Курсовая работа: Восстановление вкладыша подшипника MAN K6Z 57/80Курсовая работа: Восстановление вкладыша подшипника MAN K6Z 57/80Введение Вкладыши подшипников работают в сложнонапряженных условиях. Работоспособность антифрикционного слоя зависит от свойств материала антифрикционного слоя, конструкции подшипников, а также от эксплуатационных характеристик - скорости вращения вала, удельного давления, температуры, вибрационных нагрузок, наличия и характеристик смазочного масла. Основными видами отказов тонкостенных вкладышей подшипников СОД являются: износ антифрикционного слоя, задиры и потеря натяга. Анализ технического состояния заменяемых вкладышей рамовых и мотылевых подшипников главных и вспомогательных дизелей показывает, что в 90 % случаев причинами их отказов являются различные виды изнашивания антифрикционных слоев: абразивное, гидроэрозионное, усталостное и др. Кроме износа, который возникает в результате трения, антифрикционный слой раз рушается под воздействием знакопеременных циклических нагрузок, кавитационного воздействия масла. Подшипники скольжения различных механизмов в настоящее время изготавливаются с антифрикционными слоями из различных материалов (баббит, бронза, сплавы на основе алюминия и свинца и др.). Изготовление подшипников производится различными способами: статической и центробежной заливкой антифрикционного сплава на стальную основу, гальваническим способом нанесения антифрикционного материала, изготовлением из плакированной ленты, ионно-плазменным напылением тонких слоев, газопламенным и плазменным напылением антифрикционного слоя на стальную основу. 1. Техническая характеристика объекта ремонта 1.1 Назначение и характеристики объекта на ремонт Дизелестроительная фирма МАН изготовляет двухтактные двигатели простого действия, крейцкопфные реверсивные двигатели с турбонаддувом и четырехтактные двигатели средней быстроходности. Мощные двухтактные крейцкопфные дизели МАН маркируются в следующем порядке: К — крейцкопфный; следующая цифра обозначает число цилиндров; Z — двухтактный; далее геометрические размеры, см, обозначающие диаметр и ход поршня; затем буквенное обозначение, характеризующее степень наддува и конструкторско-технические изменения. Двигатели МAH K6Z57/80 С, А3 двухтактные, вертикальные с рядным расположением цилиндров, крейцкопфные, реверсивные с газотурбинным наддувом. Спецификационные данные даны в таблице 1. Таблица 1. Спецификационные данные по двигателю МAN K6Z57/80 С, А3
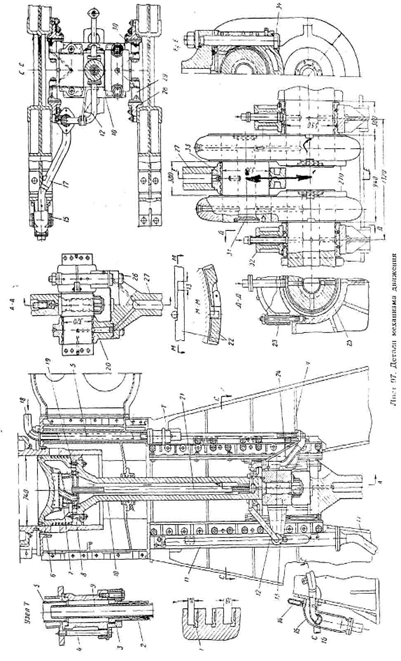
1.2 Конструктивные особенности двухтактных двигателей Фундаментная рама и рамовые подшипникиФундаментная рама состоит из высоких сварных продольных балок и сварных поперечных балок с литыми постелями подшипников. Для ее крепления к судовому фундаменту используются длинные податливые фундаментные болты и приспособления для гидрозатяжки. Масляный поддон, изготовленный из стального листа, приварен к фундаментной раме. В масляном поддоне собирается масло, сливаемое из систем циркуляционной смазки и масляного охлаждения. В районе каждого третьего цилиндра в поддоне предусмотрены горловины с сеткой для вертикального слива масла. В качестве дополнения могут быть предусмотрены горизонтальные сливы с каждого торца. Рамовые подшипники состоят из стальных вкладышей, залитых белым металлом. Нижний вкладыш выкатываться и закатываться с помощью специального инструмента и гидравлических приспособлений для подъема коленчатого вала. Вкладыши удерживаются на месте крышкой подшипника. Упорный подшипникУпорный подшипник типа B&W-Michell состоит, в первую очередь, из упорного гребня на коленчатом валу, опоры подшипника и чугунных сегментов, залитых белым металлом. Упорный гребень является при этом неотъемлемой частью коленчатого вала. Упор гребного винта передается через упорный гребень, сегменты, фундаментную раму фундаменту двигателя и концевым клиньям. Упорный подшипник получает смазку от системы смазки двигателя. Валоповоротное устройство и его маховикМаховик валоповоротного устройства крепится к фланцу упорного гребня. Маховик вращается шестерней редуктора валоповоротного механизма, смонтированного на фундаментной раме. Валоповоротный механизм приводится электродвигателем с встроенной передачей и тормозом. Валоповоротное устройство оборудовано блокировкой, не допускающей пуска главного двигателя при включенном валоповоротном устройстве. Включение и выключение валоповоротного устройства осуществляется вручную путем осевого перемещения шестерни. Блок цилиндров, втулка цилиндра и сальник поршневого штокаБлок цилиндров выполнен из чугуна. Совместно с цилиндровыми втулками он образует полость продувочного воздуха и водяную охлаждающую полость. В верхней части отсека цепного привода установлен блок звездочек. На стороне распределения двигателя блоки цилиндров снабжены лючками для очистки полости продувочного воздуха и осмотра продувочных окон. К блоку цилиндров крепится коробка распределительного вала и лубрикаторы. Кроме того, к блоку цилиндров крепятся маслопроводы подачи масла для охлаждения поршней и для смазки. На днище блока цилиндра располагается сальник поршневого штока с уплотнительными кольцами для продувочного воздуха и маслосъемными кольцами, препятствующими попаданию масла в продувочную полость. В верхней части блока цилиндров размещен подвод охлаждающей пресной воды и на блоке цилиндров размещены сливы из сальников поршневых штоков. Втулки цилиндров отлиты из легированного чугуна. Верхняя часть втулки окружена чугунной охлаждающей рубашкой. Втулка цилиндра имеет продувочные окна и сверления для штуцеров цилиндровой смазки. Крышка цилиндраКрышка цилиндра откована из стали, цельная, имеет сверления для охлаждающей воды. Она имеет центральное отверстие для выпускного клапана и каналы для форсунок, предохранительного клапана, пускового клапана и индикаторного крана. Крышка цилиндра присоединяется к блоку цилиндра шпильками и гайками, затягиваемыми гидродомкратом. Выпускной клапан и его гидропривод Выпускной клапан состоит из корпуса клапана и штока. Корпус клапана чугунный и имеет водяное охлаждение. Нижняя часть корпуса клапана изготовлена из стали с наплавкой твердого сплава на седло. Нижняя часть охлаждается водой. Шток изготовлен из жаростойкой стали, также с наплавленной твердым сплавом тарелкой. В корпусе установлена направляющая клапана. Корпус выпускного клапана крепится к крышке цилиндра на шпильках с гайками. Выпускной клапан открывается гидравлически, и закрывается сжатым воздухом. При работе клапан медленно вращается под действием выпускных газов, воздействующих на небольшие лопатки, укрепленные на штоке клапана. Гидравлическая система состоит из поршня насоса, трубки высокого давления и рабочего гидроцилиндра на выпускном клапане. Насос гидропривода клапана приводится посредством кулачной шайбы распределительного вала. Предусмотрено воздушное уплотнение направляющей штока выпускного клапана. ЛубрикаторыДвигатель снабжается как минимум шестью лубрикаторами цилиндровой смазки. Лубрикаторы устанавливаются на переднем конце блока цилиндров. Лубрикаторы имеют возможность подрегулировки подачи масла. Они выполнены по типу SIGHT FEED Lubricator и снабжены прозрачной трубкой (дозатором) для каждой точки смазки. Масло поступает в лубрикаторы через трубопровод из напорной цистерны, установленной с возвышением. Будучи отрегулированными, лубрикаторы, в основном, сохраняют подачу масла пропорционально частоте вращения двигателя. Стандартными для лубрикаторов являются сигнализаторы отсутствия подачи и низкого уровня. Кроме того лубрикаторы оборудованы электрообогревом. В качестве альтернативы лубрикатору с подачей масла в зависимости от частоты вращения, может быть установлен лубрикатор, обеспечивающий изменение подачи масла в зависимости от частоты вращения и среднего эффективного давления. Система, зависимая от изменения нагрузки (Load Change Dependent), - будет автоматически увеличивать подачу масла в случае внезапного изменения нагрузки двигателя, например при маневрах или в условиях волнения моря. Форсунки, пусковой клапан, предохранительный клапан и индикаторный кран Каждая крышка цилиндра имеет две форсунки, один пусковой клапан, один предохранительный