Курсовая работа: Технологический процесс изготовления деталиКурсовая работа: Технологический процесс изготовления деталиКурсовая работа По деталям машин «Технологический процесс изготовления детали» Содержание Введение 1. Анализ служебного назначения машины, узла, детали. Описание конструктивных особенностей детали и условий её эксплуатации 1.1 Анализ служебного назначения узла 1.2 Устройство узла и принцип работы 1.3 Анализ служебного назначения детали 1.4 Условия эксплуатации узла 2 Анализ технических требований на изготовление детали 3 Определение типа производства, такта выпуска и партии запуска 4 Анализ технологичности конструкции детали 5 Выбор способа получения заготовки 6 Анализ существующего или типового технологического процесса 6.1 Расчёт припусков на механическую обработку поверхностей 6.2 Анализ и обоснование схем базирования и закрепления 6.3 Обоснование выбора металлорежущего оборудования 6.4 Обоснование выбора станочных приспособлений металлорежущего и мерительного инструмента 6.5 Расчёт режимов резания 6.5.1 Расчёт режимов резания на вертикально-фрезерную операцию 6.5.2 Расчёт режимов резания на горизонтально-расточную операцию 6.6 Техническое нормирование операций 6.6.1 Вычисляем нормы времени на вертикально-фрезерной операции 6.6.2 Вычисляем нормы времени на горизонтально-расточной операции 7 Научно-исследовательская часть Выводы Список литературы Приложения Реферат Записка: 53 с., 6 рис., 12 табл., чертежей 3, 19 лит. источников. Узел – насос ЦНМ 45-160 Корпус – Н20.12.103.01 Отчёт разработки: Цель работы: анализ технологического процесса изготовления детали. Пояснительная записка к выпускной работе бакалавра выполнена на листах формата А4 в соответствии с требованиями ЕСКД в объёме 53 листов. В ходе данной работы были выполнены следующие разделы: анализ служебного назначения узла, детали, описание условий их эксплуатации и технических требований; анализ технологичности детали; определение типа производства по Кзо, такта выпуска, партии запуска; анализ технологичности конструкции детали; выбор способа получения заготовки; анализ типового или существующего технологического процесса; расчёт припусков на механическую обработку поверхностей; анализ и обоснование схем базирования и закрепления; обоснование выбора металлорежущего оборудования, режущего и мерительного инструмента и станочных приспособлений; расчёт режимов резания; техническое нормирование операций. Работа также содержит введение и исследовательскую часть. Корпус, Деталь, Технологический процесс, Операция, Механическая обработка, Среднесерийное производство, Литьё, Агрегат, Насос. Введение Основными направлениями в технологии машиностроения являются: внедрение новых высокопроизводительных, экономичных и надёжных машин, построенных на реализации новых подходов в технологии машиностроения; сохранение и замена ручного труда механизированным; совершенствование обработки на станках с ЧПУ; развитие комплексных автоматизированных систем в машиностроении; совершенствование технологических процессов механосборочного производства; совершенствование конструкций режущего инструмента и инструментальных материалов; разработка новых технологий, повышающих эффективность лезвийной обработки, абразивной обработки, обработки без снятия стружки, лазерной обработки, электрофизической и электрохимической обработки. Снижение металлоёмкости конструкций в машиностроении, поиск новых материалов, обеспечивающих надёжность и долговечность насосов, является одной из актуальных задач. Разработка новых и внедрение прогрессивных способов получения заготовок, таких как намораживание из расплава, литьё в расплав без кристаллизатора, литьё в закрывающиеся формы, литьё с опусканием изложницы и другие. Широкое внедрение в насосостроении деталепрокатной технологии, революцианизирующей технологию изготовления деталей типа тел вращения, позволяющую получать почти готовую деталь, применяя только отделочные операции. Более широкое внедрение изготовления деталей методом порошковой металлургии. На основе изучения физических явлений разработка и внедрение принципиально новых технологий изготовления деталей. Комплексная механизация и автоматизация не только механической обработки, но и сборки насосов и их испытание. Широкое внедрение станков с ЧПУ, ГПА и контрольно-измерительных машин. Применение станков автоматов, роторных и роторно-конвеерных машин. Основными методами формообразования деталей с заданными показателями качества поверхностей и точностью их размеров пока остаются в насосостроении различные способы обработки лезвийными инструментами и абразивными инструментами. Пути повышения эффективности использования режущих инструментов из твёрдых сплавов и сверхтвёрдых инструментальных материалов, концентрация обработки, совершенствование схем построения операций с привлечением ЭВМ для сокращения вспомогательного времени. Автоматизация подготовки производства, широкое внедрение единой системы технологической подготовки производства. Внедрение этой системы повышает производительность труда на 30 – 35 % в мелкосерийном и среднесерийном производстве, сокращает затраты и сроки подготовки производства и освоение новых машин в 2 – 2,5 раза. 1. Анализ служебного назначения машины, узла, детали. Описание конструктивных особенностей детали и условий её эксплуатации 1.1 Анализ служебного назначения узла Агрегат электронасосный
АЦНМ 45-160 УХЛЧ предназначен для подачи смазки (масла турбинного Тп-22С ТУ
38.101821-83 с температурой 20 - 70 Насос в составе агрегата относится ко 2 группе 1 виду изделий (восстанавливаемые), агрегат – ко 2 группе 2 виду изделий по ГОСТ 27.003 – 83. Технические характеристики. Показатели назначения по перекачиваемым средам соответствуют указанным в таблице 1.1. Таблица 1.1 Показатели назначения по перекачиваемым средам.
Примечание: содержание воздуха в перекачиваемой среде в процессе работы и пуска агрегата не должно превышать 4,0% (по объёму). Показатели назначения в номинальном режиме работы соответствуют указанным в таблице 1.2. Таблица 1.2 Показатели назначения в номинальном режиме.
Примечание: Допускаемые производственные отклонения по напору от +5% до –3%. Показатели технической и энергетической эффективности в номинальном режиме работ соответствуют указанным в таблице 1.3. Таблица 1.3 Показатели технической и энергетической эффективности.
Конструктивные показатели соответствуют указанным в таблице 1.4. Таблица 1.4 Конструктивные показатели.
Примечания: 1. Критерием
отказа является увеличение утечки через концевое уплотнение свыше 0,15 Эргономические показатели агрегата приведены в таблице 1.5 Таблица 1.5 Эргономические показатели.
Показатели двигателя, применяемого в агрегате, приведены в таблице 1.6 Таблица 1.6 Показатели двигателя.
