Курсовая работа: Технологический процесс механической обработки детали типа валКурсовая работа: Технологический процесс механической обработки детали типа валСодержание Введение 1. Технологический раздел 1.1 Назначение и конструкция детали 1.2 Анализ технологичности конструкции 1.3 Определение типа производства 1.4 Анализ базового технического процесса 1.5 Выбор заготовки 1.6 Проектирование маршрута технологического процесса 1.7 Расчет припусков на обработку 1.8 Расчет режимов резания 1.9 Расчет норм времени 1.10 Расчет точности операций 2. Конструкторский раздел 2.1 Расчет и проектирование станочного приспособления 2.1.1 Проектирование станочного приспособления 2.1.2 Описание устройства и работы приспособления 2.1.3 Расчет производительности приспособления 2.2 Расчет сил резания, усилия зажима детали в приспособлении 2.3 Расчет сил резания, усилия зажима детали в приспособлении 3. Экономическое обоснование принятого варианта технологического процесса 4. Научно – исследовательская часть проекта Выводы Введение Технология машиностроения как наука возникла в ХХ в. в связи с развитием машиностроительной промышленности и развивалась вместе с ней, накапливая соответствующие методы и приёмы изготовления машин. Большой вклад в её развитие внесли российские учёные А.П.Соколовский, Б.С.Балакшин, В.М.Кован, В.С.Корсоков, А.А.Маталин и многие другие, а также белорусские ученые П.И.Ящерицын, Е.Г.Коновалов, П.А.Витязь, Г.К.Горанский, В.Д.Цветков и др. К технологии машиностроения относятся следующие области производства: технология литья, технология обработки давлением, технология сварки, технология механической и физико-химической обработки, технология сборки машин, т.е. технология машиностроения охватывает все этапы процесса изготовления машиностроительной продукции. Кроме того под технологией машиностроения понимают учебную дисциплину, изучающую преимущественно процессы механической обработки заготовок и сборки машин, а также затрагивающую вопросы выбора заготовок и метода их изготовления. Современные направления развития технологии машиностроения (оптимизация режимов и процессов обработки, автоматизации серийного производства и управления техническими процессами, применение технологических методов повышения эксплуатационных свойств изготовления и др.) в значительной мере основываются на достижении математических наук, электронной и вычислительной техники, кибернетики, робототехники, металлографии, и других теоретических и технических наук. Технология хозяйственного машиностроения является одной из отраслей машиностроения. Однако оно имеет свои особенности, обусловленные следующими причинами: высокие требования к износостойкости и усталостной прочности рабочих поверхностей деталей, испытывающих большие нагрузки; относительно большие габариты и масса изготавливаемых машин; преимущественно мелкосерийный и серийный характер производства и др. 1. Технологический раздел 1.1 Назначение и особенности конструкции детали Наша деталь вал к многоковшовому погрузчику зерна ТО – 18А . Допуски на размер и форму ответственных частей детали находятся в жестких пределах, что обусловлено повышенной точностью при установке детали на рабочее место. В качестве исполнительной поверхности выступают шлицы вала, к обработке которых предъявлены особые требования. Материал детали - Сталь 45Х ГОСТ 4-543-71. Данный материал характеризуется хорошей обрабатываемостью резанием и хорошими пластическими свойствами. Обычно применяется для средненагруженных деталей, работающих при небольших скоростях и средних удельных давлениях. Поэтому можно сделать вывод, что материал детали соответствует предъявляемым требованиям и является приемлемым. 1.2 Анализ технологичности конструкции детали Совершенство конструкции машины (детали) характеризуется ее соответствием современному уровню техники, экономичностью и удобствами эксплуатации, а так же тем, в какой мере учтены возможности использования наиболее экономичных и производительных технологических методов ее изготовления применительно к заданному выпуску и условиям производства. Анализ технологичности один из самых важных этапов технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Проверяем технологичность данной детали см. - максимально приблизить форму и размеры заготовки к размерам и форме детали возможно; - вести обработку проходными резцами возможно; -уменьшение диаметров поверхностей от середины к торцам вала; -шпоночные пазы открытые; -жесткость вала обеспечивает