клапан и один индикаторный кран. Открытие форсунок производится топливом высокого давления, создаваемого топливными насосами высокого давления, а закрытие осуществляется пружиной. Автоматический золотник обеспечивает циркуляцию топлива между форсункой и трубками высокого давления и предотвращает заполнение камеры сгорания топливом, в случае заедания иглы форсунки, при остановленном двигателе. Топливо от выпускного золотника и других стоков отводится в закрытую систему. Топливный насос и топливопроводы высокого давленияДвигатель оборудован индивидуальными топливными насосами высокого давления (ТНВД) для каждого цилиндра. ТНВД состоит из корпуса насоса из мелкозернистого чугуна и расположенных центрально втулки и плунжера из азотированной стали. Во избежание смешивания топлива с маслом привод насоса снабжен уплотнительным устройством. Насос приводится топливным кулачком, а дозировка топлива осуществляется поворотом плунжера зубчатой рейкой, которая связана с механизмом регулирования. Регулировка опережения подачи осуществляется установкой прокладок под насосом. Топливный насос снабжен перепускным клапаном. В положении аварийной остановки клапан направляет топливо обратно на всасывание насоса и таким образом предотвращает открытие топливом форсунок и поступление его в цилиндр. Топливопроводы высокого давления снабжены защитным кожухом или изготовляются в виде двойных трубок с изоляцией. Индикаторный привод. В базовом исполнении двигатель оборудован индикаторным приводом. Индикаторный привод состоит из кулачка, установленного на распределительном валу, и подпружиненного толкателя с роликом, движущегося возвратно-поступательно, соответственно движению поршня в цилиндре двигателя. В верхней части толкатель имеет ушко, к которому присоединяется индикаторный шнур после установки индикатора на индикаторном кране. Механизмы движенияКоленчатый валКоленчатый вал полусоставной. На кормовом конце коленчатый вал имеет фланец для маховика и соединения с промежуточным валом. На носовом конце коленчатый вал имеет фланец для установки дополнительного маховика и/или противовесов для уравновешивания, при необходимости. Фланец может быть также использован для отбора мощности, если он предусмотрен. ШатунШатун изготовлен из стальной поковки и комплектуется крышками подшипников из чугуна для крейцкопфных (головных) и мотылевого подшипников. Крышки головных и мотылевого подшипников крепятся к шатуну шпильками и гайками, затягиваемыми гидродомкратами. Головной подшипник состоит из комплекта тонкостенных стальных вкладышей, залитых антифрикционным сплавом. Крышка крейцкопфного подшипника цельная с вырезом для поршневого штока. Мотылевый подшипник имеет тонкостенные стальные вкладыши, залитые антифрикционным сплавом. Смазочное масло подается по каналам в крейцкопфе и шатуне. Поршень, шток поршня и крейцкопфПоршень состоит из головки поршня и юбки. Головка поршня изготовлена из жаростойкой стали и имеет четыре поршневые канавки, хромированные по верхней и нижней поверхностям. Юбка поршня чугунная. Шток поршня стальной кованый с поверхностным упрочнением рабочей поверхности, проходящей через сальник. Шток поршня соединяется с крейцкопфом четырьмя болтами. Шток поршня имеет центральное сверление, где установлена труба охлаждающего масла, образующая каналы для его подвода и отвода. Крейцкопф откован из стали и снабжен башмаками из мелкозернистого чугуна с заливкой рабочих поверхностей белым металлом. Кронштейн на крейцкопфе служит опорой для телескопической трубы, подающей смазочное и охлаждающее масло к крейцкопфу, поршню и мотылевому подшипнику. Выпускная труба масла для охлаждения поршня крепится к противоположному торцу крейцкопфа. Демпфер продольных колебаний. Двигатель оборудован демпфером продольных колебаний, который устанавливается на носовом конце коленчатого вала. Демпфер состоит из поршня и разъемного корпуса, расположенного в нос от переднего рамового подшипника. Поршень выполнен в виде цельного гребня на рамовой шейке, а корпус прикреплен к опоре рамового подшипника. Установлено механическое устройство для проверки функционирования демпфера. Распределительный вал и кулачные шайбыРаспределительный вал состоит из ряда секций. Каждая отдельная секция состоит из участка вала с кулачными шайбами выхлопных клапанов и топливных насосов и соединительных частей. Кулачные шайбы выхлопных клапанов и топливных насосов стальные с закаленной рабочей поверхностью. Они регулируются и демонтируются гидравлически. Система наддуваВоздух принимается турбокомпрессорами непосредственно из машинного отделения через глушитель всасывания турбокомпрессоров. Из турбокомпрессоров воздух направляется через нагнетательный патрубок, холодильники наддувочного воздуха (ХНВ) и ресивер продувочного воздуха к продувочным окнам втулок цилиндров. Холодильник наддувочного воздуха (ХНВ). Двигатель оборудован ХНВ моноблочного типа для обычного охлаждения забортной водой рабочим давлением 2.0-2.5 бар или центрального охлаждения пресной водой рабочим давлением не более 4.5 бар. Холодильник воздуха спроектирован таким образом, что перепад температур между продувочным воздухом и водой на входе может быть выдержан в пределах не более 12 град.С. Влагоотделитель проточного типа расположен в воздушной камере под холодильником воздуха. Система выпускных газов. От выпускных клапанов газы направляются в выпускной коллектор, где выравниваются пульсации давлений от отдельных цилиндров, далее весь газ направляется к турбокомпрессору при постоянном давлении. После турбокомпрессора газы направляются в газовыпускной трубопровод. Между выпускными клапанами и коллектором, а также между коллектором и турбокомпрессором установлены компенсаторы. Для быстрой разборки и сборки соединений между коллектором и выпускными клапанами использованы бандажи с зажимами. Выпускной коллектор и выпускные патрубки изолированы и обшиты оцинкованными стальными листами. Между выпускным коллектором и турбокомпрессором имеется предохранительная решетка. Вспомогательная воздуходувкаДвигатель оборудован двумя электровоздуходувками, управляемыми автоматически давлением продувочного воздуха в ресивере. Всасывающие стороны воздуходувок соединены с патрубком, идущим от ХНВ, и невозвратные клапаны в выходном патрубке от ХНВ закрываются, как только вспомогательная воздуходувка сможет повысить давление продувочного воздуха. Система пускового воздуха. Система пускового воздуха включает главный пусковой клапан, невозвратный клапан, разрывную диафрагму предохранительного клапана на трубопроводе к каждому цилиндру, воздухораспределитель пускового воздуха и пусковые клапаны на каждом цилиндре. Главный пусковой клапан связан с системой управления, которая управляет пуском двигателя. Распределитель пускового воздуха регулирует подвод управляющего воздуха к пусковым клапанам так, чтобы пусковой воздух поступал в цилиндры двигателя в соответствии с порядком вспышек. 1.3 Принцип работы двигателя внутреннего сгорания Cуществует два основных типа двигателей: двухтактные и четырехтактные. В двухтактных двигателях все рабочие циклы (процессы впуска топливной смеси, выпуска отработанных газов, продувки) происходят в течении одного оборота коленвала за два основных такта. У двигателей такого типа отсутствуют клапаны (как в четырехтактных ДВС), их роль выполняет поршень, который при своем перемещении закрывает впускные, выпускные и продувочные окна. Поэтому они более просты в конструкции. Мощность двухтактного двигателя при одинаковых размерах цилиндра и частоте вращения вала теоретически в два раза больше четырехтактного за счет большего числа рабочих циклов. Однако неполное использование хода поршня для расширения, худшее освобождение цилиндра от остаточных газов и затраты части вырабатываемой мощности на продувку приводят практически к увеличению мощности только на 60...70%. Двигатель состоит из картера, в который на подшипниках с двух сторон установлен коленчатый вал и цилиндра. Внутри цилиндра движется поршень - металлический стакан, опоясанный пружинящими кольцами (поршневые кольца), вложенными в канавки на поршне. Поршневые кольца не пропускают газов, образующихся при сгорании топлива, в промежутке между поршнем и стенками