Курсовая работа: Вал ведомыйКурсовая работа: Вал ведомыйВведение Машиностроение является одной из важнейших отраслей в промышленном комплексе нашей страны. Для народного хозяйства необходимо увеличение выпуска продукции машиностроения и повышение её качества. Технический прогресс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывном совершенствованием технологии их производства. Важно качественно, экономично и в заданные сроки с минимальными затратами живого и овеществлённого труда изготовить любую машину или деталь. Развитие новых прогрессивных технологических процессов обработки способствует конструированию более современных машин и механизмов, и снижению их себестоимости. Актуальна задача повышения качества машин и, в первую очередь, их точности. В машиностроении точность имеет особо важное значение для повышения эксплуатационного качества машин. Обеспечение заданной точности при наименьших затратах – основная задача при разработке технологических процессов. Основные задачи в области машиностроения и перспективы её развития: приближение формы заготовки к форме готового изделия за счёт применения методов пластической деформации, порошковой металлургии, специального профильного проката и других прогрессивных видов заготовок; автоматизация технологических процессов за счет применения автоматических загрузочных устройств, манипуляторов, промышленных роботов, автоматических линий, станков с ЧПУ; концентрация переходов и операций, применение специальных и специализированных станков; применение групповой технологии и высокоэффективной оснастки; использование эффективных смазочно-охлаждающих жидкостей с подводом их в зону резания; разработка и внедрение высокопроизводительных конструкций режущего инструмента из твёрдых сплавов, минералокерамики, синтетических сверхтвёрдых материалов, быстрорежущих сталей повышенной и высокой производительности; широкое использование электрофизических и электрохимических методов обработки, нанесение износоустойчивых покрытий. В курсовом проекте согласно заданию предусматривается разработка технологического процесса изготовления «Вал ведомый», который является одной из важнейших деталей механизма для передачи вращения. 1. Общетехническая часть 1.1 Служебное назначение изделия. Анализ конструкции и технических требований Данная ось предназначена поддержания насаживаемых деталей, изготовленный из стали 45 на оси имеются шпоночный паз и отверстие для крепления с сопрягаемыми деталями. Поверхность 10. является основной конструкторской базой, и два отверстия диаметром 8 под конический штифт и отверстие М5 под метрическую резьбу. Таблица 1.1. Технические требования
1.2 Анализ технологичности детали Для анализа технологичности оси рассмотрим следующие показатели: – возможность рационального метода получения заготовки. – использование типичных технологических процессов. – наличие поверхностей труднодоступных для обработки. С точки зрения рационального выбора заготовки оси относится к достаточно технологичному изделию. В качестве заготовки используем штамповку т. к. она дешевле проката. Данная заготовка относится к деталям класса «вал». Ось позволяет использовать типовые этапы обработки для большинства поверхностей. Показатели точности и шероховатости находятся в экономических пределах (точность 6 квалитет, шероховатость Ra 1). Для достижения этих параметров не требуется применение отделочных методов обработки. Возможна реализация принципа постоянства баз на большинстве операций. Ось не имеет труднодоступных для обработки и измерения поверхностей. Шпоночный паз открытый с двух сторон, что позволяет применить при их обработке шпоночную фрезу. На основных операциях возможно применение стандартного режущего и измерительного инструментов (резец проходной, резец канавочный, фреза шпоночная, ШЦ-II, центра и т.д.) Проведённый анализ позволяет сделать вывод, что конструкция в целом технологична. 1.3 Материал, его состав и его свойства. Режимы термообработки Сталь 45 ГОСТ 1050–88 – углеродистая конструкционная, качественная сталь. Предназначена для деталей требующих высокую прочность или высокую поверхностную твёрдость. Сталь 45 применяется для деталей разных размеров с твёрдой износоустойчивой поверхностью при достаточно прочной сердцевине работающей при больших скоростях и средних давлениях. Свариваемость стали 45 не высока. Применяется для изготовления коленчатых валов, поршневых колец, шатунов, шестерен, втулок и т.д. Режимы и виды термообработки: – полная закалка до t 940…960ºС с последующим охлаждением в одном охладителе (вода или масло). – высокий отпуск до 500…550ºС выдержка и последующее охлаждение. Таблица 1.2. Химический состав стали
Таблица 1.3. Физико-механические свойства стали
1.4 Определение массы изделия Масса изделия определяется расчетным путем и корректируется по чертежу. Для этого конструкцию детали разбивают на простые геометрические фигуры и определяют их объём по формуле: [1.24] для цилиндра:
Затем путём алгебраического сложения определяется общий объём. Масса детали вычисляется по формуле:
Определяем объём детали:
Определяем общий объём изделия.
