Курсовая работа: Технологический процесс обработки шестерен из стали 12ХН3АКурсовая работа: Технологический процесс обработки шестерен из стали 12ХН3АМинистерство образования и науки Российской Федерации Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования «Комсомольский-на-Амуре государственный технический университет» Институт КП МТО Кафедра МТНМ Курсовая работа по дисциплине: «Теория и технология термической и химико-термической обработки» 2008 Содержание Введение 1. Цементация поверхности заготовок 1.1 Общие положения 1.2 Режим цементации 1.3 Оборудование для цементации 1.4 Загрузка печи и ведение процесса цементации 1.5 Очистка от окалины 2. Термическая обработка после цементации 2.1 Закалка и низкотемпературный отпуск 3. Контроль 3.1 Технологический контроль 3.2 Контроль качества изделий 3.2.1 Контроль качества цементованных изделий 3.2.2 Контроль качества закаленных изделий Список использованных источников Введение Для цементуемых изделий применяют низкоуглеродистые (0,1–0,25% С) стали. После цементации, закалки и низкого отпуска этих сталей цементованный слой должен иметь твердость HRС 58–62, а сердцевина HRC 20–40. Сердцевина цементуемых сталей должна иметь высокие механические свойства, особенно повышенный предел текучести, кроме того, она должна быть наследственно мелкозернистой. Для деталей ответственного назначения, испытывающих в эксплуатации значительные динамические нагрузки, применяют хромоникелевые и более сложно-легированные стали. Одновременное легирование хромом и никелем повышает прочность, пластичность и вязкость сердцевины. Никель, кроме, того, повышает прочность и вязкость цементованного слоя. Хромоникелевые стали малочувствительны к перегреву при длительной цементации и не склонны к пересыщению поверхностных слоев углеродом. Большая устойчивость переохлажденного аустенйта в области перлитного и промежуточного превращений обеспечивает высокую прокаливаемость хромоникелевой стали.
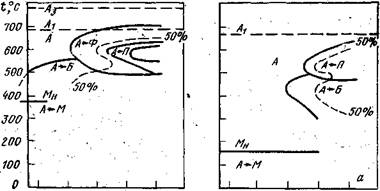
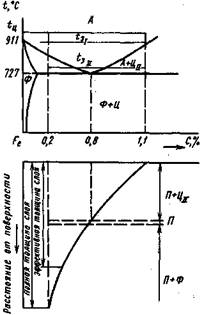
Рисунок 2 – Диаграмма изотермического превращения переохлажденного аустенита для цементуемых стали 12ХН3А в нецементованном (слева) и цементованном (справа) состояниях 1 Цементация поверхности заготовок 1.1 Общие положения Цементацией (науглероживанием) называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в науглероживающей среде (карбюризаторе). Окончательные свойства цементованных изделий приобретают после закалки и низкого отпуска. Назначение цементации и последующей термической обработки – придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе при сохранении вязкой сердцевины. Цементация широко применяется для упрочнения среднеразмерных зубчатых колес, валов коробки передач автомобилей, отдельных деталей рулевого управления, валов быстроходных станков, шпинделей и многих других деталей машин. На цементацию детали поступают после механической обработки с припуском на грубое и окончательное шлифование 0,05–0,010 мм. Во многих случаях цементации подвергается только часть детали, тогда участки, не подлежащие упрочнению, покрывают тонким слоем малопористой меди (0,02–0,04 мм), которую наносят электролитическим способом, или изолируют специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле. Для обеспечения стабильности и качества рекомендуют детали перед цементацией подвергнуть промывке в 3 – 5% содовом растворе. Процесс газовой цементации обладает рядом преимуществ по сравнению с цементацией в твердом карбюризаторе: · повышается производительность процесса по сравнению с цементацией в твердом карбюризаторе, так как не нужно затрачивать время на упаковку и прогрев ящиков; · сокращается потребная производственная площадь и количество рабочей силы, так как отпадает необходимость в упаковке и распаковке деталей, хранении и транспортировке ящиков и карбюризатора; · сокращается потребность в жаростойком материале, так как расход его на муфели и приспособления при газовой цементации гораздо меньше, чем на ящики при цементации в твердом карбюризаторе; · появляется возможность регулирования процесса для получения цементованного слоя заданной глубины и насыщенности; · уменьшается деформация деталей вследствие более равномерного нагрева до рабочей температуры; · появляется возможность непосредственной закалки деталей после цементации; · применение печей непрерывного действия позволяет полностью механизировать и автоматизировать процесс и установить агрегат для