цилиндра. Поршень снабжен металлическим стержнем - пальцем, он соединяет поршень с шатуном. Шатун передаёт прямолинейное возвратно-поступательное движение поршня во вращательное движение коленчатого вала. Далее уже, в частности на мотороллере, вращательное движение передается на вариатор. Смазка всех трущихся поверхностей и подшипников внутри двухтактных двигателей происходит с помощью топливной смеси, в которое подмешано необходимое количество масла. Топливная смесь (желтого цвета) попадает и в кривошипную камеру двигателя (это та полость, где закреплен и вращается коленчатый вал), и в цилиндр. Смазки там нигде нет, а если бы и была, то смылась топливной смесью. Вот по этой причине масло и добавляют в определенной пропорции к бензину. Тип масла используется специальный, именно для двухтактных двигателей. Оно должно выдерживать высокие температуры и сгорая вместе с топливом оставлять минимум зольных отложений. Принцип работы двухтактного ДВС: 1. Такт сжатия. Поршень перемещается от нижней мертвой точки поршня (в этом положении поршень, далее это положение называем сокращенно НМТ) к верхней мертвой точке поршня (положение поршня, далее ВМТ), перекрывая сначала продувочное, а затем выпускное окна. После закрытия поршнем выпускного окна в цилиндре начинается сжатие ранее поступившей в него горючей смеси. Одновременно в кривошипной камере вследствие ее герметичности и после того как поршень перекрывает продувочные окна, под поршнем создается разряжение, под действием которого из карбюратора через впускное окно и открывающийся клапан поступает горючая смесь в кривошипную камеру. 1.1. Такт рабочего хода. При положении поршня около ВМТ сжатая рабочая смесь воспламеняется электрической искрой от свечи, в результате чего температура и давление газов резко возрастают. Под действием теплового расширения газов поршень перемещается к НМТ, при этом расширяющиеся газы совершают полезную работу. Одновременно, опускаясь вниз, поршень создает высокое давление в кривошипной камере (сжимая топливо-воздушную смесь в ней). Под действием давления клапан закрывается, не давая таким образом горючей смеси снова попасть во впускной коллектор и затем в карбюратор. 1.2. Когда поршень дойдет до выпускного окна, оно открывается и начнется выпуск отработавших газов в атмосферу, давление в цилиндре понижается. При дальнейшем перемещении поршень открывает продувочное окно и сжатая в кривошипной камере горючая смесь поступает по каналу, заполняя цилиндр и осуществляя продувку его от остатков отработавших газов. 1.3. Далее цикл повторяется. Стоит упомянуть о принципе зажигания. Так как топливной смеси нужно время для воспламенения, искра на свече появляется чуть раньше, чем поршень достигает ВМТ. В идеале, чем быстрей движения поршня, тем раньше должно быть зажигание, потому-то поршень от момента искры быстрее доходит до ВМТ. 1.4 Общая разборка двигателя внутреннего сгорания Разборку двигателя выполняют как в судовых, так и в цеховых условиях, объем ее определяется видом ремонта. Полную разборку проводят при капитальном ремонте. Перед разборкой двигателя проверяют состояние механизма газораспределения, измеряют раскепы коленчатого вала (до разобщения вала двигателя с валопроводом); проверяют после разобщения соосность коленчатого и упорного валов (либо упорного и первого промежуточного валов, если упорный соединен вместе с коленчатым), наличие рисок, определяющих мертвые точки (при их отсутствии наносят риски на моховике или фланце коленчатого вала); измеряют зазоры между роликами толкателей топливных насосов и кулачными шайбами, а также в механизме газораспределения. Укрупненно технологическую последовательность разборки главного двигателя можно представить в следующем порядке: 1. Во избежание самопроизвольного проворачивания двигателя от гребного винта и пусковой системы включают валопоротное устройство, спускают воздух из пусковой системы и оставляют открытыми продувочные и индикаторные краны; 2. Открывают и удаляют крышки картера и кожухи распределительного вала; 3. Разбирают и снимают трубопроводы – топливный, масляный, водяной, воздушный, всасывающий и выхлопной. Чтобы в трубопроводы не могли попадать грязь и посторонние предметы, в отверстия труб и фланцев ставят деревянные пробки; 4. Восстанавливают отметки мертвых точек мотылей коленчатого вала; 5. Определяют линейные величины камер сжатия и заносят в формуляр доремонтного состояния двигателя; 6. Проверяют правильность установки газораспределения всех цилиндров и результаты проверки заносят в формуляр доремонтного состояния двигателя; 7. Разбирают и снимают тяги и валики привода регулятора, топливных насосов и реверсивного устройства; 8. Разбирают соединительные валики и снимают стойки с клапанными рычагами и толкателями; 9. Удаляют клапаны и форсунки рабочих цилиндров; 10. Снимают кожух передаточных шестерен, отмечают положение шестерен и измеряют зазоры между зубцами; после этого снимают шестерни. Если привод цепной, то после осмотра разбирают его; 12. Разбирают распределительные и передаточные валы; 13. Снимают масляный и воздушный холодильники; 14. Отвертывают гайки и снимают цилиндровые крышки; 15. Разбирают и снимают систему охлаждения поршней, а также трубопроводы смазки и охлаждения, расположенные в картере двигателя; 16.Отвертывают стяжные болты и снимают нижние половины мотылевых подшипников; 17. Поочередно ставят мотыли коленчатого вала в верхнюю мертвую точку (ВМТ), ввертывают в головки поршней рамы или закрепляют скобу в имеющихся нарезных отверстиях и при помощи стропов вынимают поршни вместе с шатунами из цилиндров; 18. Разбирают продувочный насос; 19. У двигателей, имеющих отдельные рабочие цилиндры, снимают последние (в случае необходимости); 20. Разъединяют коленчатый вал, валопровод и снимают маховики; 21. Если разборка коленчатого вала в картере затруднена, снимают станину или блок цилиндров (в зависимости от конструкции двигателя); 22. Микрометрическим штихмассом или специальным индикатором измеряют раскепы между щеками коленчатого вала: полученные данные заносят в формуляр доремонтного состояния двигателя; 23. Вскрывают рамовые подшипники коленчатого вала и микрометрическим индикатором определяют бой рамовых шеек вала; результаты заносят в формуляр доремонтного состояния двигателя: 24. Посредствам контрольной скобы определяют посадку коленчатого вала относительно контрольных плоскостей фундаментной рамы; 25. Поднимают коленчатый вал и удаляют нижние вкладыши рамовых подшипников. Коленчатый вал отпускают на брусьях, положенные на контрольные плоскости гнезд рамовых подшипников, и микрометром обмеряют рамовые и мотылевые шейки. Результаты измерений заносят в формуляр доремонтного состояния двигателя; 26. Конечной операцией является выпрессовка цилиндровых втулокиз блоков, если проверка измерения показала, что эти втулки необходимо заменить. Выпрессовку проводят при помощи специального приспособления. До выпрессовки необходимо удалить из втулок штуцеры для подводки смазки. В ходе разборки двигателя, кроме того, выполняют следующие операции: измеряют зазоры между трущимися поверхностями деталей и полученные данные заносят в формуляр доремонтного состояния двигателя; все снятые прокладки подшипников маркируют и либо сдают с соответствующими бирками на хранение, либо вновь зажимают между крышками подшипников; гайки пересчитывают по количеству шпилек разобранного соединения, нанизывают на проволоки и связки с прикрепленными бирками сдают на хранение в машинную и цеховую кладовую. У разобранных деталей, направляемых в цех ремонтного завода, рабочие поверхности тщательно изолируют ветошью и деревянными планками. 