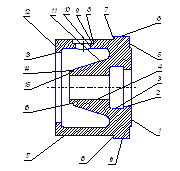
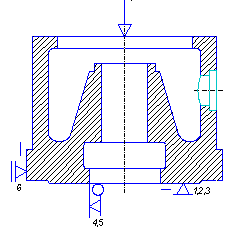
1.2 Устройство узла и принцип работы Насос ЦНМ45 – 160 УХЛЧ состоит из: - вала поз.32 [приложение 1], на котором размещены: втулка поз.2 с подшипником поз.2, гайка круглая поз.55 и поз.33, шайба стопорная поз.54, колесо предвключённое поз. 53, кольцо поз.52, колесо рабочее поз.51, аппарат направляющий поз.12, колесо рабочее поз.50, прокладка поз.5, колесо рабочее поз.49, кольцо поз.48, диск поз.47, кольцо поз.45 и поз.43, втулка поз.41 и поз.36 корпус поз.29; - крышки напорной поз.24, к которой болтами крепятся болтами корпус поз.25, аппарат направляющий поз.19, втулка поз.20. На рабочее колесо поз.51 надет аппарат направляющий поз.12, к которому с помощью штифта поз.13 крепиться секция поз.11. В секцию поз.11 вставлена крышка входная поз.7, на которую надета опора поз.1. Перекачиваемое масло поступает в полость входной крышки поз.7. С помощью предвключённого колеса и набора рабочих колёс масло под давлением поступает в полость крышки напорной поз.24 и выходит через патрубок крышки. 1.3 Анализ служебного назначения детали Деталь – корпус напорный служит для размещения подшипникового узла и уплотнения, создания нужного напора и для уплотнения, создания нужного напора и для присоединения крышки и создания выходного патрубка. Деталь корпус Н20.12.103.01 служит для размещения подшипникового узла и уплотнения вала насоса, размещения крышки и удержание рабочей жидкости под необходимым давлением. Классификация поверхностей корпуса представлена на рисунке 1.1.
Рисунок 1.1 Классификация поверхностей вспомогательные конструкторские базы. Поверхность 1 – данная поверхность контактирует с торцом корпуса поз.25 [приложение 1]. При базировании детали эта поверхность выступают в качестве установочной базы, лишающей её трёх степеней свободы (одного перемещения и двух вращений). Поверхность 2 – данная цилиндрическая поверхность сопрягается с цилиндрической поверхностью корпуса поз.25. Поверхности 1 и 2 определяют положение корпуса поз.25 относительно анализируемого корпуса. Поверхность 4 – данная поверхность сопрягается с торцом фланца втулки поз.20 и определяет положение втулки поз.20 относительно оси корпуса. Поверхности 8, 9 – сопрягаются с поверхностью привариваемого патрубка. Эти поверхности определяют положение патрубка относительно корпуса. Поверхность 13 – данная цилиндрическая поверхность сопрягается с поверхностью секции поз.15. и определяет положение секции относительно корпуса. Поверхность 15 – данная поверхность сопрягается с цилиндрической поверхностью аппарата направляющего поз.19 и определяет его положение относительно корпуса. Поверхность 16 – данная поверхность сопрягается с цилиндрической поверхностью аппарата направляющего поз.19. исполнительные поверхности. Поверхность 10 – предназначена для направления движения масла, выходящего из полости корпуса. Поверхность 11 –эта поверхность предназначена для создания давления при поступлении масла в полость корпуса. Поверхность 19 – является опорной для корпуса. свободные поверхности: 3, 5, 6, 7, 12, 14, 17, 18. 1.4 Условия эксплуатации узла Агрегат электронасосный
АЦНМ 45 – 160 УХЛЧ, работает с рабочей жидкостью температурой от 20 до 70 2. Анализ технических требований на изготовление детали В третьем пункте технических требований оговорен 14 квалитет, т.к. его рекомендуется назначать для несопрягаемых элементов относительно низкой точности, к которым не предъявляется существенных функциональных требований. 14 квалитет предпочтителен для металлических деталей, обработанных резанием [1, с. 288]. Для размера Æ159 принято поле допуска d8, т.к. посадки Н8/d8 применяются для точных соединений, работающих при тяжёлых режимах работы и значительном перепаде температур. Посадка типа Н/d дают легкоподвижные соединения общего применения, которые допускают радиальное перемещение и компенсируют погрешности взаимного расположения трущихся поверхностей вследствие перекоса оси, погрешности формы в осевом и радиальном сечениях [1, с.284]. Для отверстий с Æ295 и Æ160 приняты поля допусков Н7, т.к. они предпочтительны для отверстий с повышенными требованиями к точности и работающих при тяжёлых режимах работы. Посадки Н7/g6 характеризуются минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности, точного направления или при коротких ходах [1, с.284]. Для отверстия Æ185 принято поле допуска f9, т.к. поадки Н9/f9 применяют для подвижных соединений и центрирования при относительно невысоких требованиях к соосности [1, с.284]. Шероховатость поверхностей равная 3,2 мкм по критерию Ra необходима для обеспечения сопряжения деталей по всей поверхности. Шероховатость поверхности равная 6,3 мкм по критерию Ra необходима для плотного сопряжения неподвижных соединений. При ужесточении допусков или уменьшения шероховатости увеличивается стоимость обработки детали, поэтому увеличение точности целесообразно только в случае значительного увеличения долговечности детали, так как это окупает её себестоимость. Также, при слишком гладких сопрягаемых поверхностях может возникнуть явление «схватывания» и возникнет катастрофический износ. В восьмом пункте технических требований указана маркировка детали. Маркировку наносят на необрабатываемую поверхность детали (если это возможно), чтобы не лишать поверхность её функциональных предназначений. Маркировка необходима для того чтобы знать по какому чертежу сделана деталь и из какого материала. 3. Определение типа производства, такта выпуска и партии запуска Для определения типа производства по коэффициенту закрепления операций, на данной стадии необходимо разбить обработку изделия по группам обработки, т.е. на фрезерную, сверлильную и т.д., а затем определить время, затрачиваемое на выполнение каждой группы. Располагая штучно-калькуляционным временем, затраченным на каждую операцию, определяем расчётное количество станков по формуле:
где N – годовая программа, шт.(N = 1000 штук); Тшт – штучное время, мин; Fд – действительный годовой фонд времени, ч (Fд = 2015 ч – для одной смены [2, с.22]); hз.н. – нормативный коэффициент загрузки оборудования (hз.н. = 0,75 [2, с.20]); После расчёта и записи в графы таблицы 3.1 по всем операциям значений Тшт, mр устанавливаем принятое число рабочих мест Р, округляя до ближайшего целого числа полученное значение mр. Далее по каждой операции
вычисляем значение фактического коэффициента загрузки рабочего места по
формуле, Количество операций,
выполняемых на рабочем месте, определяется по формуле Таблица 3.1
Определяем Кз.о. по формуле:
Согласно ГОСТ 14.004 – 74 при 10 < Кз.о. £ 20 тип производства будет среднесерийным [3, с.28]. Определяем такт выпуска детали:
где Fд = 2015; N = 1000. Находим:
Объём производственной партии вычисляется по формуле:
где а – периодичность запуска в днях, (а = 12 [2, с.23]); N – годовая программа, шт. Вычисляем:
Расчётное число смен на обработку партии деталей на участке равно:
где
Округляем расчётное число
смен до принятого Определяем число деталей в партии:
где 476 – действительный фонд времени работы оборудования в смену, мин; 0,8 – нормативный коэффициент загрузки станков в серийном производстве.