термической обработки в поточной линии механического цеха. Углеводороды являются основными науглероживающими газами, причем главную роль среди них играет метан. Содержание метана в цементующей среде 1 – 40%. Окись углерода как науглероживающий компонент в условиях газовой цементации имеет второстепенное значение, хотя содержание ее в газовой фазе может достигать значительной величины (до 30%). Содержание кислорода и двуокиси углерода обычно невелико и в сумме не превышает 2 – 3%; содержание водорода, являющегося обезуглероживающим газом, в цементующей среде может достигать 80%. В настоящее время наиболее перспективным методом газовой цементации является насыщение в эндотермической атмосфере с контролируемым углеродным потенциалом. В начале процесса (в активный период насыщения) поддерживают высокий углеродный потенциал атмосферы за счет добавки к эндотермической атмосфере необработанного углеводородного газа (метана или пропана-бутана). В диффузионный период углеродный потенциал атмосферы устанавливается 0,8 – 1,0% и количество добавляемого углеводородного газа резко уменьшается. Принято различать полную и эффективную толщину цементованного слоя (см. рис. 3). За эффективную толщину принимают сумму заэвтектоидной, эвтектоидной и половины доэвтектоидной зоны слоя. Эффективная толщина цементованного слоя обычно составляет 0,5–1,8 мм и в исключительных случаях достигает 6 мм при больших контактных нагрузках на цементованную поверхность. Структура после цементации получается крупнозернистой в связи с длительной выдержкой деталей при температуре науглероживания. Длительность изотермической выдержки при цементации зависит от заданной толщины слоя и марки цементируемой стали.
Рисунок 3 – Участок диаграммы Fе–FезС. Изменение содержания углерода и структуры по толщине цементованного слоя (схема): t ц – температура цементации; t31 – температура нагрева при первой закалке; t32 – температура нагрева при второй закалке. 1.2 Режим цементации
Температура цементации. Температурный режим цементации слагается из двух, иногда из трех периодов. В первый период происходит нагрев деталей до заданной рабочей температуры. Второй период соответствует выдержке при рабочей температуре процесса, которая за весь период остается неизменной. По окончании выдержки, если осуществляют непосредственную закалку деталей, наступает третий период – подстуживание до температуры закалки. Главный фактор температурного режима цементации – рабочая температура процесса. На заводах эту температуру устанавливают в интервале 900 – 1000 °С. С повышением температуры скорость цементации резко увеличивается. Поэтому ученые и производственники изыскивают возможности повышения температуры процесса. При этом возникают следующие трудности: ухудшение механических свойств металла вследствие роста зерна при высокой температуре и снижение стойкости оборудования и приспособлений. Кроме этого, возможны и другие затруднения, например увеличение деформации деталей под действием высокой температуры.
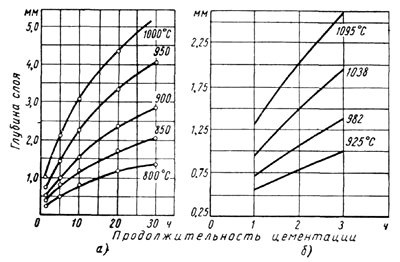
Рисунок 4 – Влияние температуры на глубину цементационного слоя При современном техническом уровне производства сталей это представление устарело. Промышленностью освоен выпуск новых марок легированных сталей, обладающих устойчивостью против роста зерна аустенита. При высокотемпературной цементации наследственно мелкозернистых сталей несколько увеличиваются размеры зерна. Однако в результате последующей правильно проведенной термической обработки в этих сталях не наблюдается ухудшения механических свойств по сравнению с цементацией при обычной температуре. На рисунке 4 показано влияние температуры на глубину цементованного слоя при различной продолжительности процесса. Детали из стали 12ХН3А после высокотемпературной цементации (930 °С) нужно подвергать закалке с повторного нагрева; в противном случае не будет обеспечена необходимая мелкозернистость. Продолжительность цементации. Общая продолжительность цементации слагается из суммы времени, необходимого для прогрева деталей до рабочей температуры процесса, времени выдержки при этой температуре для получения цементованного слоя заданной глубины и времени подстуживания. Продолжительность периода прогрева в печах зависит от веса садки, температуры печи в момент загрузки, тепловой мощности печи и рабочей температуры процесса Продолжительность периода выдержки для получения цементованного слоя заданной глубины зависит главным образом