1.5 Кривошипно-шатунный механизм Кривошипно-шатунный механизм служит для передачи усилий от давления газов на коленчатый вал. В крейцкопфных двигателях — из поршня, штока, поперечины, ползуна, шатуна и коленчатого вала. При работе двигателя в кривошипно-шатунном механизме действует движущая сила Р, являющаяся суммой сил от давления газов, сил веса и сил инерции. Движущая сила Рд направлена по оси цилиндра и совпадает по направлению с шатуном только при положении поршня в мертвых точках; в остальных положениях она раскладывается на две составляющие — силу Рш, направленную по шатуну, и силу Рн, направленную перпендикулярно оси цилиндра. Силу Рш воспринимает коленчатый вал, передающий ее на стенки цилиндра. В крейцкопфных двигателях ползун передает силу Рн на параллель. Величина Рн зависит от силы давления газов в цилиндре и от площади поршня. В двигателях с диаметром цилиндра 450— 500 мм Рн достигает 120 кН. В крейцкопфных двигателях головной подшипник шатуна и трущаяся пара ползун-параллель вынесены из зоны высоких температур в картер двигателя, где можно обеспечить надежную смазку. Трущаяся поверхность ползуна залита антифрикционным сплавом (баббитом). Поэтому при равной величине Рн работа трения у пары ползун—параллель меньше, чем у пары поршень — тулка в тронковых двигателях, что при прочих равных условиях обеспечивает повышение механического КПД у крейцкопфных двигателей по сравнению с тронковыми на 4 % и большую надежность работы подшипников. Шатун двигателя — с отъемными головными и мотылевым подшипниками. Стержень шатуна 28 из углеродистой стали, полый, с жесткой безвильчатой головкой. Мотылевые подшипники 35 диаметром 380 мм имеют ширину рабочей поверхности у верхней половины 175 мм. Нижние половины головных подшипников имеют на рабочих поверхностях продольные и поперечную смазочные канавки. Полые рамовые 33 и мотылевые 36 шейки из углеродистой стали имеют одинаковый диаметр и длину. По торцам шейки закрыты крышками 32 на болтах. Рамовые подшипники имеют стальные вкладыши 29, залитые баббитом, с кольцевой маслоподводящей канавкой в верхних половинках. Крышки 27 подшипника выполнены из стального литья. Они крепятся к фундаментной раме шпильками 25. Подача масла через верхний вкладыш рамовых подшипников к мотылевым и головным подшипникам показана стрелками. Коленчатый вал состоит из рамовых и шатунных шеек, щек и соединительных фланцев. Рамовые шейки, щеки и шатунная шейка образуют колено, или кривошип (мотыль), вала (мотыль — старое название, имеющее широкое распространение). Расстояние от центра рамовой до центра шатунной шейки называется радиусом кривошипа. Коленчатый вал — одна из наиболее ответственных и напряженных деталей. Стоимость коленчатого вала составляет около 15% стоимости двигателя. Моторесурс двигателя обычно зависит от срока службы вала (до проточки или шлифовки его шеек). К коленчатым валам судовых дизелей предъявляют требования обеспечения необходимой прочности, жесткости и износоустойчивости. Вал нагружается силами давления газа и силами инерции поступательно движущихся и вращающихся масс и подвергается одновременному действию знакопеременных изгибающих и крутящих моментов. В результате воздействия этих сил и моментов материал вала «работает» на усталость. Усталость металла объясняется возникновением в наиболее слабом месте микроскопической трещины, которая под влиянием знакопеременной нагрузки растет, уменьшая расчетное сечение и вызывая рост напряжений. В итоге напряжения превышают предел прочности материала, вызывая быстрое разрушение деталей.
В данной курсовой работе рассматривается ремонт вкладыша мотылевого подшипника. Вкладыш подшипника изготовлен из баббита БС (ГОСТ 1320-74). БС – свинцовый баббит имеет δв.р не менее 8,6 кГ/мм2 и с δв.и не менее 14,7 кГ/мм2, твердость 20-25 НВ. Химический состав баббита приведен в таблице 1. Таблица – 2. Химический состав баббита БС,%
2. Дефектация 2.1 Цели и задачи дефектации Технологический процесс, который носит название дефектация, служит для оценки технического состояния деталей с последующей их сортировкой на группы годности. В ходе этого процесса производится проверка соответствия деталей техническим требованиям, изложенным в технических условиях на ремонт или в руководствах по ремонту, при этом применяется сплошной контроль, т. е. контроль каждой детали. 1. Для производства дефектации детали после разборки должны очищаться от грязи, масла и ржавчины, и протираться насухо. Соответствующие полости в поверхности деталей очищаются от накипи, нагара и обезжириваются. 2. Прокладки бумажные, картонные, паранитовые и т.п., войлочные сальники, шплинты и стопорные шайбы при разборке дефектацию не проходят и, в дальнейшем, заменяются. Прокладки, толщина и форма которых определяют монтажные характеристики узлов двигателя (межосевые расстояния, величины камеры сжатия и т.п.), после демонтажа сохраняются как справочные до конца ремонта двигателя. Красномедные прокладки направляются на отжиг. 3. В процессе дефектации детали по своему техническому состоянию разделяются на три группы: I) годные; 2) требующие ремонта; 3) негодные. Принадлежность к той или иной группе, определенная при дефектации, отмечается нанесением на детали меток краской (нитролаком) следующих цветов: красный - негодные детали; зелёный - детали, требующие ремонта. Годные детали не окрашиваются. При отнесении деталей к той или иной группе следует стремиться использовать срок службы деталей наиболее полно, для чего, рассматривая изношенный узел, следует компоновать отдельные малоизношенные детали с новыми, добиваясь получения соединений близких (по натягам и зазорам) к номинальным. При ремонтах двигателя, выполняемых в заводских или судовых условиях, при определении годности деталей, следует руководствоваться рекомендациями, приведёнными во временных нормах зазоров и натягов в узлах двигателя. Не следует компоновать узлы из новых и изношенных деталей, если наличие в узле изношенной детали ускорит износ новой (например, оставление в зубчатой передаче изношенных шестерён для работы с новыми шестернями и т.п.) 4. Способы дефектации деталей зависят от характера возможных, (ожидаемых) дефектов, от конструкции проверяемой детали и делятся на три основных вида: І). Наружный осмотр контролируемой детали (визуальный метод) выявляет внешние дефекты: трещины, вмятины, задиры, обломы и т.д. При визуальном методе контроля применяются лупы различной кратности, обычно 5-10 кратного увеличения. Выявлению поверхностных дефектов способствует применение мело - керосиновой пробы. При осмотре, например, баббитовой заливки дополнительно применяется обстукивание детали медным молотком весом примерно 0,5 кг. Мелкие трещины на термообработанных поверхностях выявляются погружением деталей в нагретое до 50-50°С трансформаторное масло с выдержкой в течение 2-3 часов и последующей обмазкой меловым раствором. Для усиления видимости поверхностных дефектов применяется цветная проба. Более эффективна методом выявления поверхностных дефектов является люминесцентная дефектоскопия, основанная на световом излучений нанесённых на контролируемую деталь флюоресцирующих под действием ультрафиолетовых лучей составов (люминофоров). Принято считать, что глубина обнаруженной трещины примерно в десять раз меньше ширины флюоресцирующей полосы. ІІ). Выявление скрытых дефектов (посторонние включения, внутренние раковины и т.п.) Скрытые дефекты выявляются: а) гидравлическим испытанием. Обнаруженные таким методом дефекты в дальнейшем более точно определяются способами, указанными ниже. Величины давлений при гидравлическом испытании приведены в характеристике. б) магнитной дефектоскопией, основанной на свойстве ферритового порошка концентрироваться в районах трещин или раковин, которые искажают магнитное поле, созданное в контролируемой детали. Этот метод применим прежде всего для обнаружения трещин в коленчатых валах, поршневых кольцах, пружинах, шатунах и т.