Отчет по практике: Слесарные, механические, демонтажно-монтажные работыОтчет по практике: Слесарные, механические, демонтажно-монтажные работыСодержание 1. Введение 2. Технические измерения. 3. Разметочные работы. 4. Рубка металла. 5. Резка металла. 6. Распиливание металла. 7. Гибка и рихтовка металла. 8. Опиливание. 9. Сборочно-разборочные операции. 10. Токарные работы. 11. Фрезерные работы. 12. Шлифовальные работы. 13. Строгальные работы. 14. Сверлильные работы. 15. Вывод. 16. Используемая литература. 1.Введение.
Ремонтом обеспечивается восстановление и поддержание работоспособности подвижного состава автомобильного транспорта, устранение отказов и неисправностей, возникших в работе или выявленных при техническом обслуживании. При ремонте осуществляют замену неисправных агрегатов, узлов и деталей исправными, взятыми из оборотного фонда, а также проводят разборочные, регулировочные, сборочные, слесарные, механические, сварочные, электротехнические и другие виды работ.
2. Технические измерения.
Многомерные нераздвижные инструменты: а) метр металлический складной - точность до 0,5 мм. б) Стальная масштабная линейка- точность до 0,5 мм. Линейки бывают длиной 150, 200, 300, 500, 750 и 1000 мм. в) Щуп - применяется для определения зазора в соединениях деталей при сборке. Обычно имеет набор до 10-20 пластин толщиной от 0,05 до 2 мм. Многомерные раздвижные инструменты: а) Штангенциркуль - точность до 0,1 мм иногда точность до 0,05 мм. Он предназначен для измерения внешних и внутренних размеров: толщины, глубины, диаметра.( ШЦ-I – точность до 0,1 мм. ШЦ-II - точность до 0,05 мм. ШЦ-III - точность до 0,1-0,05 мм). Он состоит из штанги, неподвижной губки, подвижной губки, рамки, зажима, рамки микрометрической подачи, гайки и винта, глубиномера. б) Микрометр - применяется для измерения толщины листа (металла) точность до 0,01мм. Он состоит из скобы, микрометрического винта, втулки-стебля, неподвижной пятки, трещотки, барабана. Одномерные инструменты: Калибры предельно гладкие нерегулируемые - применяются для измерения наружных размеров деталей (имеющие форму скоб) и для измерения внутренних размеров деталей (имеющие форму пробок). Инструменты для измерения углов: а) Угольники - служат для проверки правильности углов, а также плоскостности обработанной поверхности - бывают с углами 90,60, 120, 135. б) Малка - измеряют угол между гранями детали. Все измерения с помощью этих инструментов проводятся при непосредственном их соприкосновении с измеряемой деталью. Что измерялось: Измерение при помощи штангельциркуля и микрометра детали типа «Ступенчатый вал». Каким инструментом : Измерительный штангенциркуль ШЦ-I, ШЦ-II, микрометр 0-25 С какой точностью: ШЦ-I – точность до 0,1 мм. ШЦ-II - точность до 0,05 мм. Микрометры с пределами измерений от 0-25мм до 477-500мм . 3. Разметочные работы.