от температуры и требуемой глубины слоя, при этом имеют значение также активность карбюризатора и химический состав цементуемой стали. Скорость цементации не остается постоянной даже при одной и той же температуре. Как известно, по мере увеличения глубины слоя она уменьшается. Если принять в определенных интервалах глубины слоя эту скорость постоянной, что практически вполне допустимо, то для данной температуры процесса продолжительность его можно приближенно определить, разделив заданную величину слоя на среднюю скорость цементации. В табл. 2 приведены средние значения скорости газовой цементации в зависимости от температуры для различных интервалов глубины слоя. Как видно из таблицы, при цементации на глубину 1,5 мм при температуре процесса 930 °С время цементации составляет 8–10 ч. Продолжительность нагрева составляет 30 – 40% общего времени цементации. Таблица 2 – Средние значения скорости газовой цементации при
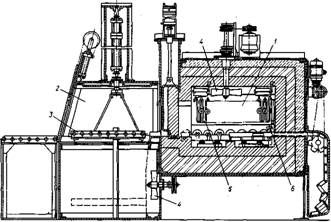
Приведенные цифровые данные о скорости цементации являются усредненными и могут служить лишь как ориентировочные при разработке технологического процесса газовой цементации. Режим охлаждения. Режим охлаждения деталей после цементации во многом определяет свойства цементованного слоя. Скорость охлаждения должна быть выбрана так, чтобы обеспечить минимальное коробление деталей, отсутствие трещин, карбидной сетки и, в случае необходимости – возможность механической обработки. Практически после газовой ццементации охлаждение дедеталей осуществляют на воздухе и в закалочных средах. При цементации легированных сталей от режима охлаждения зависит склонность к образованию трещин. Трещины всех видов при химико-термической обработке возникают вследствие внутренних напряжений. Эти напряжения вызываются неоднородностью структуры различных зон цементованного слоя, что присуще самой его природе. В легированных сталях в результате охлаждения после цементации в слое могут образоваться зоны со структурой мартенсита, троостита и остаточного аустенита, имеющие разные удельные объемы, что вызывает появление внутренних напряжений. Сущность всех рекомендаций по предотвращению трещин, связанных со структурными превращениями в цементованном слое, заключается в том, чтобы избежать появления в нем полосчатой структуры, состоящей из зон с различными удельными объемами. Для каждой марки стали существует своя «опасная» скорость охлаждения, способствующая образованию наиболее неоднородной структуры, которая может быть причиной возникновения трещин. Для предотвращения трещин охлаждение нужно ускорить или замедлить в зависимости от марки стали, типа деталей и других условий. Цементация с непосредственной закалкой имеет ряд преимуществ: уменьшается, а в ряде случаев полностью устраняется образование окалины и обезуглероживание, повышается производительность и снижаются затраты на обработку, появляется возможность совмещения всего цикла обработки в одном агрегате с полной механизацией и автоматизацией всех операций. Недостатками такого процесса являются повышенная деформация деталей и увеличение количества остаточного аустенита в стали. Частично эти недостатки устраняются подстуживанием различных температурах процесса деталей перед закалкой. В зависимости от марки стали температура подстуживания может быть в пределах 780 – 840 °С. Следует иметь в виду, что подстуживание перед закалкой на воздухе или в печи без защитной среды вызывает поверхностное обезуглероживание, вследствие чего снижается прочность деталей на 20 – 30%. Для уменьшения коробления деталей при закалке с цементационного нагрева в практике отечественных и зарубежных заводов стали применять цементацию с непосредственной закалкой в горячем масле. Детали охлаждаются в масле до температуры 150 – 200 °С, а последующее охлаждение до обычной температуры происходит на воздухе или в баке с холодным маслом. 1.3 Оборудование для цементации Для цементации, закалки и низкого отпуска небольших партий шестерен, валов, колец и т.п. в среде защитного газа применяют камерные универсальные печи, объединенные в единую конструкцию. Камерная универсальная электропечь СНЦ‑5.10. 3,2/10 изображена на рис. 6 Технические характеристики печи: Мощность печи – 80 кВт; Масса единовременной загрузки – 400 кг; Масса садки нетто – 300 кг; Расход газа – 12–15 м /ч; Размеры садки 500х1000х320 мм; Масса агрегата 13 т;
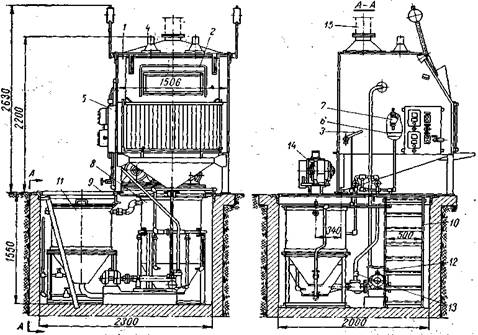