п. в) звуковой и ультразвуковой дефектоскопией. Определение дефектов по частоте издаваемого при ударах по изделию звука применимо для небольших деталей простой конфигурации и даёт большие погрешности. Наиболее эффективным является ультразвуковой контроль, дающий возможность выявлять внутренние трещины, в том числе и весьма малые по размерам рыхлоты и пористости, не выходящие на поверхность детали. К недостаткам ультразвуковой дефектоскопии относятся: ненадёжность при определении дефектов, расположенных близко к поверхности детали; трудность определения границ дефектов; высокие требования к чистоте поверхности контролируемой детали. Поэтому, для более точной оценки результатов, полученных при ультразвуковом контроле, рекомендуется обнаруженные дефектные зоны контролировать рентгено- и гаммографированием. Дефекты, выходящие на поверхность изделия, следует определять люминесцентной или магнитной дефектоскопией. Выбор и применение способов контроля в каждом отдельном случае производится в соответствии с заводскими инструкциями. ІІІ). Определение дефектов, связанных с изменением размеров детали или её геометрической формы, производится с помощью различных измерительных инструментов, приборов и оборудования. Данные по обмеру основных деталей заносятся в карты обмеров. В настоящее время в промышленности и в ряде отраслей транспорта внедряется прогрессивный метод определения геометрических параметров деталей двигателя с помощью оптических приборов. Эти приборы позволяют повысить точность измерения до 0,01 мм на 1 м. длинны. Таким методом определяются: неперпендикулярность осей цилиндров к оси коленчатого вала, несоосность рамы, рамовых шеек коленчатых валов и т.п. Проводятся экспериментальные работы по быстрому определению абсолютной величины износа деталей специальными приборами. Отдельные организации выполняют замеры деталей методом сравнения величин оттисков о определённых калиброванных углублений, выполненных на новой детали и постепенно изменяющих свои размеры из-за износа поверхности. Разновидностью указанного метода является способ определения величины и скорости износа цилиндровых втулок, шеек коленчатого вала и других деталей двигателя методом нарезания лунок. Дефектация резьб крепежа обычного назначения в альбоме не приведена. Оценка годности резьб производится осмотром на отсутствие трещин, погиба крепежа, снятия и срыва резьбы. При смятии и срыве резьбы до 2-х ниток, резьба калибруется и деталь допускается к монтажу. При срыве или смятии 2-х ниток и более, крепёж заменяется, а гнёзда подлежат ремонту по принятой на заводе технологии. Специальные указания по контролю деталей даны в каждом отдельном случае в соответствующих разделах альбома. 5. Для дефектации и ремонта узлов системы смазки, топливоподачи, воздухораспределения и контрольно измерительных приборов, рекомендуется организация специализированных участков. 6. После окончания дефектации, детали, не подлежащие немедленному ремонту, следует консервировать и упаковывать. Технические требования на дефектацию деталей разрабатываются заводами-изготовителями автомобилей (агрегатов) или научно-исследовательскими организациями, которые ликвидируют неясность и вопросность информации об автомобилях зарубежных производителей. Из ее рабочего чертежа получают общие сведения о детали, они включают в себя: · эскиз детали с указанием мест расположения дефектов; · основные размеры детали; · материал и твердость основных поверхностей. При рекомендации способов устранения дефектов опираются на богатый опыт, накопленный отечественными и зарубежными ремонтными предприятиями, и на рекомендации по рациональному их выбору. На основе опыта эксплуатации и ремонта автомобилей (агрегатов), а также специальных научно-исследовательских работ выявляют возможные дефекты детали. Примечание. Все работы на двигателе, проводимые в судовых условиях, должны выполняться в соответствии с правилами по технике безопасности для экипажей судов морского флота. Методы химической очистки деталей должны быть согласованы с охраной труда и органами техники безопасности. 2.2 Технические требования на дефектацию и ремонт вкладыша подшипника Таблица 2 – Размеры и допуски вкладыша подшипника согласно техническим условиям [см. прил.1(рис. 1)]
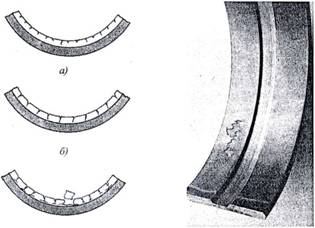
2.3 Дефекты вкладыша подшипника и причины их возникновения При установлении неисправности подшипника следует иметь в виду, что при конструировании двигателя любая дизелестроительная фирма исходит из основного правила, по которому при возможном возникновении дефекта он должен быть устранен как можно быстрее и с наименьшими трудозатратами, а дефект должен проявляться на менее дорогостоящей детали. В отношении подшипников скольжения это означает, что из строя должен выходить вкладыш подшипника, как более дешевая деталь, а не корпус подшипника или коленчатый вал. И, следовательно, дефекты вкладыша подшипника в большинстве случаев указывают на наличие каких-либо неисправностей в двигателе или нарушении правил его технической эксплуатации, а не на плохое качество самого вкладыша, и задача эксплуатационника - выявить и устранить эту неисправность, основываясь на характере дефекта вкладыша. С определенной степенью точности дефекты, возникающие на вкладышах подшипника, можно систематизировать, классифицировав их на группы. Разумеется, зачастую на вкладышах присутствуют признаки дефектов различных групп, особенно когда вкладыш проработал уже значительное время. Однако в начальной стадии развития дефекта он проявляется, как правило, в «чистом виде». Можно различить следующие группы: - износ; - царапины; - усталостные повреждения; - коррозионные повреждения; - эрозионные повреждения и вымывание участков антифрикционного слоя; фреттинг-коррозия и питтинг посадочной поверхности; - полное разрушение вкладыша (задир, расплавлении антифрикционного слоя). Эти дефекты вызываются целым рядом причин, которые также можно классифицировать. Ниже приведены различные проявления дефектов и наиболее вероятные причины их возникновения. Однако следует иметь в виду, что эти причины у различных двигателей при различных условиях эксплуатации проявляются по разному и приведенный анализ является приблизительным. Износ. Под износом понимается результат изнашивания поверхности трения в процессе эксплуатации (в результате механических воздействий), который можно оценить в единицах длины. Однако в данном случае под износом необходимо понимать только такой износ, при котором рабочие поверхности остаются гладкими и не происходит увеличение параметров их шероховатости. Ранее указывалось, что 90 % заменяемых тонкостенных вкладышей рамовых и мотылевых подшипников СОД имеют износ антифрикционного слоя. У каждого подшипника двигателя имеются такие определенные участки рабочей поверхности, которые подвержены наиболее сильному изнашиванию, обусловленному разницей в толщине смазочной пленки. Такие участки считаются зоной основной нагрузки и расположены на верхнем (опорном) вкладыше подшипника шатуна и на нижнем (опорном) вкладыше рамового подшипника. В соответствии с требованиями инструкции по эксплуатации вкладыши подшипников с износом никелевого подслоя необходимо заменить. Однако на практике это требование часто не выполняется, и после износа антифрикционного слоя металла и никеля подшипники продолжают эксплуатироваться на среднем слое. При достаточной смазке и хорошей фильтрации и сепарации масла эксплуатация подшипников на среднем слое из алюминиевого сплава в общем случае не является опасной в отличие от среднего слоя из бронзы. Однако такое состояние вкладышей с гальваническими антифрикционными покрытиями является предельным, и требуется их незамедлительная замена. Как уже указывалось, в подшипниках дизелей, у которых на установившихся режимах обеспечивается трение при гидродинамической смазке, ресурс деталей определяется, главным образом, абразивным изнашиванием шеек коленчатого вала и поверхности трения вкладышей. Царапины являются одним из наиболее часто встречающихся повреждений поверхности трения вкладышей и располагаются в направлении враще- ния вала. В подавляющем большинстве случаев причиной их образования является загрязненное масло. В зависимости от размера и твердости частиц абразива их влияние на подшипник различно. Частицы с размерами, меньшими, чем расстояние между поверхностями трения, и твердостью, меньшей, чем твердость металла вкладыша, потоком масла проносятся через зазор и не оказывают заметного воздействия на вкладыш. В том случае, если размер абразивных частиц больше расстояния между поверхностями трения и твердость их равна или больше твердости подшипникового материала, эти частицы продвигаются по зазору в направлении вращения вала, попеременно закрепляясь то на одной, то на другой поверхности. В зависимости от глубины внедрения частицы происходит либо пластическое передеформирование поверхности с последующим отделением деформированного объема, либо микрорезание. В свою очередь, глубина внедрения зависит от расстояния между поверхностями трения. Для каждой