аварийному выходу оборудования из строя: взрыв газов под сводом, выходу расплава из ванны, выбросу расплава на колошниковую площадку, короткому замыканию в шинопроводах и другие, при которых может травмироваться обслуживающий персонал: ожоги, ушибы, отравления, электротрамвы. Обслуживающий персонал должен: - своевременно обнаруживать и устранять неисправности оборудования, приспособлений, рабочего и вспомогательного инструмента; состояние ограждений, защитных блокировок, сигнализации приборов КИП и средств автоматики, пожаротушения, не допускать аварийных ситуаций. - Уметь оказывать необходимую (доврачебную) помощь пострадавшему от ушибов, ожогов, поражений электротоком и отравлений. - Соблюдать правила и нормы производственной санитарии и личной гигиены как во время работы, так и после окончания её. 3.3 Санитарно-гигиенические мероприятия В цехе предусмотрено обеспечение работников специальной одеждой. Спецодежда должна быть целой, удобной, выданной по размеру. В соответствии с установленным сроком спецодежда и спецобувь подлежит замене. На предприятии существует «салон специальной одежды», который занимается учётом, выдачей, ремонтом спецодежды и спецобуви. Специальной одеждой и обувью являются: - суконная (войлочная) спецодежда; - валенки; - паранджа; - вачеги (рукавицы); - войлочная шляпа. Для переодевания рабочих до и после смены предусматриваются бытовые помещения с душевыми, расположенные в административном здании. В бытовых помещениях постоянно поддерживается чистота и порядок. Эти помещения периодически подвергаются санитарной обработки. Все рабочие цеха электроплавки получают талоны на молоко. Выдача талонов производиться в конце каждого месяца. На один талон в пункте раздачи молока рабочий может получить 500 грамм молока. На 6 часов работы, согласно коллективному договору выдаётся по 1 талону молока. Во время работы рабочий персонал цеха соприкасается с вредными для организма веществами. Для безопасности здоровья рабочим необходимы средства защиты. Индивидуальным средством защиты от окиси углерода являются фильтрующие и кислородные изолирующие противогазы. В цехе предусмотрена комната для хранения и выдачи противогазов. Также в комнате сменного мастера расположен аварийный запас противогазов на случай аварийной ситуации. Помещение проектируемого цеха по зрительным условиям относится к IV разряду. Коэффициент естественной освещённости равен 0,3. Естественное освещение осуществляется за счёт наличия оконных проёмов. Для искусственного освещения применяют люминесцентные электролампы. Включение и отключение светильников производиться непосредственно со щитков, кроме небольших помещений, имеющих свои выключатели. Местное освещение осуществляется электролампами, которые включаются непосредственно на месте. В галереях предусматривается включение светильников из двух мест. Предусматривается аварийное освещение цеха. Оно запитывается от близлежащих силовых сборок. Список использованной литературы 1. Стандарт предприятия. Учебные работы СТП. – 164. – 08. – 98. – КазНТУ. 2. Зеликман А.Н. Металлургия редких металлов. – М.: Металлургия, 1980. 3. Сергеев В.В., Галицкий Н.В., Киселев В.П. Металлургия титана. – М., 1971. 4. Гармата В.А., Гуляницкий Б.С. Металлургия титана. – М.: Металлургия. 5. Надольский А.П. Расчёты процессов и аппаратов производства тугоплавких металлов. –М.: Металлургия, 1980 6. Справочник металлурга по цветным металлам. Т1. / под. ред. Мураги Н.И. -М.: Металлургиздат, 1953 7. Резниченко В.А. Электротермия титановых руд. –М.: Наука, 1969, с. 207 8. Денисов С.И. Электротермия титановых шлаков. –М.: Металлургия, 1970, с.168 9. Кривандин В.А., Молчанов Н.Г. Металлургические печи. – М.: Металлургия. 10. Злобинский Б.М. Охрана труда металлургии. – М.: Энергия. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||