Определяем массу детали
1.5 Определение типа производства и партии запуска Для предварительного определения типа производства используем заданный объём выпуска изделия и его массу. По заданию годовой объём выпуска изделия составляет N=5000 шт. масса детали, определяем расчётным путём, равна m=0,25 кг. Используя эти данные, определяем тип производства – среднесерийный. Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями. Характерный признак среднесерийного производства – расчленение технологического процесса на отдельные самостоятельные операции, которые закреплены за определённым рабочим местом. При среднесерийном производстве необходима переналадка технологического оборудования при переходе на изготовление деталей другой партии. Для выполнения различных операций используются универсальные металлорежущие станки, оснащённые специальными, универсальными или универсально-сборочными приспособлениями. Находят применение специализированные, специально-автоматизированные станки. Широко используются станки с числовым программным управлением. Целесообразно применять специальный режущий инструмент, а также специальный измерительный инструмент. В среднесерийном производстве оборудование устанавливается или по ходу технологического процесса или по группам оборудования. Квалификация рабочих в среднесерийном производстве ниже, чем в одиночном. Количество деталей в партии запуска определяем по формуле:
где N – годовой объём выпуска заданного изделия, шт.; а – число дней, на которое необходимо иметь запас деталей (периодичность запуска – выпуска, соответствующая потребности сборки); F – число рабочих дней в году, 251 день. а=1, 2, 5, 10 или 20 дней.
Принимаем n=139 шт. 2. Технологическая часть 2.1 Выбор метода получения заготовки и его технико-экономическое обоснование Для изделия можно применять заготовку, полученную из проката или методом горячей объёмной штамповки. Вариант 1. Заготовка из проката. Согласно точности и шероховатости обрабатываемой поверхности, определяем промежуточные припуски. За основу расчёта промежуточных припусков принимаем наибольший наружный диаметр Ø 25 h 12. Назначаем последовательность обработки данной поверхности, выбираем табличный припуск для однократного точения h 12 – 1,5 мм. Определяем расчетный диаметр заготовки:
Стандартный прокат имеет Ø 27 мм.
Размер заготовки с отклонением
Ø Определяем длину заготовки по формуле:
где LД – номинальная длина детали по рабочему чертежу, мм; Zпод =1,5 мм – припуск на подрезание торцов.
Определяем объём заготовки по формуле с учетом максимальных размеров:
где DЗ – диаметр заготовки по плюсовым допускам, см. Определяем массу заготовки по формуле:
Определяем расход материала на
одну деталь с учётом неизбежных технологических потерь на отрезку заготовок.
Толщина дисковой плиты Определяем коэффициент использования материала:
Определяем стоимость заготовки из проката:
где СМ = 20 уб/кг – цена одного килограмма материала; СОТХ = 2000 руб./т – цена 1 тонны отходов. мм Вариант 2. Заготовка, изготовленная методом горячей объёмной штамповки на ГКМ. Пользуясь таблицей 20. ГОСТ 7505–89 принимаем: Степень сложности – С 1; Группа стали – М 2; Точность изготовления – Т 4; Исходный индекс -8.
Степень сложности определяем из формулы:
С учётом табличных припусков определяем расчетные размеры заготовки:
Таблица 2.1 Припуски на размеры заготовки
Определяем объем отдельных элементов заготовки по предельным размерам:
Определяем массу заготовки:
Определяем коэффициент использования материала:
Определяем стоимость штампованной заготовки по формуле:
где См = 35 руб./кг – стоимость 1 кг штамповки; СОТХ = 2000 руб./т – стоимость 1 тонны отходов.