точки поверхностей вала и вкладыша изменение расстояния между поверхностями различно и определяется характером движения вала в подшипнике. Хрупкие частицы обычно не образуют царапин, а оставляют только следы внедрения. Царапины могут образоваться также от воздействия шейки вала с повышенной величиной шероховатости. Так, например, при попадании воды в масло при длительной стоянке двигателя может возникнуть коррозионное повреждение шейки в виде язвин с острыми кромками, которые затем могут стать причиной образования царапин. Усталостные разрушения. Под усталостным разрушением антифрикционного слоя вкладыша понимается возникновение в нем трещин под воздействием длительных механических циклически действующих нагрузок. Хотя природа возникновения трещин различна и разнообразны причины, их вызывающие, характер трещин, в общем, одинаков при всех причинах. Первоначально отдельные мелкие, хаотично расположенные трещины (рис. 1.9а) при сохранении условий, их вызывающих, увеличиваются в количестве и протяженности, образуя сетку на поверхности вкладыша. По этой ассоциации это повреждение в зарубежной литературе называют эффектом «булыжника» (рис. 1.96). При дальнейшем развитии происходит выкрашивание отдельных отставших кусочков металла (рис. 1.9в), эрозионное расширение трещин и на поверхности образуются каналы (рис. 1.9г), напоминающие следы жука- короеда на поверхности дерева (эффект «короеда»). Небольшое количество трещин в зоне нагрузки вкладыша не опасно и подшипник можно продолжать эксплуатировать. Если же образовался «булыжник» или тем более «короед», вкладыш необходимо заменить. Причинами возникновения усталостных повреждений следует считать циклическое изменение напряжений в антифрикционном слое в процессе работы двигателя. Развитие усталостных повреждений ускоряется вследствие Деформации деталей узла, наличия отклонений в его геометрии и других факторов. При анализе напряженного состояния антифрикционного слоя можно выделить три составляющие напряжений: сжимающие статические напряжения, возникающие при установке и затяжке вкладыша в корпус; статические термические напряжения от перепада температур вкладыша по толщине и разности коэффициентов линейного расширения материалов корпуса и вкладыша; динамические напряжения, определяемые переменными силами, действующими на подшипник.
в) г) Рис. 1.9. Стадии усталостного разрушения подшипникового материала Статическая составляющая напряжений зависит от параметров посадки сопряжения «вкладыш - корпус». Во время работы двигателя под действием переменных сил происходит изгиб корпуса и подшипника, приводящий к циклическому изменению напряжений сжатия на поверхности трения вкладыша. О величине и характере изменения напряжений во время работы дизеля можно судить по представленным результатам измерения напряжений на посадочной поверхности шестого рамового стале-алюминиевого вкладыша подшипника нижнего коленчатого вала дизеля 1 ОД 100 с помощью датчиков, измеряющих напряжения в окружном направлении и вдоль образующей вкладыша. На зарождение усталостных трещин могут влиять дефекты микроструктуры или микротрещины, возникающие в районе максимальных напряжений при нарушении режима трения при жидкостной смазке, например, при пуске или остановке дизеля. Наиболее часто трещины возникают в баббитах, которые характеризуются наименьшим пределом выносливости среди антифрикционных материалов. 11оскольку появление усталостных трещин обусловливается свойствами материала и нагрузкой, действующей на него, то предотвратить их возникновение или снизить скорость их распространения в условиях судна можно лишь снижением нагрузки на подшипник, т. е. снижением мощности двигателя, что весьма нерентабельно. Для усталостной прочности вкладышей с антифрикционным слоем баббита большое значение имеет его толщина. Наиболее высокая усталостная прочность реализуется у слоев толщиной в несколько сотых миллиметра. При нанесении тонкого слоя баббита на прочный металл он чаще выходит из строя по износу, чем из-за усталостных повреждений. С увеличением толщины баббитового слоя более 0,1 мм происходит образование усталостных трещин и выкрашивание уже через 8-10 тыс. ч. В том случае, когда на вкладыше имеется мягкое приработочное покрытие значительной толщины 0,04-0,06 мм, может происходить усталостное изнашивание этого покрытия. На практике встречаются также выкрашивание и отслаивание гальванического слоя у многослойных вкладышей. Для определения истинных причин этого дефекта необходимо произвести металлографические исследования, так как причиной могут быть и усталостные разрушения, и образование медно-оловянных кристаллов из-за диффузии олова из гальванического слоя в бронзу, которые снижают прочность сцепления гальванического слоя с бронзой. С повышением температуры вкладыша скорость диффузии значительно возрастает. Для ее предотвращения у большинства вкладышей между слоем бронзы и свинцово-оловянным сплавом наносится тонкий слой никеля (барьерный). Однако при высоких температурах запирающие свойства никелевого слоя снижаются и возможна диффузия металлов в зоне соединения, которая затем станет причиной отслоения гальванического слоя. Вкладыши подшипников с подобным дефектом должны быть заменены. Коррозионные повреждения. Свинцовистые бронзы и баббиты подвержены химической коррозии. Коррозионные повреждения вызываются наличием в смазочном масле кислот, щелочей, воды и солей. Характер развития коррозионных разрушений у баббита и бронзы отличен. Окисление и вымывание свинца из баббита превращает структуру его поверхностного слоя в рыхлую и пористую. Резко снижается несущая способность подшипника и возрастает износ. Поверхностный слой корродированного баббита легко снимается ногтем пальца. При коррозионном разрушении бронзы окисленный свинец вымывается и остаются кристаллы меди. Структура становится похожей на ту, которая получается при усталостном разрушении вкладыша, и отличить одно явление от другого без специальных металлографических исследований практически невозможно. Трехслойные вкладыши с гальваническим антифрикционным слоем защищены от коррозии добавлением олова или индия в сплав. При нормальных условиях они крайне редко подвергаются коррозионным разрушениям. Но если температура масла высока, то гальванический слой может разрушиться вследствие коррозии. Темные пятна по краям зоны износа, где температура наиболее высока, - это проявление коррозионного изнашивания. Поверхность этих пятен характеризуется повышенной шероховатостью или пористостью, которая снимается благодаря изнашиванию, и в результате появляется блестящий слой. В этом случае будет наблюдаться, на первый взгляд, обычный повышенный износ, хотя первопричиной являются коррозионные повреждения. В случае применения тяжелого высокосернистого топлива вероятность коррозионного изнашивания значительно возрастает. На основании вышесказанного следует, что для избежания коррозионных повреждений необходим постоянный и тщательный контроль масла. Гидроэрозионные, гидроабразивные и кавитационные повреждения довольно часто наблюдаются у вкладышей подшипников. Гидроэрозионные и гидроабразивные повреждения образуются из-за высокой скорости масла и наличия в нем мельчайших твердых частиц, которые вполне свободно проходят с потоком масла через диаметральный зазор подшипника. Эти частицы, обладая большой энергией, ударяются о поверхность трения (в местах изменения направления движения масла), выкрашивают (откалывают) частицы металла этого слоя. Возникновению и развитию эрозии способствует корро- зия, ослабляющая поверхность антифрикционного слоя и делающая ее структуры рыхлой. Коррозия и эрозия зачастую воздействуют одновременно, взаимно дополняя и стимулируя друг друга. Явление кавитации связано с возникновением и развитием в жидкости паро- или газовоздушных пузырьков. В подшипнике скольжения насыщение слоя смазки происходит в результате особенностей течения масла в зазоре подшипника, приводящих к появлению в жидкости зон неустойчивого течения; попадания в масло воды и создания газо-водомасляных эмульсий при обтекании им различных препятствий; захватывания воздуха и пузырьков масла извне в процессе вращения вала. В зоне повышенных давлений пузырьки, содержащиеся