Рисунок 5 – Механизированная электропечь: 1 – нагревательная камера; 2 – закалочная камера; 3 – подъемный столик; 4 – вентилятор; 5 – нагреватели; 6 – цепной механизм для передвижения поддона с деталями 1.4 Загрузка печи и ведение процесса цементации Электропечь состоит из камеры нагрева, тамбура с закалочным масляным баков в едином каркасе, щитов управления и механизма загрузки и разгрузки. В тамбуре печи и в камере нагрева установлены вентиляторы для обеспечения циркуляции атмосферы печи. Нагревательную и закалочную камеру можно заполнять защитной атмосферой, предохраняющей закаливаемые детали от окисления и обезуглероживания. С помощью цепного механизма 6 корзину с деталями по направляющим роликам перемещают в нагревательную камеру 1. После нагревания и выдержки тем же цепным механизмом корзину перемещают в закалочную камеру 2 и вместе со столиком 3 погружают в закалочную жидкость (масло). После охлаждения столик поднимается пневмомеханизмом, и корзину выгружается из печи. Детали нагреваются в результате излучения электронагревателей 5 и конвективного теплообмена. Вентиляторы 4, установленные в нагревательной камере и в закалочном баке, предназначены для интенсификации теплообмена и равномерного нагрева и охлаждения деталей. В данной механизированой электропечи проводят весь цикл термической обработки деталей, например, закалку и отпуск, а также цементацию. 1.5 Очистка от окалины Для очистки стальных поковок, у которых не допускается упрочнение поверхности, применяют мокрую пескоструйную очистку (рис. 5). Поковки очищают внутри камеры на поворотном столе загрузочной тележки пистолетом, из которого под действием сжатого воздуха выбрасывается смесь песка и воды (пульпа). Для удаления водяной пыли вверху камеры предусмотрены отверстия для вытяжной трубы вентиляционной системы. Загрузочная тележка состоит из платформы, станины, двух пар колес и поворотного стола с катками. Передвижение тележки и вращение стола производится вручную. Катки и колеса установлены на шариковых подшипниках и надежно защищены от попадания воды и песка.
Рисунок 6 – Гидропескоструйная установка 1 – камера; 2 – дверца с резиновой занавеской; 3 – ручка управления клапаном; 4 – фонарь; 5 – пульт управления; в-поворотный стол; 7 – пистолет; 8 – смеситель; 9 – настил из металлических листов; 10 – лестница; 11 – отстойник; 12 – насос для пульпы; 13 – трубопровод; 14 – привод смесителя; 15 – вытяжная труба. Термическая обработка после цементации. Для получения заданного комплекса механических свойств после цементации необходима дополнительная термическая обработка деталей. В зависимости от условий работы, а также от выбранной для изготовления детали стали режим упрочняющей термической обработки может быть различен. Для тяжелонагруженных трущихся деталей машин, испытывающих в условиях работы динамическое нагружение, в результате термической обработки нужно получить не только высокую поверхностную твердость, но и высокую прочность (например, для зубчатых колес-высокую прочность на изгиб) и высокую ударную вязкость. Для обеспечения указанных свойств требуется получить мелкое зерно как на поверхности детали, так и в сердцевине. В таких ответственных случаях цементованные детали подвергают сложной термической обработке, состоящей из двух последовательно проводимых закалок и низкого отпуска. При первой закалке деталь нагревают до температуры на 30–50 °С выше температуры Ас з цементируемой стали. При таком нагреве во всем объеме детали установится аустенитное состояние (рис. 7). Нагрев до температур, лишь немного превышающих Ас3, вызывает перекристаллизацию сердцевины детали с образованием мелкого аустенитного зерна, что обеспечит мелкозернистость продуктов распада. При температуре t3, как видно на рис. 7, весь диффузионный слой переходит в аустенитное состояние, поэтому, чтобы предотвратить выделение цементита, проводят закалку. При второй закалке деталь нагревают до температуры t3]I с превышением на 30–50 °С температуры Act (рис. 7). В процессе нагрева мартенсит, полученный в результате первой закалки, отпускается, что сопровождается образованием глобулярных карбидов, которые в определенном количестве сохраняются после неполной закалки в поверхностной заэвтектоидной части слоя, увеличивая его твердость. Вторая закалка обеспечивает также мелкое зерно в науглероженном слое. Окончательной операцией термической обработки является низкий отпуск при 160–200 °С, уменьшающий остаточные напряжения и не снижающий твердость стали (рис. 7).