Таким образом, технико-экономические расчеты показывают, что заготовка полученная методом горячей объемной штамповки на ГКМ более экономична, чем заготовка полученная из проката. 2.2 Назначение технологических схем обработки поверхности Таблица 2.2 Технологические схемы обработки поверхности
2.3 Проектирование технологического процесса изготовления детали Таблица 2.8
2.4 Расчёт припусков и межоперационных размеров Расчёт выполняем для
поверхности ø20 h6 ( Исходные данные: заготовка – штамповка; материал – Сталь 45. Последовательность обработки поверхности следующая: – точение черновое h 12; – точение чистовое h 9; – шлифование предварительное h 7; – шлифование окончательное h 6. По таблицам 27; 28 определяем элементы минимального припуска по каждому переходу Rz, H, ρ, и записываем их в графы 2, 3,4, таблицы 2.9. Величина пространственных отклонений при обработке в центрах определяется по формуле (Табл. 31, стр. 68):
l – расстояние от базовой поверхности до середины обрабатываемой поверхности. l=64 мм. Δк – удельная кривизна заготовки (табл. 32, стр. 72.). Δк=2 мкм/мм;
[2.с. 69] Пространственные отклонения при черновом точении (формула 30, стр. 74):
где Ку = 0,06 – после чернового точения; Ку = 0,04 – после чистового точения; Ку = 0,02 – после шлифования предварительного. ρ1 ρ2 ρ3 Погрешность установки заготовки εу = 0, т. к. обработка ведётся в центрах. Рассчитываем величину минимального припуска по формуле:
и заносим эти данные в графу 6. Рассчитываем минимальные размеры по формуле и заносим результаты в графу 7:
Определяем максимальные размеры и заносим в графу 9: По СТМ-1, таблица 23, стр. 147 выбираем допуск для заготовки ei=-0.013 es=+0.003. По СТМ-1, таблица 4 выбираем значение допусков и записываем их в соответствующую графу таблицы.
Наибольшие предельные размеры вычисляем прибавлением допуска к округлённому наименьшему предельному размеру.
Предельные значения припусков
Общие припуски определяем, суммируя промежуточные припуски и записываем их значения в таблицу.
Проводим проверку правильности расчётов:
3264–2276=1000–13 987=987 Выполняем в виде таблицы для остальных поверхностей, кроме тех, которые обрабатываются Однократно. Таблица 2.10 Припуски и межоперационные размеры
2.5 Расчет режимов резания и основного времени Операция 015 Токарная с ЧПУ. Исходные данные: Модель станка – 16К20Ф3; Материал режущей части резца Т5К10; Максимальная глубина резания: t =0,889 мм. Переходы: 1. Установить, снять заготовку. 2. Точить цилиндрические поверхности: 7; 16; 10. 3. Переустановить. 4. Точить цилиндрические поверхности: 1; 2. Переход 2. Ι. Точение однократное 1) Находим табличное значение подачи Sот = 0,27 мм/об t =0,889 мм 2) Находим фактическую подачу с учетом поправочных коэффициентов:
Sф = 0,1× 1,05×1,1 ×1,0× 1,0 × 1,25 × 1,0 × 1,0 ×1,0 × 1,0 = 0,35 мм/об 3) Находим табличную скорость и мощность резания Vт = 210 м/мин Nт = 6,3 кВт
4) Определяем частоту вращения шпинделя по формуле:
Принимаем nmax = 2311 об/мин; nmin = 1738 об/мин. nср = 5) Определяем фактическую мощность резания:
6) Находим минутную подачу:
Sм max = 0,35 ×2025 =709 мм/мин. Расчет основного времени:
Переход 4. 1) Находим табличное значение подачи Sот = 0,33 мм/об t = 25 мм 2) Находим фактическую подачу с учётом поправочных коэффициентов:
Sф = 0,33× 1,15×1,1 ×1,0× 0,9 × 1,0 × 1,0 × 1,0 × 0,75 × 1,0 = 0,28 мм/об 3) Находим табличную скорость и мощность резания Vт = 203 м/мин Nт =7,5 кВт
4) Определяем частоту вращения шпинделя по формуле:
5) Определяем фактическую мощность резания:
7) Находим минутную подачу:
Sм max = 0,28 × 1303 = 365 мм/мин. Расчет основного времени:
8) Определяем время работы цикла на операцию:
Операция 030 Шпоночно-фрезерная. Переходы: 1. Снять, установить и закрепить заготовку. 2. Фрезеровать шпоночный паз. Материал заготовки – сталь 45 ГОСТ1050–88; 200…210 НВ; Режущий инструмент – фреза шпоночная
Р6М5; Диаметр Станок – шпоночно-фрезерный 692М. Расчет режимов резания и основного времени 1. Глубина и ширина фрезерования: t =0,2 мм. B =8 мм. h =3 мм. 2. Число проходов: 1 3. Табличная скорость резания:
Поправочные коэффициенты:
4. Расчётный диаметр: Расчётная частота вращения фрезы:
5. Определяем фактическую скорость резания:
6. Определяем минутную подачу:
7. Длина резания: l = 28 (по эскизу);
8. Расчёт основного времени:
Операция 040 Круглошлифовальная Переходы: 1. Снять, установить и закрепить заготовку. 2. Шлифовать поверхность окончательно. Исходные данные: Материал заготовки – сталь 45; Метод шлифования – врезное. Диаметр до обработки d1= 15,06 мм (определен раньше) Диаметр после обработки d2 = 15 мм (определен раньше) Станок круглошлифовальный модели 3М150. Выбор характеристик шлифовального круга 1) Размеры шлифовального круга: Диаметр Dk = 400 мм (по паспорту станка) Высота (ширина) Вк = 40 мм (по паспорту станка) 2) Принятая форма круга – П П (прямого профиля) Материал – 24А (электрокорунд белый) 3) Характеристики круга: Зернистость – 25 [3.с. 245, табл. 161] Твердость – С1 [3.с. 249] Номер структуры – 5 [3.с. 249, табл. 167] Связка – керамическая К5 [3.с. 247] Допустимая окружная скорость Vк = 35 м/с Полное обозначение круга ПП 400×40 24А 25Н С1 5 К5 35 м/с 1 кл. А ГОСТ 2424–83 1. Расчетный диаметр круга D = Dk = 400 мм. Расчетная частота вращения круга:
Принимаем по паспорту станка nкр = 1670 об/мин. Фактическая скорость резания:
Расчетный диаметр заготовки Dз = d1= 15,06 мм. Табличная окружная скорость заготовки: Vз = 20…40 м/мин. [3.с. 301, табл. 55] Принимаем Vз = 25 м/мин. Частота вращения заготовки:
2. Табличная врезная (радиальная) подача на 1 оборот заготовки: Sрад = 0,001…0,005 мм/об. Принимаем радиальную подачу: Sрад = 0,002 мм/об. Скорость минутной врезной подачи:
Диаметры до и после обработки (по исходным данным): d1= 15,06 мм, d2 = 15 мм. Припуск на шлифование (на сторону):
Расчетная длина хода L = h = 0,03 мм. 3. Число рабочих ходов i = 1. Коэффициент, учитывающий время на выхаживание: K = 1,2…1,3. Принимаем K = 1,3. 4. Основное время на операцию:
2.6 Нормирование операции 010 Токарная с ЧПУ Исходные данные: 1. Станок: токарно-винторезный с ЧПУ. 2. Модель станка: 16К20Ф3 3. Модель устройства ЧПУ – «Электроника НЦ-31», программаноситель – память. 4. Наименование детали – ось. 5. Обрабатываемый материал: сталь 45, 6. Способ установки детали – в трёх кулачковом патроне, в центрах. 7. Режущий инструмент в наладке – 1: Резец 2103–0002 Т5К10 (контурный). Расчёт норм времени на данную операцию. 1. Цикловое автоматическое время на операцию: 2. Вспомогательное время: Установить и снять деталь: (карта 7, лист 1, позиция 8). m =
0,314 кг. Вспомогательное время на управление станком: (карта 14, лист 1, позиция 1; 4; 6)
Вспомогательное время на контрольное измерение: (карта 15, лист 5, позиция 1)
3. Подготовительно заключительное время: На организационную подготовку: (карта 21, лист 1, позиция 1; 2; 3; 4)
На наладку станка, приспособлений, инструмента, программных устройств: (позиция 8; 13; 25; 27 – 34)
4. Процент времени на техническое, организационное обслуживание, отдых и личные надобности: (карта 16, позиция 2) а = 8%. 5. Определяем норму штучного времени:
6. Определяем норму штучно-калькуляционного времени:
Операция 020 Шпоночно – фрезерная Исходные данные: Обрабатываемый материал: сталь 45. Масса заготовки – 0,314 кг. Величина партии изделий: Станок – шпоночно – фрезерный: 6Р12 Способ установки заготовки – специальное приспособление. Расчет норм времени 1. 2. Определяем вспомогательное время