Описание типа производства и организационной формы работы. Серийное производство является основным типом современного машиностроительного производства, и предприятиями этого типа выпускается в настоящее время 75 – 80 % всей продукции машиностроения страны. По всем технологическим и производственным характеристикам серийное производство занимает промежуточное положение между единичным и массовым производством. Объём выпуска предприятий серийного типа колеблется от десятков и сотен до тысяч регулярно повторяющихся изделий. Используется универсальное и специализированное и частично специальное оборудование. Широко используются станки с ЧПУ, обрабатывающие центры и находят применение гибкие автоматизированные системы станков с ЧПУ, связанных транспортирующими устройствами и управляемых от ЭВМ. Оборудование расставляется по технологическим группам с учётом направления основных грузопотоков цеха по предметно-замкнутым участкам. Однако одновременно используются групповые поточные линии и переменно-поточные автоматические линии. Технологическая оснастка в основном универсальная, однако во многих случаях (особенно в крупносерийном производстве) создаётся высокопроизводительная специальная оснастка; при этом целесообразность её создания должна быть предварительно обоснованна технико-экономическим расчётом. Большое распространение имеет универсально-сборная, переналаживаемая технологическая оснастка, позволяющая существенно повысить коэффициент оснащённости серийного производства. В качестве исходных заготовок используется горячий и холодный прокат, литьё в землю и под давлением, точное литьё, поковки и точные штамповки и прессовки, целесообразность применения которых также обосновывается технико-экономическими расчётами. Требуемая точность достигается как методами автоматического получения размеров, так и методами пробных ходов и промеров с частичным применением разметки. Средняя квалификация рабочих выше, чем в массовом производстве, но ниже, чем в единичном. Наряду с рабочими высокой квалификации, работающими на сложных универсальных станках, и наладчиками используются рабочие-операторы, работающие на настроенных станках. В зависимости от объёма выпуска и особенностей изделий обеспечивается полная взаимозаменяемость, неполная, групповая, взаимозаменяемость сборочных единиц, однако в ряде случаев на сборке применяется компенсация размеров и пригонка по месту. Технологическая документация и техническое нормирование подробно разрабатываются для наиболее сложных и ответственных заготовок при одновременном применении упрощённой документации и опытно-статистического нормирования простейших заготовок. В зависимости от размеров партий выпускаемых изделий, характер технологических процессов серийного производства может изменяться в широких пределах, приближаясь к процессам массового (в крупносерийном) или единичного (в мелкосерийном) типа производства. Правильное определение характера проектируемого технологического процесса и степени его технической оснащённости, наиболее рациональных для данных условий конткретного серийного производства, является очень сложной задачей, требующей от технолога понимания реальной производственной обстановки, ближайших перспектив развития предприятия и умения проводить серьёзные технико-экономические расчёты и анализы [4, с. 25]. Для серийного производства рекомендуется предметная форма организации работ. При которой станки располагаются в последовательности технологических операций для одной детали. Заготовки обрабатываются на станках партиями; при этом время выполнения операции на отдельных станках может быть не согласовано с временем обработки на других станках. Изготавливаемые детали хранятся во время работы у станков и затем транспортируются целой партией. Детали, ожидающие поступления на следующий станок для выполнения очередной операции, хранятся или у станков, или на специальных площадках между станками, на которых производится контроль деталей [5, с. 24]. 4. Анализ технологичности конструкции детали Совершенство конструкции машины характеризуется её соответствием современному уровню техники, экономичностью и удобствами в эксплуатации, а также тем, в какой мере учтены возможности использования наиболее экономичных и производительных технологических методов её изготовления применительно к заданному выпуску и условиям производства [6, с.24]. Отработка изделия на технологичность направлена на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание при обеспечении необходимого качества изделия [3, с.56]. В рассматриваемом корпусе присутствуют следующие нетехнологические элементы: материал (сталь 25Л) из которого получают отливку является не технологичным, так как дорогой. Дешевле получать отливку из серого чугуна. Чугун также обладает лучшей текучестью по сравнению со сталью и, по этому, вероятность получения более точной конфигурации выше; внутренняя поверхность корпуса является нетехнологичной, так как для её получения необходимо специальное оборудование обеспечивающее требуемую конфигурацию формы; получение отверстия Æ90Н12 затруднено из-за его конфигурации. Данное отверстие технологичнее выполнить сквозным. Это уменьшит износ инструмента, повысит точность размера. Достижение шероховатости 6,3 по критерию Ra требует использования специального инструмента; получение сквозного отверстия Æ25 нетехнологично, так как возможен увод сверла и, по этому, необходимо использовать специальные свёрла для глубокого сверления; получение лысок на наружной поверхности нетехнологично, так как затруднено закрепление заготовки; внутренняя поверхность Æ215 нетехнологична, так как для её получения необходимо использовать специальное оборудование и инструмент; конфигурация корпуса нетехнологична, так как затруднено его базирование, а применение оснастки нецелесообразно из-за больших габаритов корпуса; шероховатость 3,2 мкм по критерию Ra, является нетехнологичной, так как для её получения необходим специальный инструмент. Также получение данной шероховатости увеличивает время обработки детали и в следствие этого её стоимости; получение допусков d8 и f9 для размеров Æ195 и Æ185 нетехнологично, так как затруднён доступ инструмента. Также наличие торцов при данных размерах увеличивается износ инструмента. Несмотря на наличие некоторых нетехнологичных элементов в анализируемой детали в целом корпус технологичен в изготовлении и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении способы получения заготовок могут быть реализованы разными способами, выбор которых требует технико-экономического обоснования. Способ получения заготовки определяют на основании чертежа детали, результатов анализа её служебного назначения и технических требований, программы выпуска и величины серии, типа производства, экономичности изготовления [3, с.95]. Данную деталь можно получать следующими способами: литьё в песчано-глинистые формы; литьё в кокиль; литьё по выплавляемым моделям; Литьё в песчано-глинистые формы – наиболее универсальный и распространённый способ изготовления заготовок. При данном способе литья возможно использование механизированной и автоматизированной машинной формовки [7, с.61]. Основные преимущества литья в кокиль: возможность многоразового использования литейной формы; высокая точность формы и её размеров, качественная поверхность заготовки; мелкозернистая структура материала; сравнительно высокая производительность; низкая трудоёмкость и стоимость заготовки; отсутствие необходимости в модельном снаряжении и формовочных смесях; благоприятные условия труда; экономичность в серийном производстве; не требует высокой квалификации рабочих; возможна механизация и автоматизация [7, с.65]. Литьё по выплавляемым моделям обладает следующими преимуществами по сравнению с другими способами литья: высокая точность формы и размеров, качество поверхностей заготовок, незначительные литейные уклоны, малые припуски на механическую обработку [7, с.70]. Определим себестоимость получения заготовки каждым из приведённых способов. Литьё в песчано-глинистые формы Стоимость заготовки вычисляется по формуле:
где С1 – базовая стоимость 1 т заготовок, грн.;
Q – масса заготовки, кг; q – масса готовой детали, кг; Sотх – цена 1 т отходов, грн; С1 = 360 грн. [2, с. 33], класс точности отливки –
13 отсюда группа сложности отливки
– IV отсюда материал отливки
углеродистая сталь отсюда масса заготовки 74 кг
отсюда группа серийности отливки
– 7 отсюда Q = 74 кг; q = 62 кг; Sотх = 28 грн [2, табл. 2.7, с.32]. Вычисляем себестоимость:
Литьё в кокиль
С1 = 760 грн. [7, прил. 17.15, с.357], класс точности отливки –
5 отсюда группа сложности отливки
– IV отсюда материал отливки углеродистая
сталь отсюда масса заготовки 70 кг
отсюда группа серийности отливки
– 7 отсюда Q = 70 кг; q = 62 кг; Sотх = 28 грн [2, табл. 2.7, с.32]. Вычисляем себестоимость:
Литьё по выплавляемым моделям
С1 = 1985 грн. [2, с.34], класс точности отливки –
3 отсюда группа сложности отливки
– IV отсюда материал отливки
углеродистая сталь отсюда масса заготовки 68 кг
отсюда группа серийности отливки
– 7 отсюда Q = 68 кг; q = 62 кг; Sотх = 28 грн [2, табл. 2.7, с.32]. Вычисляем себестоимость:
Как видно из расчётов, литьё в песчано-глинистые формы является самым дешёвым способом литья, а литьё по выплавляемым моделям – самым дорогим Выбираем литьё в песчано-глинистые формы. Этот способ литья отличается большой дешевизной получаемых отливок во всех типах производства. Но получаемые этим способом отливки очень низкой точности. Из-за этого увеличивается время их обработки до необходимой точности и вследствие этого стоимость детали значительно больше стоимости отливки. Точность отливки 13т – 0 – 0 – 13т ГОСТ 266645-85 6. Анализ существующего или типового технологического процесса 6.1 Расчёт припусков на механическую обработку поверхностей Расчёт припусков на
обработку поверхности Согласно маршрута обработки отверстия выполняется три расточки: черновое растачивание чистовое растачивание тонкое растачивание. Минимальный припуск на каждое растачивание определяем по формуле:
Расчёт производим используя таблицу 5.1. Таблица 6.1 – расчёт
припусков и предельных размеров на обработку
Квалитеты для механической обработки выбираем из таблицы 5 [8, с. 11]. Из неё же берём величины допусков, шероховатости и дефектного слоя. Для размера отливки квалитет отливки берём из таблицы 13 [8, с. 131]. Допуск на отливку из таблицы 11 [8, с. 130]. Шероховатость из табл. 13. Глубину дефектного слоя Т = 300 мкм берём из таблицы 4.3. [2, с. 63]. Пространственные отклонения на отверстие литой заготовки определяется по формуле:
где
Пространственные отклонения на размеры отверстия после механической обработки определяем по формуле:
где После чернового растачивания:
после чистового растачивания:
после тонкого растачивания:
Погрешность закрепления в
4-хкулачковом патроне при черновом растачивании Погрешность установки
Погрешность установки при чистовом растачивании (базирование по ранее расточенному отверстию):
Для тонкого точения:
Величина минимального припуска: для чернового растачивания:
для чистового растачивания
для тонкого растачивания
Определяем расчётные размеры: для тонкого растачивания
равен минимальному размеру диаметра на детали [9, с. 14] для чистового растачивания определяется по формуле:
по этой же формуле определяются размеры после чернового растачивания и для литого отверстия. После чистового растачивания:
после чернового растачивания
для литья
Далее производим округление расчётных размеров до того знака десятичной дроби, с каким дан допуск на размер данной операции – это будут минимальные значения размеров. Максимальные операционные размеры определяем по формуле:
то есть за счёт прибавления допусков к минимальным размерам.
Вычерчиваем схему
расположения припусков и допусков при обработке отверстия Остальные припуски на обрабатываемые поверхности заготовки выбираем по ГОСТ 26545 – 85 [10] и подсчитываем размеры заготовки. Допуски размеров определяем по таблице 1 [10]. Таблица 6.2
Припуски на обработку определяем по таблице 6 [10]. Для этого нужно предварительно знать ряд припусков на обработку отливок, что находим в табл. 14. Для степени точности 13Т подходит ряд 6. Таблица 6.3
Рассчитанные вручную припуски совпадают с припусками рассчитанными на ПЭВМ (таблица 6.4). Приступаем к вычерчиванию заготовки. 6.2 Анализ и обоснование схем базирования и закрепления Выбор технологических баз в значительной степени определяет точность линейных размеров относительно положения поверхностей, получаемых в процессе обработки, выбор режущих и измерительных инструментов, станочных приспособлений, производительность обработки [3, с.109]. Проанализируем варианты базирования для вертикально-фрезерной операции (020) и горизонтально-расточной операции (030). Выполним схему базирования для операции вертикально-фрезерной, на которой будет производится фрезерование предварительное плоскости на фланце корпуса. Плоскость будет служить чистовой базой для выполнения последующих операций. На операцию заготовка корпуса поступает предварительно обработанная на токарном станке, поэтому в качестве установленной базы будем использовать торец корпуса. Будучи установленная на этот торец заготовка лишается трёх степеней свободы (перемещение вдоль оси и вращения вокруг двух других осей) – установочная база. Затем в качестве базовой
поверхности будем использовать предварительно обработанное отверстие И в качестве черновой базы будем использовать поверхность двух бобышек. Будучи установленная на подводимую опору этими бобышками, заготовка лишается последней 6-й степени свободы (вращение вокруг оси) – опорная база. Так как, размер
выдерживаемый на операции – расстояние от оси отверстия
Рисунок 6.2 Схема базирования и закрепления заготовки на вертикально-фрезерной операции. Значит, погрешность базирования на операции будет равна нулю. Зажимную силу нужно направить так, чтобы она прижимала заготовку к наиболее развитой установочной базе. Схема базирования и закрепления представлена на рисунке 6.2. Выполним схему базирования для операции горизонтально-расточной, на которой будет производиться сверление и растачивание отверстия Æ85 и Æ90Н12. На операцию заготовка корпуса поступает предварительно обработанная на фрезерном станке. В качестве установочной базы будем использовать торец корпуса. Будучи установленная на этот торец заготовка лишается трёх степеней свободы (перемещение вдоль оси и вращения вокруг двух других осей) – установочная база. Затем в качестве базовой
поверхности будем использовать предварительно обработанное отверстие Как видно, установочная и двойная опорная база те же, что и на предыдущей операции. Таким образом, соблюдается принцип постоянства баз. И в качестве опорной базы будем использовать плоскость на фланце корпуса. Будучи установленная на подвижную опору этой плоскостью, заготовка лишается последней 6-й степени свободы (вращение вокруг оси) – опорная база.