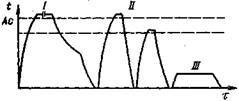
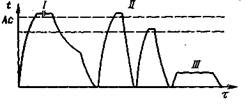
Рисунок 7‑Режим термической обработки ответственных деталей машин после цементации (схема): / – цементация; II – двойная закалка; /// – низкий отпуск После двойной закалки и низкого отпуска поверхностный слой приобретает структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины детали зависит от легированности стали. Так как цементировалась легированная сталь, то в зависимости от количества легирующих элементов сердцевина может приобрести структуру бейнита или низкоуглеродистого мартенсита. Во всех случаях из-за низкого содержания углерода будет обеспечена достаточно высокая ударная вязкость. 2. Термическая обработка после цементации Для получения заданного комплекса механических свойств после цементации необходима дополнительная термическая обработка деталей. В зависимости от условий работы, а также от выбранной для изготовления детали стали режим упрочняющей термической обработки может быть различен. Для тяжелонагруженных трущихся деталей машин, испытывающих в условиях работы динамическое нагружение, в результате термической обработки нужно получить не только высокую поверхностную твердость, но и высокую прочность (например, для зубчатых колес – высокую прочность на изгиб) и высокую ударную вязкость. Для обеспечения указанных свойств требуется получить мелкое зерно как на поверхности детали, так и в сердцевине. В таких ответственных случаях цементованные детали подвергают сложной термической обработке, состоящей из двух последовательно проводимых закалок и низкого отпуска. При первой закалке деталь нагревают до температуры на 30–50 °С выше температуры АсЗак цементируемой стали. При таком нагреве во всем объеме детали установится аустенитное состояние (рис. 3). Нагрев до температур, лишь немного превышающих АсЗак, вызывает перекристаллизацию сердцевины детали с образованием мелкого аустенитного зерна, что обеспечит мелкозернистость продуктов распада. При температуре t3, как видно на рисунке 3, весь диффузионный слой переходит в аустенитное состояние, поэтому, чтобы предотвратить выделение цементита, проводят закалку. При второй закалке деталь нагревают до температуры tЗак2 с превышением на 30–50 °С температуры Act (рис. 3). В процессе нагрева мартенсит, полученный в результате первой закалки, отпускается, что сопровождается образованием глобулярных карбидов, которые в определенном количестве сохраняются после неполной закалки в поверхностной заэвтектоидной части слоя, увеличивая его твердость. Вторая закалка обеспечивает также мелкое зерно в науглероженном слое.