3. 4. К=0,3. [6. карта 87, лист 1] 5. Суммарное вспомогательное время на переход:
6. Общее вспомогательное время на операцию:
7. Определяем время на обслуживание рабочего места и отдыха в долях от оперативного время: a обс.= 3%; аот.л=4%. [6. карта 82], [6. карта 88] 8. Определяем подготовительно-заключительное время: Тпз=10+7=17 мин. [6. карта. 32, поз. 1; 24] 9. Норма штучного времени на операцию:
10. Штучно-калькуляционное время:
Операция 060 Круглошлифовальная Исходные данные: Масса заготовки 0,314 кг. Установка заготовки – в центрах с хомутиком. Величина операционной партии изделий Поп = 1 шт. Контроль диаметра – ШЦ Станок круглошлифовальный – модели 3М150. Подача – автоматическая. Расчет норм времени Основное время То = 0,036 мин 1. Туст = 0,26 мин [карта 6, лист 5.] 2. tп = 0,07 мин [карта 44, лист 3] 3. tизм = 0,19 мин [карта 86, лист 2, поз. 25] 4. К = 1 [карта 87] 5. Суммарное вспомогательное время на переход: Тп = tп + tизм · К = 0,07+0,19 · 1 = 0,26 мин. 6. Общее вспомогательное время на операцию: Тв = Туст + Тп = 0,26 + 0,26 = 0,32 мин. 7. аобс = 3% [карта 32] 8. Тп.з = 7+6+1+7= 21 мин. [карта 45, поз. 2,6,7,10] 9. Определяем аот.л при автоматической подачи: аот.л = 4%. [карта 88] 10.Норма штучного времени на операцию:
11. Штучно-калькуляционное время:
Таблица 2.12 Нормативы времени
3. Конструкторская часть 3.1 Конструирование и расчёт режущего инструмента Для обработки шпоночного паза шириной 14 мм выбираем цельную шпоночную фрезу по ГОСТ9140–78. Исходные данные: Обрабатываемый материал: сталь 45 ГОСТ1050–88. Глубина паза: 3 мм. Длина: 28 мм. Станок: шпоночно-фрезерный модель 692М. Подача: Частота вращения: n = 995 об/мин. Скорость резания: V = 24,99 м/мин. Окружная сила резания: Осевая сила резания: Расчёт: [10. стр. 101–102] 1. Определяем геометрические и конструктивные параметры рабочей части фрезы выбираем по ГОСТ9140–78. Угол наклона винтовой канавки:
Передний угол: 5˚ (для конструкционной стали). Задний угол: Главный угол в плане: 2. Число зубьев фрезы: Z=2. 3. Определяем высоту зуба
фрезы: Где, К – коэффициент высоты зуба в зависимости от типа фрезы (К=0,9).
4 Радиус перехода от спинки к передней грани фрезы:
Где,
Принимаем r = 1 мм. 5. Ширина ленточки f выбираем по ГОСТ9140–78, f = 1 мм. 6. Обратная конусность фрезы на 100 мм длины рабочей части должна составлять: D = 8 мм, обратная конусность равна 0,04 – 0,1, берём 0,05. 3.2 Конструирование и расчёт мерительного инструмента 1. Определение предельных отклонений оси: es =+0,003 мм ei = -0,013 мм 2. Расчет предельных размеров вала:
3. Определение отклонений и допуска для калибра скобы, мм:
4. Расчет предельных и исполнительных размеров калибр скобы:
Литература 1. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учеб. пособие для техникумов по специальности «Обработка металлов резанием». - М.: Машиностроение, 1985 г. 184 с., ил. 2. А.Ф. Горбацевич. Курсовое проектирование по технологии машиностроения. Минск, «Высшая школа», 1975 г. 88 с. 3. Справочник технолога-машиностроителя. В 2-х т. Т. 2 Под ред. А.Г. Косиповой и Р.К. Мещерякова. – 4-е изд. перераб. и доп. М.: Машиностроение, 1986. 496 с. 4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. 5. Общемашиностроительные нормативы времени для технического нормирования работ на металлорежущих станках. Часть 1. 6. Общемашиностроительные нормативы времени для технического нормирования работ на универсальных и специальных станках с ЧПУ. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 (3.4)
(3.4)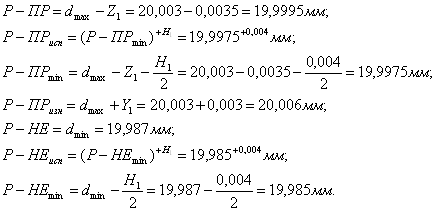 (3.5)
(3.5)