Рисунок 6.3 Схема базирования и закрепления заготовки на горизонтально-расточной операции. Так как размер, выдерживаемый на операции – расстояние от оси отверстия Æ90Н12 до обрабатываемой поверхности (на чертеже это размер (110)) идёт от торца противоположного установочной базе, принцип совмещения баз не соблюдается, т.е. измерительная и установочная базы не совпадают. Зажимную силу нужно направить так, чтобы она прижимала заготовку к наиболее развитой установочной базе. Схема базирования и закрепления представлена на рисунке 6.3. Погрешность базирования на размер 110 (расстояние от оси отверстия Æ85 до необрабатываемого торца заготовки) равна допуску на размер 210 (соединяющий измерительную и технологическую базы). Размер 210 выполнен по 14 квалитету точности. Значит, допуск на этот размер равен 1150 мкм [11, табл.2, с.441]. Погрешность базирования равна 1150 мкм. 6.3 Обоснование выбора металлорежущего оборудования Выбор типа станка определяется, прежде всего, его возможностью обеспечить выполнение технических требований, предъявляемых к обработанной детали в отношении точности ее размеров, формы и класса шероховатости поверхностей. В экономике технологического процесса, весьма большое значение имеет производительность станка, так как станок должен полностью использоваться по времени. Однако иногда представляется невыгодным применить станок более высокой производительности и в том случае, когда загрузка его по времени неполная, если при этом себестоимость обработки получается ниже, чем на другом станке, хотя бы и полностью загруженном. В связи с этим следует помнить, что применение специальных, агрегатных и других высокопроизводительных станков должно быть экономически обосновано. На фрезерной операции используется вертикально-фрезерный станок модели 6Р13. Технические характеристики станка модели 6Р13: Размеры рабочей поверхности стола (ширина х длина) 400х1600 Наибольшее перемещение стола: продольное 1000 поперечное 300 вертикальное 420 Перемещение гильзы со шпинделем 80 Наибольший угол поворота шпиндельной головки,° ± 45 Внутренний конус шпинделя (конусность 7:24) 50 Число скоростей шпинделя 18 Частота вращения шпинделя, об/мин 31,5 – 1600 Число подач стола 18 Подача стола, мм/мин: продольная и поперечная 25 – 1250 вертикальная 8,3 – 416,6 Скорость быстрого перемещения стола, мм/мин: продольного и поперечного 3000 вертикального 1000 Мощность электродвигателя привода главного движения, кВт 11 Габаритные размеры: длина 2560 ширина 2260 высота 2120 Масса (без выносного оборудования), кг 4200 Как видно из технической характеристики данный станок подходит для фрезерования плоскости фланца. Данный станок позволяет обрабатывать деталь заданных размеров и обеспечивает необходимую точность обработки. На горизонтально-расточной операции применяется станок модели 2Б635. Технические характеристики станка модели 2Б635: Тип компоновки станка В Диаметр выдвижного шпинделя 220 Конус для крепления инструментов в выдвижном шпинделе Метрический 120 Размеры встроенного поворотного стола 8100 Плита из трёх секций 5000х Наибольшая масс обрабатываемой заготовки, кг 50000 Наибольшее перемещение: вертикальное шпиндельной бабки 3000 продольное выдвижного шпинделя 1800 радиального суппорта 550 поперечное передней стойки 6000 Число скоростей: шпинделя Б/с планшайбы Б/с Частота вращения, об/мин: шпинделя 1 – 510 планшайбы 1 – 135 Подача, мм/мин: шпинделя 1 – 2500 шпиндельной бабки 1,25 – 2500 радиального суппорта планшайбы 0,2 – 400 передней стойки 0,2 – 400 Мощность электродвигателя привода главного движения, кВт 55 Габаритные размеры: длина 11350 ширина 11280 высота 7800 Масса, кг 141 600 Как видно, по своим параметрам данный станок подходит для сверления и растачивания отверстий Æ85 и Æ90Н12. Исходя из технической характеристики станка, можно сделать вывод, что габариты данной детали, позволяют использовать станок данной модели. Геометрическая точность станка позволить выполнить требуемую точность детали в соответствии с требованиями. Количество инструмента, которое позволяет использовать станок, достаточно для выполнения всех переходов операций. Этот станок является оптимальным для работы в условиях среднесерийного производства. 6.4 Обоснование выбора станочных приспособлений, металлорежущего и мерительного инструмента Для условий среднесерийного производства рекомендуется применять станочные приспособления типа: универсально-сборные (УСП), сборно-разборные (СРП), универсально-безналадочные (УБП) и неразборные специальные приспособления (СНП) [11, с.66]. Трудоёмкость и длительность цикла подготовки производства, себестоимость продукции можно уменьшить за счёт применения стандартных систем приспособлений, что сохраняет трудоёмкость, сроки и затраты на проектирование и изготовление станочных приспособлений. Исходя из этого, для вертикально-фрезерной операции выбираем универсально-сборные (УСП) приспособления. При выборе режущих инструментов руководствуемся требованиями к операции. Для чернового фрезерования рационально применять торцевые фрезы с неперетачиваемыми пластинами из твёрдого сплава. Для обработки стали 25Л ГОСТ 977 – 88 рекомендуется применять режущие пластины марки Т15К6 [12, с.17] или Т15К10. Для нашего случая достаточно применение твёрдого сплава марки Т15К6, так как она имеет достаточную красностойкость и хорошо работает при черновой обработке сплошных поверхностей. Т15К10 рекомендуется применять при черновой обработке прерывистых поверхностей, т. е. при работе с ударами. Выбираем размеры фрезы