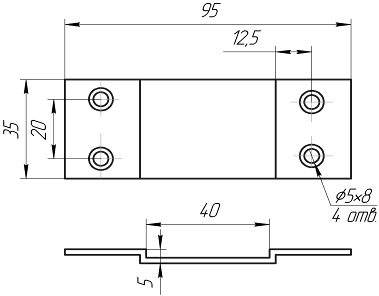
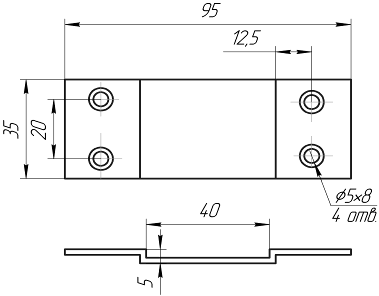
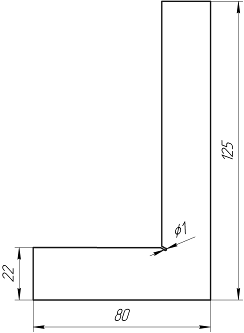
Последовательность выполнения разметки: Необходимо тщательно изучить рабочий чертеж детали определить пригодность материала и выяснить технологический процесс изготовления детали. Разобравшись в рабочем чертеже, следует составить план разметки, т.е. нахождения способа и порядка нанесения линий на размечаемом материале и их кернения. Прежде чем приступить к разметке, тщательно проверяют, нет ли у заготовки пороков: трещин, раковин, газовых пузырей, перекосов и других дефектов, а также сверяют с чертежом размеры и припуски на обработку. Заготовки из листового, полосового и круглого материала обязательно должны быть отрихтованы на специальной плите ударами молотка или под прессом. До установки заготовки или детали на разметочную плиту те поверхности, на которых должны быть нанесены разметочные риски, покрывают мелом, разведенным вводе до густоты молока; в этот раствор добавляют столярный клей (для связи) и сиккатив (для быстрого высыхания). Поверхности чисто обработанных заготовок окрашивают раствором медного купороса. После высыхания раствора на поверхности детали остается тонкий и очень прочный слой меди, на котором хорошо видны разметочные риски. Разметочные детали приходится окрашивать, потому что чертилка, рейсмус или циркуль оставляют на неокрашенных поверхностях очень тусклый след. Если размечаемые места покрыть одним из вышеуказанных растворов, то риски на фоне краски отчетливо видны и сохраняются продолжительное время. Для измерения при разметке длин применяют стальные измерительные линейки с миллиметровыми делениями. Для прочеркивания прямых рисок рекомендуется пользоваться стальной линейкой со скошенной стороной; такую линейку прикладывают скошенной стороной непосредственно к размечаемой детали и переносят с нее размеры. При измерениях больших длин рекомендуется пользоваться стальной рулеткой. При откладывании размеров по вертикали удобно пользоваться масштабной линейкой с подставкой. Точность измерения с помощью этой линейки – 0,5 – 1,0 мм.Угловой штангенциркуль позволяет по заданным катетам без вычислений определять гипотенузу прямоугольного треугольника. Этим штангенциркулем удобно пользоваться в тех случаях, когда нужно откладывать размер между двумя точками, не лежащими в одной плоскости, но связанными между собой размерами L и l. Риски обычно наносят в следующем порядке: сначала все горизонтальные риски, затем вертикальные, после этого наклонные риски и в последнюю очередь – окружности, дуги и закругления. Пространственная разметка применяется для графических построений, осуществляемых на поверхностях заготовок и деталей, расположенных в разных плоскостях под разными углами друг к другу. По своим приемам пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что слесарю приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой. Для нанесения рисок и кернения при разметке применяют чертилки, рейсмусы и кернеры. Чертилкой с закаленным и остро заточенным концом наносят на поверхности детали разметочные риски. При проведении рисок чертилка должна иметь двойной наклон: один – в сторону от линейки и другой – по направлению перемещения чертилки. Риску следует проводить только один раз; она должна быть как можно тоньше. Рейсмус, или чертилка на штативе, служит для нанесения горизонтальных и вертикальных рисок, а также для проверки заготовок, устанавливаемых на разметочной плите на кубиках или других приспособлениях. Кернер служит для нанесения вдоль рисок небольших конических углублений (керн), обозначающих разметочные риски, их пересечения и центры окружностей размечаемых заготовок и деталей. Кернерование производят для того, чтобы разметочные риски были хорошо видны. Кернер берут тремя пальцами левой руки и с наклоном от себя острым концом прижимают к намеченной на риске точке так, чтобы острие кернера совпало с серединой риски. Перед ударом молотком кернер ставят в отвесное положение, А затем фиксируют упором пальца в деталь и наносят по кернеру легкий удар молотком весом 50 – 100 г.
Разметочные циркули используют для разметки окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовки. Их применяют также для переноса размеров с измерительной линейки на заготовку. Приведите эскиз размечаемой детали: Какой применялся инструмент: чертилка, молоток, разметочный циркуль, штангенциркуль.
4.Рубка металла.