достижение необходимой точности при обработке ( Таким образом, качественная оценка технологичности конструкции детали – допустима. Количественная оценка технологичности детали осуществляется при использовании соответствующих базовых показателей технологичности. 1. Уровень технологичности конструкции по точности обработки
где
где
2. Уровень технологичности по параметрам шероховатости
где
где
3.Уровень технологичности конструкции по израсходованию материала
где
где М-масса готовой детали; Произведем расчет по вышеперечисленным выражениям:
Таким образом данная деталь является технологичной по количественным и качественным показателям. 1.3 Определение типа производства Для расчета используется таблица 1. Подробно рассматриваем только токарную операцию. Тип производства рассчитывается по формуле:
Где О – количество операций выполняемых на рабочем месте; Р – число рабочих мест; Для определения числа рабочих мест
определим расчетное количество станков
где N - годовой объем выпуска деталей, шт; Тшт - штучное время, мин; η - нормативный коэффициент загрузки оборудования, Fд - действительный годовой фонд времени, ч. Рассчитаем штучно-калькуляционное время для токарной операции.
Где
Определим вспомогательное время и основное время используя литературу [1].
Рассчитаем оперативное время:
Принимаем количество рабочих мест равным 1. Количество операций выполняемых на рабочем месте определяем по формуле:
где
Фактический коэффициент загрузки определим по формуле:
Проводим аналогичный расчет для всех операций и сводим все полученные значения в таблицу 1. На основании данных полученных в таблице 1 находим коэффициент закрепления операций.
Таблица 1 - Расчет коэффициента закрепления операций
Следовательно, производство детали будет среднесерийным. 1.4 Анализ базового технологического процесса Анализ существующего технологического процесса должен быть проведен с точки зрения обеспечения качества продукции. При этом следует учитывать, правильно ли он составлен для выполнения требований чертежа. Из базового технологического процесса термообработку, мойку и транспортные операции выбрасываем, так как в учебных целях изучаются операции со снятием стружки. -заготовку получаем методом проката; - постоянство баз сохраняется; - последовательность и количество операций обеспечивают заданную точность поверхности детали; - в качестве режущего инструмента применяем резцы с материалом пластины рекомендуемый для усредненных условий Т14К8; - используем приспособление: кондуктор переналаживаемый для шлицефрезерной; - установленные параметры принятого оборудования соответствуют размерам обрабатываемой детали, точности, производительности. Анализ существующего процесса позволяет сказать, что он является эффективным и высокопроизводительным. 1.5 Выбор заготовки Для выбора метода получения заготовки рассчитывается стоимость заготовки. Рассмотрим два метода получения заготовки и на основании полученных результатов сделаем заключение о рентабельности выбранного метода получения заготовки. Расчет стоимости заготовки для детали из проката:
где Lрез – длинна резания при разрезании проката на штучные заготовки, мм; y – величина врезания и пробега, мм; Sм – минутная подача при резании мм/мин;
Где Сп.з – приведенные затраты на заготовительные операции, р/ч; Tшт – штучное время выполнения заготовительной операции, мин;
Где Q – масса заготовки, кг; S – цена 1 кг материала заготовки, р; q – масса детали, кг; Sотх – цена 1 кг отходов, р;
где M – затраты на материал заготовки, р;
Расчет стоимости заготовок полученных литьем или штамповкой:
где С1 - базовая стоимость 1т заготовок, руб.; Кm - коэффициент, зависящий от класса точности. Кт=1; Кс - коэффициент, зависящий от степени сложности. Кс=1; Кв - коэффициент, зависящий от массы заготовки. Кв=1; Км - коэффициент, зависящий от марки материала. Км=1,79; Кп - коэффициент, зависящий от объема выпуска заготовок Кп=1; Q - масса заготовки, кг, Sотх— базовая стоимость 1 т отходов, руб.; q - масса детали, кг. Вывод: производство деталей, полученные путем проката экономически выгодно. 1.6 Проектирование маршрутного технологического процесса При проектировании технологического процесса следует руководствоваться следующими соображениями • В первую очередь обрабатываются поверхности, принятые за чистые технологические базы; •Последовательность обработки зависит от системы простановки размеров. В начало маршрута выносят обработку той поверхности, относительно которой координировано большее число других поверхностей; • При невысокой точности сначала следует обрабатывать поверхности, имеющие наибольшую толщину удаляемого материала. Далее последовательность операций устанавливается в зависимости от требуемой точности поверхности, • Операции обработки поверхностей, имеющих второстепенное значение и не влияющих на точность основных параметров детали, следует выполнять в конце техпроцесса, но до операций окончательной обработки. • В том случае, когда заготовку подвергают термообработке, для устранения возможных деформаций нужно предусматривать правку заготовки для обеспечения заданной точности и шероховатости. При разработке маршрутного ТП составляется маршрутная карта, в которую заносят наименование операций, их краткое содержание, тип оборудования и оснастку.
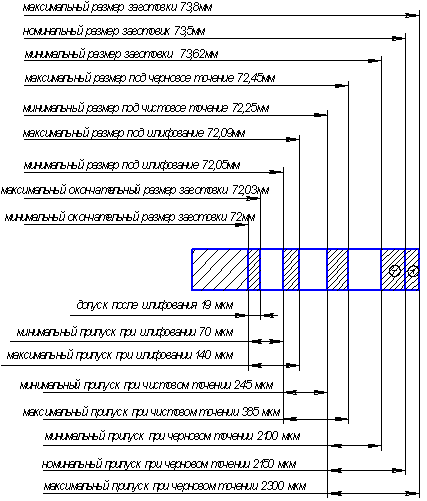
1.7 Расчет припусков на обработку Исходными данными для расчета припусков являются: - Метод получения заготовки; - Размер поверхности по чертежу детали; - Маршрут обработки поверхности; Исходные данные: Rz=100 мкм, h=200 мкм, ξз =0;
Проверка правильности расчета:
1,61-1,5=1,4-1,29; Следовательно, припуски определены правильно. Результаты расчетов сводим в таблицу. Таблица 2 - Расчет припусков и предельных размеров по технологическим операциям обработки
Рис. 1. Схема графического расположения припусков и допусков на обработку поверхности 1.8 Расчет режимов резания Режимы резания определяются глубиной резания t, подачей s, скоростью резания V. Их значения влияют на точность и качество получаемой поверхности, производительность себестоимость обработки. Для обработки сначала устанавливают глубину резания, а затем назначают подачу и скорость. При обработке поверхности на предварительно настроенном станке глубина резания равна припуску на обработку по выполняемому технологическому переходу. Подача должна быть установлена максимально допустимой. При черновой обработке она ограничивается прочностью и жесткостью элементов технологической системы станка, а при чистовой и отделочной - точностью размеров и шероховатостью поверхности. Скорость резания зависит от выбранной глубины резания, подачи, качества и марки обрабатываемого материала, а также многих других факторов. Рассчитывается согласно установленным для каждого вида обработки эмпирическим формулам, которые имеют следующий общий вид:
Где Т – показатель периода стойкости инструмента; t- глубина резания, мм; S – подача инструмента, мм/об; m,x,y – коэффициенты указывающие на вероятность безотказной работы инструмента. Зная период стойкости инструмента, находим скорость резания:
Определяем расчетное значение частоты вращения шпинделя:
Где
Подбираем по паспорту станка
ближайшее меньшее значение n, n=500
Аналогично рассчитываются режимы резания на остальные операции и записываются б таблицу и операционные карты. Таблица 3 - Сводная таблица режимов резания
1.9 Расчет норм времени В качестве примера рассчитаем нормы времени для токарной операции. Учитывая, что мы имеем крупносерийное производство, норма штучного времени рассчитывается по формуле:
Где
Значения
Учитывая полученные данные рассчитаем оперативное время по формуле:
Время на обслуживание
Таблица 4 - Сводная таблица норм времени
1.10 Расчет точности операций Расчет точности произведем для токарной чистовой операции (квалитет IT7). Величина суммарной погрешности обработки по диаметральным и продольным размерам в серийном производстве определяется по формуле.