в смазке, захлопываются. Скорость движения потока жидкости при захлопывании пузырьков достигает 30 м/с. При захлопывании пузырьков выделяется энергия, которая ведет к разрушению материала поверхностного слоя, а при определенной величине этих разрушений - к отказу вкладыша. Попадание в масло воды ведет к снижению его вязкости и значительному увеличению скорости кавитационного изнашивания, что влечет за собой рост зазоров в подшипнике за счет износа сопряженных поверхностей шейки и вкладыша вследствие увеличения шероховатости, вызванной кавитационным изнашиванием. Эрозионное и кавитационное изнашивание часто возникают совместно, и поэтому бывает трудно определить, какой из процессов привел к разрушению поверхности вкладыша подшипника. Фреттинг-коррозия и питтинг. Если две металлические поверхности прижаты одна к другой и одновременно имеют незначительное взаимное перемещение, то в их материале возникают знакопеременные напряжения сдвига (в дополнение к напряжениям сжатия), и при достижении ими предельных значений происходит перенос частиц более мягкого металла с одной поверхности на другую - более твердую. Изнашивание вследствие фреттинг-коррозии посадочных поверхностей происходит при ослаблении или недостаточной затяжке болтов, пластических деформаций поверхностей разъема вкладышей и других нарушений их посадки. Главным следствием этого процесса является ослабление посадки и проворачивание вкладыша, что, в свою очередь, влечет за собой задир шейки вала, полностью нарушает подачу смазки к поршню с последующим задиром поршня и втулки цилиндра. Явление питтинга подобно фреттинг-коррозии. В этом случае две поверхности находятся под воздействием переменной нагрузки сжатия, например, под воздействием вибрации. При питтинге на посадочной поверхности появляются оспины из-за отделения материала. Фреттинг-коррозия и питтинг в подшипниках скольжения могут возникать как в результате ошибок монтажа, дефекта вкладышей, так и в результате недостатков всей конструкции подшипника. Слой свинцово-оловянного сплава или олова, нанесенного на поверхности вкладыша для предохранения от коррозии при хранении, оказывает одновременно благоприятное влияние на уменьшение фреттинг-коррозии. Расплавление вкладышей подшипников. В тяжелонагруженных подшипниках ВОД и СОД возникновение режима трения при граничной смазке вызывает перегрев, схватывание, заедание и расплавление антифрикционного слоя. Расплавление подшипниковых сплавов вкладышей подшипников при их перегреве приводит к повреждениям шеек коленчатых валов. Контакт расплавленных баббитов и бронз со стальными деталями в напряженном состоянии приводит к образованию трещин и надрывов, становящихся очагами усталостного разрушения. Если расплавленный металл смачивает сталь, то он проникает в раскрытые под действием растягивающих напряжений микротрещины поверхности стальной детали и, адсорбируясь на стенках трещины, уменьшает поверхностную энергию основного материала и, тем самым, снижает его прочность. Из практики эксплуатации известны случаи поломок и задиров шеек коленчатых валов в результате расплавления антифрикционного слоя при нарушении режима смазки подшипника. Существенное влияние на образование таких дефектов имеет высокотемпературный нагрев поверхностного слоя металла вала и связанное с этим снижение пределов текучести и прочности. Наиболее характерные причины повреждения вкладышей. Причины, приводящие к повреждениям вкладышей, различны. В принципе их можно разделить на причины, определяемые условиями работы подшипника, и причины не зависящие от этих условий. К причинам, зависящим от условий работы подшипникового узла, можно отнести неправильно выбранный запас несушей способности подшипника, неправильно принятые макро- и микрогеометрические соотношения в подшипниковом узле, отсутствие или неверный выбор противовесов, неоптимальные зазоры, неправильно подобранная пара трения «вал - антифрикционный материал», неверный выбор места подвода смазки, сорта смазки и др. 3. Ремонт и восстановление вкладыша 3.1 Выбор материала для антифрикционного слоя вкладышей подшипников Выбор материалов для пары трения является одним из наиболее сложных вопросов, как при проектировании двигателя, так и при его ремонте. Материалы должны обеспечить надежность подшипникового узла двигателя на установленный срок эксплуатации. Долговечность работы подшипникового узла обеспечивается, прежде всего, износостойкостью его составляющих деталей, т. к. при износе деталей изменяются их геометрия и зазоры и, как следствие этого, гидродинамические характеристики. Изменение этих характеристик может привести к образованию неблагоприятных режимов трения и повреждению поверхностей трения вкладышей и шеек валов из-за задира или усталостного выкрашивания антифрикционного слоя. Для обеспечения сопротивляемости пластической деформации и усталостным разрушениям, антифрикционный материал должен обладать высокой прочностью и твердостью. Однако такой материал будет обладать пониженной прирабатываемостью и задиростойкостью и будет быстрее изнашивать сопряженные шейки коленчатых валов, чем мягкие пластичные материалы типа баббитов. В связи с этим задача выбора материалов пары сводится к нахождению оптимального сочетания основных свойств, обеспечивающих надежную работу дизеля. Кроме того, нужно принимать во внимание и экономические показатели. Перечисленные триботехнические свойства проявляются в комплексе и выбираются в зависимости от условий работы двигателя. Дизелестроитель, в отличие от судоремонтника, имеет возможность максимально учесть все факторы, влияющие на работу подшипника, и в соответствии с ними создать оптимальную конструкцию подшипника. Однако и у судоремонтника имеется некоторая возможность выбора, а именно, выбор композиции материалов и способа нанесения антифрикционного и приработочного слоев. При принятии решения должны учитывать такие критерии, как условия работы двигателя, цена вкладыша, технологичность обслуживания и надежность. Рост скоростей скольжения шеек коленчатых валов и удельных нагрузок на вкладыши подшипников ставит проблему повышения их надежности, что, в свою очередь, приводит к необходимости постоянно разрабатывать и применять новые антифрикционные материалы повышенной прочности. Антифрикционный материал должен обладать следующими основными свойствами: достаточная статическая и усталостная прочность при повышенных температурах; способность образовывать прочный граничный слой смазочного материала и быстро восстанавливать его в местах, где он разрушен; совместимость с материалом шейки вала для определенных марок масла; низкий коэффициент трения при граничной смазке (не более 0,04-0,06); отсутствие заедания в случае перерыва в подаче масла; высокие теплопроводность, теплоемкость, прирабатываемость; высокая износостойкость сопряжения' коррозионная стойкость в сернистых соединениях; недефицитность материала и технологичность. Подшипниковых материалов, удовлетворяющих всем этим требованиям, фактически нет. Так, прочность оловянных баббитов резко снижается с повышением температуры, что ограничивает их применение при тяжелых условиях работы; прирабатываемость антифрикционных бронз неудовлетворительна. Каждый из подшипниковых материалов обладает определенными ан- тифрикционными свойствами при определенных режимах трения. Область применения различных антифрикционных материалов для режима жидкостного трения определяется величиной динамических нагрузок и усталостной прочностью металла в подшипнике. Усталостное изнашивание антифрикционного слоя происходит в подшипниках, подвергавшихся длительному нагружению переменными по направлению и величине усилиями. Принципиально для этого достаточно переменности одного из факторов. Наличие жидкостной смазки не служит помехой процессу. Усталостные трещины берут начало на поверхности трения и входят, сужаясь, вглубь слоя. Развиваясь по длине, мелкие трещины образуют сетку на отдельных ограниченных или больших участках поверхности. Раскрытие трещин происходит под действием пульсирующего давления смазочного масла. На более поздней фазе трещина, достигнув основания антифрикционного слоя, изменяет свое направление, распространяясь по стыку между слоем и основанием, в результате отдельные участки поверхностного слоя обособляются от остального слоя, а затем выкрашиваются. Большую роль в отделении частиц играет смазочный материал, который, проникнув в трещину, как бы подрывает металл над ней. Иногда трещина не доходит до стыка и продвигается вблизи поверхностного слоя и параллельно ему. Выкрашивание крупных кусков слоя может сопровождаться поверхностными язвинами. Однако следует иметь в виду, что трещины в антифрикционном слое под. шинников не развиваются так быстро, как в силовых конструкциях. Появление трещин и даже участков выкрашивания позволяет эксплуатировать вкладыши подшипники длительное время без существенного ухудшения их работоспособности. Большинство конструкций вкладышей подшипников разрабатывали для использования СОД в основном на легком топливе, поэтому вкладыши, поступающие на восстановление, имеют бронзовый средний слой, на который можно наносить алюминиевые сплавы напылением. При работе на тяжелом топливе подшипники подвергаются более интенсивному абразивному изнашиванию. 