Рисунок 7 – Режим термической обработки ответственных деталей машин после цементации: / – цементация; II – двойная закалка; /// – низкий отпуск Окончательной операцией термической обработки является низкий отпуск при 160–200° С, уменьшающий остаточные напряжения и не снижающий твердость стали (рис. 7). После двойной закалки и низкого отпуска поверхностный слой приобретает структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины детали зависит от легированности стали. Так как для цементации выбрана легированная сталь, то в зависимости от количества легирующих элементов сердцевина может приобрести структуру бейнита или низкоуглеродистого мартенсита. Во всех случаях из-за низкого содержания углерода будет обеспечена достаточно высокая ударная вязкость. 2.1 Закалка и низкотемпературный отпуск Деталь охлаждается в закалочной среде (масло) имеющей температуру выше мартенситной точки. При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочного бака. Затем следует окончательное, обычно медленное охлаждение во время которого и происходит формирование структуры, то есть превращение аустенита в мартенсит. Разбивка охлаждения на две ступени уменьшает внутренние напряжения первого рода, поэтому уменьшается и закалочная деформация. При ступенчатой закалке производится так называемая правка или рихтовка, то есть устранение коробления, вызванного термическими напряжениями при первом быстром охлаждении. Отпуск – это завершающая операция термической обработки деталей, окончательно формирующая ее свойства. Главной задачей отпуска является снижение или полное устранение внутренних напряжений, уменьшения хрупкости закаленной стали. Низкотемпературный отпуск заключается в нагреве до температуры ниже 250 °С. Структура после такой обработки состоит из отпущенного малоуглеродистого мартенсита. Закалку и отпуск проводят в камерной механизированной печи СНЦ‑5.10∙3,2/10 (рис 5). 3. Контроль 3.1 Технологический контроль Контроль технологического процесса заключается в строгом соблюдении режима цементации и термической обработки, а именно: 1. Контроль температуры (пермопара ТХА). 2. Контроль давления в камере для цементации (монометр МТС‑711). 3. Контроль уровня масла в закалочном баке (ЭИУ стержневой). Возможно запись показаний и передачи на расстояние. 4. Контроль расхода газов и состав атмосферы (газоанализатор ТП‑2220). Данный контроль выполняют 2 раза в неделю при устойчивой работе агрегата. 3.2 Контроль качества изделий 3.2.1 Контроль качества цементованных изделий При контроле качества цементованных деталей проверяют: 1. Толщину слоя. Ее обычно определяют на образцах – свидетелях, изготовленных из той же стали и подвергнутых цементации и термической обработки по тем же режимам, что и детали. Толщину слоя оценивают по твердости или микроструктуре. 2. Твердость поверхности и сердцевины, а также распределение твердости по слою. Измерение твердости проводят непосредственно в потоке обработке деталей. 3. Микроструктуру проверяют в лаборатории на шлифах, приготовленных из цементованных деталей или образцов – свидетелей. В цементованном слое определяют дисперсность мартенсита, наличие и расположение карбидов, остаточный аустенит и дефекты слоя (сетка цементита, избыточные скопления карбидов, наличие троостита и др.). Анализируют также структуру сердцевины, при этом основное внимание обращают на наличие феррита и его распределение. Содержание углерода определяют послойным или спектральным анализом. 3.2.2 Контроль качества закаленных изделий В процессе производства контролируют: 1. Твердость поверхности (твердомер). 2. Отсутствие трещин (внешний осмотр, дефектоскоп) 3. Деформацию деталей при термической обработке Данный контроль целесообразно проводить через каждые 1 – 2 часа работы агрегата. Кроме того, периодически (обычно в начале очередной смены) 1 – 2 детали направляют для металлографического анализа структуры и глубины закаленного слоя, измерения твердости поверхности и сердцевины на вырезанных образцах – свидетелях. Список использованных источников 1. Гуляев А.Г. Металловедение. – М.: Металлургия, 1986. – 544 с. 2. Арзамасов Б.Н. Материаловедение. – М.: Машиностроение, 1986. – 384 с. 3. Козловский И.С. Химикотермическая обработка шестерен. – М.: Машиностроение, 1970 с. 4. Сатановский Л.Г. Нагревательные и термические печи в машиностроении. / Л.Г. Сатановский, Ю.А. Мирский. – М.: Металлургия, 1971. – 384 с. 5. Башнин Ю.А. Технология термической обработки. / Ю.А. Башнин, Б.К. Ушаков, А.Г. Секей. – М.: Металлургия, 1986. – 424 с. 6. Алексеев П.Е. Термическая обработка и очистные операции / П.Е. Алексеев, М.А. Головнева. – М.: Машиностроение, 1964. – 72 с. 7. Лахтин Ю.М. Металловедение и термическая обработка металлов. – М.: Металлургия, 1977. – 406 с. 8. Долотов Г.П. Оборудование термических цехов и лабораторий испытания металлов / Г.П. Долотов, Е.А. Кондаков. – М.: Машиностроение, 1988. – 336 с. |
|||||||||||||||||||||