где
Рассчитаем точность обработки поверхности
Так как 2. Конструкторский раздел 2.1 Расчет и проектирование станочного приспособления 2.1.1 Проектирование станочного приспособления Станочное приспособление должно обеспечивать необходимую точность обработки детали, достижение наибольшей производительности и экономичности. Конструкция приспособления обеспечивает: 1. Точность установки и надежность крепления обрабатываемой детали. 2. Быстроту действия. 3. Приведение незначительных усилий для приведение в действие зажимов, удобство и безопасность работы. 4. Надежность эксплуатации. 2.1.2 Описание устройства и работы приспособления Приспособление представляет собой несложную конструкцию, основными частями которой являются кулачки, поворачивающийся диск, конические зубчатые колёса и корпус патрона. Кулачки перемещаются одновременно по спирали на диске, в витки которой они заходят нижними выступами. На обратной стороне диска нарезано коническое колесо, сопряжённое с тремя коническими зубчатыми колёсами. При повороте ключом одного из колёс, поворачивается диск, который с помощью спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса патрона. В зависимости от направления вращения колёс, кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь. 2.1.3 Расчет производительности приспособления Расчет производительности приспособления производиться для того, чтобы определить, каким конструировать, приспособление одноместным или многоместным. 1. Определим тип производства
где
2. Норма выработки N
Так как N<T, то приспособление будет одноместным. 2.2 Расчет сил резания Приспособление проектируется для операции сверлильная. При сверлении усилия и момент необходимые для расчета усилия зажима выражается через осевое усилие и крутящий момент. Осевое усилие (сила подачи) при сверлении:
Где С - коэффициент(С=85); S - подача, мм/об, D - диаметр сверла, мм;
Крутящий момент на сверле, Н м :
где С1 - коэффициент (С1=34 ),
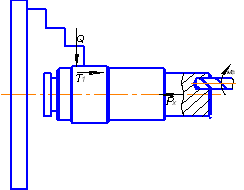
2.3 Расчет сил резания, усилия зажима детали в приспособлении Цель расчета: определить силу резания и усилие зажима в приспособлении.
Рис. 2. Схема сверления отверстий Допустим, что при перемещении детали в кулачках вдоль её оси коэффициент трения будет f1, а при привертывании – f2. Тогда силы трения между кулачками и деталью будут составлять: при перемещении
при привертывании
где Т – сила трения, f – коэффициент трения (при контакте с гладкой поверхностью f=0,16…0,18), Q – усилие зажима. Определим величину усилии зажима при условии недопустимости перемещения детали в кулачках. Пользуясь принятыми обозначениями(схема 2.1), имея в виду, что у патрона три кулачка, составим уравнение сил:
Где Px - Осевое усилие (сила подачи) при сверлении После подстановки значений Т1 и введения коэффициента К уравнение примет следующий вид:
где К – коэффициент надёжности закрепления К=1,5…2,5. Отсюда выражаем усилии зажима Q.