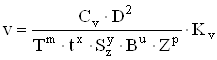
исходя из размеров обработки на заготовке. Для нас подходит торцевая фреза На горизонтально-расточной операции выбираем: 1) для сверления отверстия - сверло спиральное с напайными пластинами из твёрдого сплава с коническим хвостовиком. Марка материала пластин – вольфрамокобальтовый сплав ВК8 [14, с.168]. Из всех существующих твёрдых сплавов, сплавы на основе WC-Co при одинаковом содержании кобальта обладают более высокими ударной вязкостью и пределом прочности при изгибе, а также лучшей тепло- и электропроводностью. Однако стойкость этих сплавов к окислению и коррозии значительно ниже. С ростом содержания кобальта в сплаве его стойкость при резании снижается, а эксплуатационная прочность растёт. Сплав ВК8 рекомендуется применять для черновой обработки с пониженной скоростью резания и увеличенным сечением среза в условиях ударных нагрузок. Сверло Æ20 мм ГОСТ 22736 – 77. Конус Морзе – 3 [14, табл. 3.70, с.170]. 2) для растачивания отверстия Æ85 – резец расточной для обработки сквозных отверстий со сменными пластинами из твёрдого сплава 02251 по ГОСТ 25395-82. Материал пластины – твёрдый сплав Т15К6. Сечение резца (высота х ширина) 20х16 [14, табл. 3.2, с.114]. Геометрия режущей части: угол в плане j = 60°, главный передний угол g = 10°, задний угол a = 6° [14, табл. 3.31, с.134]. 3) для растачивания отверстия Æ90Н12 – резец расточной для обработки глухих отверстий со сменными пластинами из твёрдого сплава 06090 по ГОСТ 25397-82. Материал пластины – твёрдый сплав Т15К6. Сечение резца (высота х ширина) 20х16 [14, табл. 3.2, с.115]. Геометрия режущей части: угол в плане j = 95°, главный передний угол g = 15°, задний угол a = 8° [14, табл. 3.31, с.134]. В качестве мерительного инструмента для среднесерийного производства применяется как универсальный, так и предельные калибры. Для наших целей подходит штангенциркуль Ш Ц – 400 – I – 0,1 ГОСТ 166 – 89 [15, с. 18, табл. 1]. Цена деления штангенциркуля (0,1 мм) не превышает 0,3 допуска измеряемого параметра. Для проверки шероховатости поверхности после обработки применяем образцы шероховатости по ГОСТ 9378 – 75. 6.5 Расчёт режимов резания 6.5.1 Расчёт режимов резания на вертикально-фрезерную операцию Ширина фрезерования «В» будет состоять из размера детали 50 мм и припуска снимаемого в дальнейшем с одного из торцов, т.е. В = 50 + 7,5 = 57,5 мм. Глубина резания t = 4 мм [10, табл. 6]. Подача на зуб Скорость резания допустимая стойкостью фрезы:
где x = 0,1; q = 0,2; y = 0,4; u = 0,2; p = 0; m = 0,2 – показатели степеней [11, с.286, табл. 39]; z = 8 – число зубьев [найдено ранее]; T = 180 мин – стойкость фрезы [11, с. 290, табл. 40];
Частота вращения шпинделя
Уточним, имеется ли такая
частота на станке. На станке:
то есть
В графе таблицы
Действительная скорость резания
Сила резания. Главная составляющая силы резания при фрезеровании
Подставляем все данные в формулу главной составляющей силы резания:
Составляющие силы резания:
Крутящий момент.
Мощность резания
Резание невозможно, т.к. 14,28 > 11 кВт, поэтому уменьшим глубину резания до t = 2 мм, т.е. снимем припуск за два прохода. Тогда
Мощность шпинделя:
Резание возможно, так как
6.5.2 Расчёт режимов резания на горизонтально-расточную операцию Сверление: При сверлении глубина резания t = 0,5D [11, с.276], где D = 20 мм – диаметр отверстия; t = 0,5×15 = 7,5 мм. Подача S = 0,39 мм/об [11, табл.25, с.277]. Скорость резания при сверлении:
где Сv = 34,2 – коэффициент [11, табл.28, с. 278]; q = 0,45; y = 0,30; m = 0,20 – показатели степеней [11, табл.28, с.278]; Т = 20 мин – среднее значение периода стойкости инструмента [11, табл.30, с.279];
общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания [11, с.276], где
Скорость резания:
Частота вращения шпинделя:
Так как регулирование частоты на станке бесступенчатое, уточнение частоты не требуется. Крутящий момент:
где См = 0,021 – коэффициент [11, табл.32, с.280]; q = 2,0; y = 0,8 – показатели степени [11, табл.32, с.280];
где sв = 530; n = 0,75 [11, табл.9, с. 264];
Осевая сила при сверлении:
где Ср = 42,7 – коэффициент [11, табл.32, с.280]; q = 1, y = 0,8 – показатели степени [11, табл.32, с.280];
Мощность резания:
где n = 855,446 об/мин – частота вращения шпинделя; Мкр = 31,322 Нм – крутящий момент;
Мощность шпинделя:
Резание возможно, т.к. На остальные переходы, согласно методическим указаниям, режимы резания выбираются по таблицам. Растачивание черновое отверстия Æ85 [14, табл. 3.32, табл.3.33, с.139]: глубина резания t = 2,5 мм; подача S = 0,25 мм/об; скорость резания v = 228 м/мин. Растачивание чистовое отверстия Æ90Н12 [14, табл. 3.33, с.139, табл. 3.36 с.142]: глубина резания t = 0,5 мм; подача S = 0,12 мм/об; скорость резания v = 300 м/мин. 6.6 Техническое нормирование операций В среднесерийном производстве определяется норма штучно-калькуляционного времени Тш-к:
где Тп-з – подготовительно-заключительное время, мин; n – количество деталей в настроечной партии, шт.; Тш – штучное время, мин; Штучное время вычисляется по формуле:
где То – основное время, мин; Твсп – вспомогательное время, мин; Тобсл – время на обслуживание рабочего места, мин; Тотд – время перерывов на отдых и личные надобности, мин. 6.6.1 Вычисляем нормы времени на вертикально-фрезерной операции Основное время обработки определяется по формуле:
где L – длина обработки.