3.2 Выбор способа нанесения антифрикционного слоя на вкладыши подшипников В условиях ремонтного производства в настоящее время восстановление и изготовление вкладышей подшипников для судовых ВОД практически не производится вследствие высоких требований, предъявляемых к их надежности и отсутствия современных технологий и оборудования на предприятиях. Ниже приведен краткий обзор методов, применявшихся или которые могут найти применение при восстановлении вкладышей. Плазменный способ нанесения антифрикционных покрытий на вкладыши при их изготовлении и восстановлении является наиболее перспективным благодаря универсальности, возможности полной автоматизации процесса и минимальному загрязнению экологической среды. Причем усталостная прочность напыленных алюминиевых сплавов и баббитов выше, чем литых, а коэффициент трения ниже. Известно, что напыленные материалы обладают более высокими триботехническими свойствами и пределом выносливости по сравнению с литыми. Поэтому в последнее время технологии напыления антифрикционного слоя все чаще применяются при изготовлении подшипников. Для нанесения покрытий применяют как различное оборудование, так и большую номенклатуру антифрикционных материалов. Таким образом, применение метода плазменного напыления и использование порошков на алюминиевой основе и баббита БС позволяет в условиях судоремонтного производства создать специализированные участки по изготовлению и восстановлению вкладышей подшипников СОД и МОД, обеспечивая при этом их высокую надежность. 3.3 Технические требования к обработке и размеры вкладышей К механической обработке вкладышей предъявляются следующие требования: 1. разностенность толщины вкладыша должна быть не более 0,01 мм; 2. прилегание наружной цилиндрической поверхности вкладыша к поверхности контрольного приспособления должно быть равномерным и составлять не менее 85 % по краске; 3. контроль величины выступания вкладыша проводится в специальном приспособлении (величина выступания вкладыша должна быть не менее рекомендованной заводом-изготовителем); 4. прилегание поверхностей стыков к поверхности контрольной плиты должно быть равномерньм и составлять не менее 75 % площади каждой поверхности по краске; 5. проверку размеров вкладыша необходимо производить при температуре окружающего воздуха 20±5 °С. Допускается проверка при других температурах с соответствующим пересчетом размеров. 3.4 Технологический процесс восстановления и изготовления вкладышей подшипников плазменным напылением Маршрутная карта приведена в таблице 3 (см. прил.2). Технологический процесс восстановления и изготовления вкладышей подшипников плазменным напылением осуществляется в следующей последовательности. 1. Мойку и обезжиривание вкладышей и заготовок производят с помощью моющих средств или органических растворителей. 2. Вкладыши, бывшие в эксплуатации, подвергают дефектации с целью определения целесообразности их восстановления. 3. Протачивают внутреннюю поверхность вкладыша до «чистого» металла. 4. Для увеличения прочности сцепления покрытия с основой производят струйно-абразивную обработку напыляемой поверхности вкладышей. Режим обработки: давление воздуха 0,4–0,5 МПа (4–5 атм), диаметр сопла 5–7мм, расстояние от среза сопла до поверхности вкладыша 50–100 мм, угол наклона сопла к обрабатываемой поверхности детали 60–90°, время обработки 30–40 с. Для струйно-абразивной обработки используется электрокорунд марок 12А, 15А зернистостью 1,0–1,5 мм. 5. Для нанесения покрытия используется плазменная установка УН-120 с источником АПР-404 и плазмотроном С2В3, блок порошковых дозаторов бункерно-тарельчатого и вибрационного типов. Напыление вкладышей производят в специальном приспособлении, устанавливаемом в патроне токарного станка. 6. Производится предварительная механическая обработка напыленного покрытия до «чистого» металла и определяется толщина покрытия. 7. Производится ультразвуковой контроль для определения качества соединения покрытия с основой. 8. Окончательная механическая обработка. 9. Термическая обработка проводится после окончательной механической обработки с целью предотвращения коррозийного разрушения напыленного покрытия при попадании на него влаги. 10. Для получения приработочного покрытия на рабочей поверхности вкладышей наносится слой баббита БС или свинца толщиной 1–2 мкм методом ионно-плазменного напыления на установке ННВ-6.6-И1. 11. Контроль: визуальный контроль с помощью лупы на наличие трещин, капель металла, различия в цвете, указывающего на частичный местный перегрев. Вышеперечисленные дефекты не допускаются. Качество напыленного покрытия также определяется наличием адгезии, проверяемой ультразвуковым способом и выборочным разгибанием вкладышей. 4. Требования безопасности 4.1. Производственное оборудование должно соответствовать требованиям ГОСТ 12.2.003-74 и иметь сигнально-предупредительную окраску и знаки безопасности в соответствии с ГОСТ 12.4.026—76. 4.2. Качество оборудования, оснастки и приспособлений должно соответствовать показателям ГОСТ 16035—70 и ГОСТ 16045—70. 4.3. К выполнению работ, допускаются рабочие, прошедшие обучение по соответствующему профилю, медицинское освидетельствование и инструктаж по технике безопасности. 4.4. При организации и выполнении работ по обкатке валов следует руководствоваться требованиями «Общих правил техники безопасности и производственной санитарии для предприятий машиностроения», а также «Правил техники безопасности и производственной санитарии при холодной обработке металлов». 4.5. Грузоподъемные операции должны выполняться в соответствии с требованиями «Правил устройств и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором РФ. 4.6. В рабочей технологической документации на обкатку валов должны быть указаны конкретные основные и вспомогательные приспособления и инструмент, защитные и транспортные устройства и способы, обеспечивающие безопасное ведение работ. 4.7. Требования безопасности разработаны по ГОСТ 1.26—77. Заключение Рассмотренный метод восстановления обеспечивает требуемые параметры качества поверхности. Повышается поверхностная твердость, в поверхностных слоях образуются остаточные напряжения сжатия, благоприятно изменяется микрогеометрия поверхности. В результате повышается усталостная и контактная прочность, износостойкость и сопротивление коррозии, гидроплотность и маслоудерживающая способность. Список используемой литературы 1. Арон А.В. «Справочное пособие по проектированию машин» Владивосток: Дальрубтуз-1999г. - 200 с. 2. Балякин О.К., Седых В.И., Тарасов В.В. «Технология судоремонта»- М: Транспорт 1992г. 254с. 3. Блинов И.С. «Справочник технолога механосборочного цеха судоремонтного завода» - М. Транспорт 1979 г. 704 с. 4. Владимирский А.Л., Збарский М.Л., Финкель Г.Н. «Доковый ремонт морских судов» - М.: Транспорт, 1984г. 207с. 5. Хмелевская В.Б., Леонтьев Л.Б. «Повышение надежности судового оборудования технологическими методами». В 3т. Т3. Восстановление и упрочнение деталей. – Владивосток: МГУ; Дальнаука, 2005. 356с. 6. Леонтьев Л.Б. «Учебное пособие» - Владивосток: ИПК МГУ им. адм. Г.И. Невельского-2008г. - 121 с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||