3. Экономическое обоснование принятого варианта технологического процесса Рассчитаем приведенные затраты для разрабатываемого технологического процесса. Приведенные затраты рассчитываются по формуле:
Где С - технологическая себестоимость, руб.;
Удельные капитальные вложения в станок рассчитываем по формуле:
где Ц с - отпускная иена станка, руб., Км - коэффициент, учить/дающий затраты на транспортировку и монтаж, равен 1,1; С п- принятое число станков на операцию (С=1); N - годовая программа;
Рассчитываем удельные капитальные вложения в здание по формуле:
где СПЛ - стоимость одного кв. метра производственной площади, руб.; ПС - площадь, занимаемая станком с учетом проходов, м2; СП - принятое число станков на операцию;
Рассчитаем технологическую себестоимость. Технологическая себестоимость рассчитывается для всех операций по формуле:
Где
Расчет основной и дополнительной заработной платы выполняется по формуле:
Где Сч – часовая тарифная ставка рабочего, руб./ч; Кд – коэффициент учитывающий дополнительную заработную плату и начисления (Кд=1,7); Зн – коэффициент, учитывающий заработную плату наладчика (Зн =1,0) Ко.м – коэффициент учитывающий зарплату рабочего при многостаночном обслуживании (Ко.м =1,0); Рассчитываем технологическую себестоимость:
Рассчитываем приведенные затраты:
Рассчитали экономический эффект от внедрения данного ТП производство, видим, что его внедрение в производство будет рентабельным. Таблица 5 - Основные технико-экономические показатели разработанного технологического процесса
Выводы В курсовом проекте мы разработали технологический процесс механической обработки детали типа вал. Заготовкой для данной детали служит прокат так как стоимость заготовки полученной путем проката 3952,2 руб. что значительно выгоднее по сравнению с литьем или штамповкой, где цена на деталь составляет 7408,6 руб.. Вал изготавливается из легированной хромистой стали марки Сталь 45Х ГОСТ 4543-71. В процессе выполнения курсового проекта было спроектировано приспособление для сверлильной операции. Это позволило значительно ускорить процесс получения технологических отверстий в детали. Осевое усилие при сверлении 1843,5 Н, а крутящий момент 38,4 Н·м. В проекте были произведены следующие замены. • объединили несколько операций в одну; • замена оборудования на более новые и дешевые станки; Произведенные замены позволили увеличить производительность, экономить площадь, обеспечить удобство настройки режущего инструмента на размер. Все расчеты в проекте произведены в ценах 2009года. Литература 1. Кожуро Л.М. Проектирование тех. Процессов в с/х машиностроении / Л.М.Кожуро, А.В.Миронович, В.В.Трисна. Мн.: БАТУ, 2003. 190с. 2. Машиностроение: энциклопедия Т-3. Технология изготовления деталей машин / А.М.Дальский [и др.] под общей ред. И.П.Сурова. М.: машиностроение 2000. 840с. 3. Некрасов С.С. Практикум и курсовое проектирование по технологии с/х машиностроения / С.С.Некрасов. М.: Мир, 2004. 240с. 4. Проектирование технологических процессов машиностроении / И.П.Филонов [и др.] ; под общ. ред. И.П.Филонова. Мн.:технопринт, 2003. 910с. 5. Справочник технолога-машиностроителя в 2-х томах. Т-1 под ред. А.М.Дальского [и тд.]. М.: машиностроение 1 2001. 912с. 6. Справочник технолога-машиностроителя в 2-х томах. Т-2 под ред. А.М.Дальского [и др.]. М.: машиностроение 1 2001. 944с. 7. Технологическая оснастка / М.Ф.Пашкевич [и др.]. М.: Адукацыя I выхаванне, 2002. 320 с. 8. Технология машиностроения в 2 кн. Основы технологии машиностроения / М.Жуков [и др.].; под ред. С.М.Мурашкина. М.: Высш. школа., 2003. 278с. 9. Технология машиностроения кн.2 производство деталей машин / Л.Жуков [и др.] ; под ред. С.Л.Мурашкина. Выш. шк., 2003. 295с. 10. Технология машиностроения в 2т Т-2. производство машин / В.М.Бурцев [и др.]; под ред. Г.М.Мельшикова. М.: МГТУ ин. Н.Э.Баумана, 1999. 640с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ,
, ,
,