где l = 300 мм – длина детали;
Штучное время на операцию определяем по формуле:
где
Нормирование вспомогательного времени производим по [2] с использованием для среднесерийного производства коэффициента К = 1,85. Вспомогательное время: - на установку заготовки:
1 мин – на работу с кранбалкой. - на закрепление
- на приёмы управления станком, связанные с перемещением рабочих органов станка
- на измерение
Итого
Штучно-калькуляционное время для серийного производства вычисляем по формуле:
где n = 48 – величина партии деталей, шт. Отсюда находим:
6.6.2 Вычисляем нормы времени на горизонтально-расточной операции Определяем основное время на каждый переход и суммарное основное время: Сверление отверстия Æ20 мм: Основное время обработки определяется по формуле:
где lобр= 15+8+2 – длина получаемого отверстия+врезание+перебег, мм; n = 855 – частота вращения шпинделя, об/мин; S = 0,39 – подача, мм/об;
Черновое растачивание отверстия Æ85 мм:
где lобр= 15+8+2 – длина получаемого отверстия+врезание+перебег, мм; n = i = где D1 – диаметр получаемого отверстия, мм; D2 – диаметр исходного отверстия, мм; t – глубина резания. S = 0,25 мм/об;
Чистовое растачивание отверстия Æ90Н12 мм:
где lобр = 15+8+2 – длина получаемого отверстия+врезание+перебег, мм; n = i = где D1 – диаметр получаемого отверстия, мм; D2 – диаметр исходного отверстия, мм; t – глубина резания. S = 0,12 мм/об;
Определяем суммарное основное время:
Определяем штучное время на операцию:
То = 2,57 мин; Твсп = Ту.с + Тз.о + Туп + Тиз, Нормирование вспомогательного времени производим по [2] с использованием для среднесерийного производства коэффициента К = 1,85. Ту.с = 0,47×1,85 = 0,87 вспомогательное время на установку и снятие детали, мин; Тз.о = 0,024×1,85 = 0,044 вспомогательное время на закрепление и открепление детали в специальных приспособлениях, мин; Туп = (0,01 + 0,04 + 0,06 + 0,01 + 0,025)×1,85 = 0,27 вспомогательное время на приёмы управления станком, мин; Тиз = 0,16×1,85 = 0,30 вспомогательное время на измерение, мин; Итого: Твсп = 0,87 + 0,044 + 0,27 + 0,30 = 1,48 мин; Время на обслуживание рабочего места слагается из времени на организационное обслуживание Торг и времени на техническое обслуживание рабочего места Ттех: Тобсл = Торг + Ттех, где Торг =
1,4 % от Топ = Ттех = tсм1 + tсм2 + tсм3 = 0,4 + 1,3 + 1,3 = 3 мин; Отсюда: Тобсл = (0,1 + 3)1,85 = 5,74 мин. Время на отдых: Тотд = 6 % от
Топ = Штучное время на операцию:
Штучно-калькуляционное время для среднесерийного производства вычисляем по формуле:
где Тп-з = 16 мин [2, табл. 6.3, с.216]; n = 48 – величина партии деталей, шт.. Отсюда находим:
7. Научно-исследовательская часть Прогнозирование работоспособности сменных многогранных пластин режущих инструментов Ресурс работоспособности режущих инструментов определяется интенсивностью изнашивания их рабочих поверхностей и возможностью поломки. Период стойкости инструментов, рассчитанный по первому критерию, приводится в справочной литературе. Отказ инструментов вследствие их поломки изучен значительно меньше из-за стохастического характера процесса разрушения и необходимости проведения дорогостоящих экспериментов. В лучшем случае, имеются рекомендации по расчёту критической подачи либо формулы [18], для использования которых часто отсутствует необходимая информация. Между тем, достоверную информацию о возможности разрушения инструмента можно получить с помощью математического моделирования. Ниже рассматривается возможность использования метода конечных элементов (МКЭ) для прогнозирования разрушения сменных многогранных пластин (СМП) при различных условиях работы. При моделировании СМП
разбивали на ряды восьмиузловых изопараметрических элементов, размеры которых
уменьшались по мере приближения к вершине резца. В глобальной системе координат
где
До задания условий
приложения внешних усилий к узлам конечно-элементной сетки необходимо уточнить
их величину с учётом геометрии рассматриваемого инструмента и направления осей
Силы действующие на СМП, необходимо разбить на составляющие, приложенные к соответствующим узлам. Было принято, что нагрузка от силы резания в узлах, расположенных на передней поверхности, распределяется по закону
где В этом случае
где Такой закон распределения нагрузки достаточно точно соответствует реальным условиям контакта СМП со стружкой. Аналогично находили распределение нагрузки в узлах, расположенных на задней поверхности СМП. Кроме силы резания, на СМП действует сила зажима, возникающая в узле крепления, а также высокая температура в зоне резания. Эту температуру, найденную в узлах конечно-элементной сетки для различных условий резания, учитывали при расчёте напряжённого состояния СМП. По нормальным и
касательным напряжениям, полученным в результате расчётов в узлах
конечно-элементной сетки, можно определить главные напряжения Проанализируем результаты моделирования напряжённого состояния СМП из твёрдого сплава Т15К6 при черновом точении стали 45. Вследствие действия контактных нагрузок и температуры наибольшие растягивающие напряжения наблюдаются вблизи режущей кромки и около вершины резца, а далее напряжения распространяются с разной интенсивностью по всей СМП. Высокие напряжения (особенно в трёхгранных СМП с отверстием) наблюдаются вдоль вспомогательной задней поверхности. За пределами зоны контакта стружки с передней поверхностью напряжения примерно в 2 раза меньше. Напряжения, возникающие в
одинаковых условиях резания около вершины трехгранной твердосплавной СМП,
примерно в 1,5 раза выше, чем около вершины квадратной СМП, при их закреплении L-образным рычагом (данные получены
при скорости резания v =
150 м/мин, подаче s = 0,8 мм/об,
глубине резания t = 7 мм и главном
угле в плане Методом линейного
регрессионного анализа была найдена следующая зависимость главных растягивающих
напряжений в СМП от t, s, v и
Примечание. Данные в числителе дробей относятся к квадратной СМП, в знаменателе – к трёхгранной. Главные сжимающие напряжения практически не зависят от формы СМП и способа её крепления. Для квадратной и трёхгранной СМП их рассчитывают соответственно по формулам
Рассмотренную выше методологию можно использовать и для анализа состояния инструмента при чистовой обработке. В соответствии с принципами механики сплошной среды состояние материала в точке возможного разрушения определяется только уровнем действующих напряжений. Поскольку возникновение предельного напряжённого состояния обусловлено критерием появления трещин, тесно связанным с касательными напряжениями, и критерием их распространения, определяемым нормальными растягивающими напряжениями, то общий критерий прочности инструментальных материалов должен учитывать оба этих критерия. При низкой температуре в зоне резания инструментальные материалы разрушаются под действием нормальных растягивающих напряжений; с повышением температуры возрастает влияние касательных напряжений. Процесс разрушения инструмента можно разделить на две стадии: первая – зарождение микротрещин; вторая – рост трещин, стабилизируемый пластической деформацией на их концах. На практике в результате хрупкого разрушения наблюдается либо выкрашивание режущих кромок, либо их сколы. Выкрашивание вызывается поверхностными дефектами площадок контакта, неоднородностью структуры инструментального материала, остаточными напряжениями в поверхностных рабочих слоях инструмента. Выкрашиванию способствуют циклические изменения напряжённого состояния в режущем клине в момент его входа и выхода из контакта с деталью. Сколы происходят преимущественно по передней поверхности и по размерам сопоставимы с площадкой контакта. Максимальное
эквивалентное напряжение можно сравнить с допускаемым [
где К – коэффициент запаса хрупкой прочности. Согласно работе [13] эквивалентные напряжения
где
А – константа, определяющая статистическую сущность процесса разрушения и зависящая от характера дефектов в материале и размеров тела;
Если фактический
коэффициент запаса хрупкой прочности Коэффициент В квадратных СМП при
высоких режимах резания K >
[n] на вершине СМП (в верхнем слое) и
на вспомогательной задней поверхности вблизи вершины (в среднем и опорном слоях).
Следовательно, при высоких режимах резания возможно выкрашивание главной и
вспомогательной режущих кромок. С уменьшением вероятности безотказной работы до
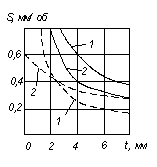
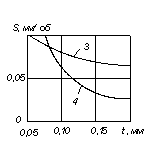
0,5 значение K Решив неравенство K
Рисунок 7.3 Зависимости критических значений подачи s от глубины t резания при обработке стали 25Л квадратной (сплошные линии) и трёхгранной (штриховые линии) СМП из твёрдого сплава Т15К6 (а), а также при обработке стали 20Х9 – П квадратной СМП и резцовой всиавкой из композита 10 (б): 1 – СМП закреплена L-образным рычагом; 2 – то же штифтом и прихватом; 3 – то же прихватом; 4 – вставка из композита 10 Таким образом, рассчитав напряжения в СМП легко оценить возможность её разрушения при различных условиях работы с учётом способа закрепления в корпусе резца и принять меры к предотвращению разрушения. Выводы В данной пояснительной записке было: проанализировано служебное назначение и технические требования к изготовлению детали, определён тип производства такт выпуска и партия запуска получаемой детали, проанализирована технологичность конструкции детали, произведён выбор и обоснование способа получения заготовки. При анализе технологического процесса были: рассчитаны припуски на механическую обработку поверхностей, проанализированы и обоснованы схемы базирования и закрепления на две операции, обоснование выбора металлорежущего оборудования, станочных приспособлений, режущего и мерительного инструмента на две операции, рассчитаны режимы резания, произведено техническое нормирование для двух операций. Список литературы 1. Анурьев В. И. Справочник конструктора-машиностроителя: В 3-х т. Т.1 – М.: Машиностроение, 1978. – 728с. 2. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения – Мн.: Выш. школа, 1983. – 256с. 3. Худобин Л. В. и др. Курсовое проектирование по технологии машиностроения – М.: Машиностроение, 1989. – 288с. 4. Маталин А. А. Технология машиностроения – Л.: Машиностроение, 1985 – 496 с. 5. Егоров М. Е., Дементьев В. И., Дмитриев В.Л. Технология машиностроения – М.: Высшая школа, 1976. – 534с. 6. Корсаков В. С. Основы технологии машиностроения. Учебник для вузов. М.: Высш. школа, 1974. – 336с. 7. Боженко Л. І. Технологія машинобудування. Проектування та виробництво заготованок: Підручник. – Львів: Світ, 1996. – 368с. 8. Справочник технолога-машиностроителя. В 2-х т. Т.1/ Под ред. А. Г. Косиловой и Р. К. Мещерякова. – М.: Машиностроение, 1985. – 656с. 9. Методические указания и контрольные задания по курсу «Технология машиностроения» ч. II. Контрольная работа №2. Сост. А. У. Захаркин, А. У. Ягуткин, Харьков. ХПИ, 1984. 10. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку. ГОСТ 266645-85. Москва. Государственный комитет СССР по стандартам, 1989. 11. Справочник технолога-машиностроителя. В 2-х т. Т. 2/Под ред. А. Г. Косиловой и Р. К. Мещерякова. – М.: Машиностроение, 1986. – 496с. 12. П. Р. Родин. Металлорежущие инструменты. Киев.: Вища школа, 1986. – 455с. 13. Обработка металлов резанием. Справочник технолога. Под ред. А. А. Панова, М.: Машиностроение, 1988. – 736с. 14. Металлообрабатывающий твёрдосплавный инструмент: Справочник/В. С. Самойлов, Э. Ф. Эйхманс, В. А. Фальковский и др. – М.: Машиностроение, 1988. – 368с. 15. Сорочкин Б. М. и др. Средства для линейных измерений. – М.: Машиностроение, 1976. – 264с. 16. Гжиров Р. И. Краткий справочник конструктора. Ленинград.: Машиностроение, 1984. – 464с. 17. Залога В. А. Расчёт режимов резания при точении, сверлении, фрезеровании. – К.: ІСДО, 1994. – 168с. 18. Сборный твёрдосплавный инструмент / Г. Л. Хает, В. М. Гах, К. Г. Громаков и др. – М.: Машиностроение, 1989. – 256с. 19. Ящерицын П. И., Еременко М. Л., Фельдштейн Е. Э. Теория резания. Физические и тепловые процессы в технологических системах: Учебник для вузов. – Минск: Высш. школа, 1990. – 512с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ; [2, с.20]
; [2, с.20] ; [2,
с.19]
; [2,
с.19] , [2,
с.23]
, [2,
с.23] смен.
смен. ; [2, с.23]
; [2, с.23] » 48 штук.
» 48 штук. , [2, 31]
, [2, 31] = 21,48 грн.
= 21,48 грн. ;
; = 104,85 грн.
= 104,85 грн. ;
; = 305,45 грн.
= 305,45 грн.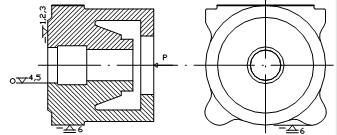
 [11, с. 282]
[11, с. 282]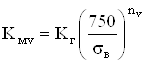 [11, с. 261,
табл. 1]
[11, с. 261,
табл. 1]
 м/мин
м/мин об/мин.
об/мин. ; [2, с.
94]
; [2, с.
94] ,
, ;
; [11, с. 282], где
[11, с. 282], где  [11, с. 264, табл.
9], где n = 0,3.
[11, с. 264, табл.
9], где n = 0,3. ;
; Н.
Н. [11, с. 261,
табл. 1]
[11, с. 261,
табл. 1]
 = 53,722 м/мин.
= 53,722 м/мин. = 855,446 об/мин;
= 855,446 об/мин; , [11, табл.9, с. 264]
, [11, табл.9, с. 264] = 0,792;
= 0,792; , [11,
с.280]
, [11,
с.280] [13,
с. 405],
[13,
с. 405], = 0,07 мин.
= 0,07 мин. i,
i, = 854 – частота вращения
шпинделя, об/мин;
= 854 – частота вращения
шпинделя, об/мин; = 13 – количество
проходов,
= 13 – количество
проходов, = 1,52 мин.
= 1,52 мин. i,
i, = 1062 – частота вращения
шпинделя, об/мин;
= 1062 – частота вращения
шпинделя, об/мин;