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части. В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1мм, во втором - от 1,5 до 2мм. Точность обработки, достигаемая при рубке составляет 0,4...1мм. При рубке осуществляется резание - процесс удаления режущим инструментом с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки. Режущая часть (лезвие) представляет собой клин (зубило, резец) или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник). Зубило - это простейший режущий инструмент, в котором форма клина выражена особенно чётко. Чем острее клин, т. е. чем меньше угол, образованный его сторонами, тем меньше усилие потребуется для его углубления в материал. На заготовке различают обрабатываемую и обработанную поверхности, а также поверхность резания. Обрабатываемой называется поверхность, с которой будет сниматься слой материала, а обработанной - поверхность, с которой стружка снята. Поверхность по которой сходит стружка при резании, называется передней, а противоположная задней. Инструменты для рубки Режущие инструменты. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило изготовляют длинной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20 мм. Рабочую часть зубила на длине 0,3...0,5 закаливают и отпускают. Степень закаливания зубила можно определить старым напильником, которым проводят по закалённой части. Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок - полукруглых, двугранных и других - применяют специальные крейцмейсели, называемые канавочниками. Канавочники изготовляют из стали У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2; 2,5 и 3 мм. Заточка инструмента на станке вручную. Заточка зубил и крейцмейселя производится на заточном станке. Перед заточкой инструмента подручник устанавливают как можно ближе к шлифовальному кругу. Зазор между подручником и заточным кругом должен быть не более 2...3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником. Проверка угла заточки инструмента. После заточки зубила или крейцмейселя с режущих кромок снимают заусеницы. Угол заострения проверяют шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35 градусов. Слесарный молоток - это инструмент для работы с различными слесарными инструментами. Слесарные молотки с круглым бойком изготовляют из шести номеров: № 1 (200 г) применяют в разметке и правке; № 2 (400 г), № 3 (500 г) и № 4 (600 г) - для слесарных работ; № 5 (800 г) и № 6 (1000 г) применяют редко. Слесарные молотки с квадратным буйком изготовляют восьми номеров: № 1 (50 г), № 2 (100)
Приведите эскиз детали: Какой применялся инструмент: Слесарный молоток, зубило. Т.Б. На инструменте не должно быть дефектов (трещин или сколов) , молоток не должен быть смазан маслом. 5. Резка металла. Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без неё. Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52...58, отшлифованы и остро заточены. Резка ручными ножницами Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5...1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями. По расположению режущей кромки лезвия ножницы делятся на правые (скос на каждой части режущей половины находится с правой стороны); левыми - (скос на каждой части режущей половины находится с левой стороны). Длина ножниц равна 200, 250, 320, 360 и 400мм, а режущей части (от острых концов до шарнира) - соответственно 55...65, 70...82, 90...105, 100...120 и 110...130мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу. Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3мм. Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют. Ручные малогабаритные силовые ножницы служат, для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Ножи ножниц - сменные и прикреплены к рычагам на потайных заклёпках. Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия. Рычажные ножницы применяются для резания листовой стали, толщиной до 4мм, алюминия и латуни - 6мм. Верхний шарнирно закреплённый нож приводится в действие от рычага. Нижний нож неподвижный. Ножи изготавливают из стали У8 и закаливают до твёрдости HRCэ52...60. Углы заострения режущих граней равны 5...85 градусов. Перед работой проверяют наличие смазки на трущихся поверхностях, плавность хода рычага, отсутствие зазора между режущими кромками. Маховые ножницы широко используются для резки листового металла толщиной 1,5...2,5мм с пределом прочности 450..500 МПа (сталь, дюралюминий и т. д.).Этими ножницами режут металл значительной длины. Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000...32000мм, реже - полосовой прокат, а также листовые неметаллические материалы. Резка ножовкой Ручная ножовка (пила) инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов обрезки и вырезки заготовок по контуру и других работ. Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах. Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61...64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты, длина полотна для ручной пилы L=250...300мм, высота b=13 и 16мм, толщина h=0,65 h=0,65 и 0,8мм. Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0...12 градусов; а задний угол зубьев равен 35...40 градусов; угол заострения равен 43...60 градусов. Для резки более твёрдых материалов применяют полотна, у которых угол заострения зубьев больше, для резания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы. Разводка зубьев ножовочного полотна. При резке ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух - трёх зубьев. Во избежание заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была много больше толщины полотна. Кроме того, это значительно облегчит работу. Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30мм от торца. Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким. Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно. При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60...70 градусов при определённом расстоянии между пятками. Положение рук (хватка). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: Короткие заготовки резать на наиболее короткой стороне; при резке проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне; в работе должно участвовать всё ножовочное полотно; при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно пи резке вязких металлов; латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят; в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два - три соседних зуба; после этого можно продолжить работу. Резка ножовкой круглого, квадратного, полосового и листового металла. Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки. Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки. Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки. Полосовой металл рациональнее резать не по широкой, а по узкой стороне. Резка ножовкой с поворотом полотна осуществляется при длинных (высоких) или глубоких резах, когда не удаётся довести рез до конца из - за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию. При этом можно изменить положение заготовки и, врезавшись в неё с другого конца, закончить резку. Можно резать ножовкой, у которой полотно переставляют на 90 градусов. Этим способом режут металл в деталях с замкнутыми контурами. Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками. Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки или пилы лобзика. Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединёнными вместе полотнами. Резка труб ножовкой и труборезом
Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами. Резка ножовкой. Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя. Если ножовку увило в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте Приведите эскиз детали: Какой применялся инструмент: Ножовка по металлу, слесарные напильники, штангенциркуль ШЦ-I, линейка, угольник, радиусомер, молоток, плоскогубцы. 6. Распиливание металла.
Распиливанием называется обработка отверстий с целью придания им нужной формы. Обработка круглых отверстий производится круглыми и полукруглыми напильниками, трёхгранных - трёхгранными, ножовочными и ромбическими напильниками, квадратных - квадратными напильниками. Распиливание в заготовке воротка квадратного отверстия. Вначале размечают квадрат, а в нём - отверстие, затем просверливают отверстие сверлом, диаметр которого на 0,5мм меньше стороны квадрата. Дальнейшую обработку сторон производят до тех пор, пока квадратная головка легко, но плотно не войдёт в отверстие. Распиливание в заготовке трёхгранного отверстия. Размечают контур треугольника, а в нём - отверстие и сверлят его сверлом, не касаясь разметочных рисок треугольника. Зазор между сторонами треугольника и вкладышей при проверке щупом должен быть не более 0,05мм.
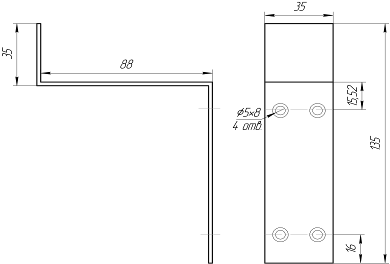
Приведите эскиз детали: Какой применялся инструмент: Круглый напильник. 7. Гибка и рихтовка металла. Гибка - это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм - плоскогубцами или круглогубцами. Гибки подвергают только пластичный материал. При гибки деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берётся от 0,5 до 0,8 толщены материала. Гибка деталей из листового и полосового металла. Гибку прямоугольной скобы из полосовой стали выполняют в следующем порядке: определяют длину развёртки заготовки, складывая длину сторон скобы с припуском на один изгиб, равным 0,5 толщины полосы, т. е. L=17,5+1+15+1+20+1+15+1+17,5=89мм; отмечают длину с дополнительным припуском на обработку торцов по 1мм на сторону и зубилом отрубают заготовку; выправляют вырубленную заготовку на плите; опиливают в размер по чертежу; наносят риски загиба; зажимают заготовку в тисках между угольниками - нагубниками на уровне риски и ударами молотком загибают конец скобы (первый загиб); переставляют заготовку в тисках, зажимая её между угольником и бруском - оправкой, более длинным, чем конец скобы; загибают второй конец, осуществляя второй загиб; снимают заготовку и вынимают брусок - оправку; размечают длину лапок на загнутых концах; надевают на тиски второй угольник и, вложив внутрь скобы тот же брусок - оправку, но в другом его положении, зажимают скобу в тисках на уровне рисок; отгибают первую и вторую лапки, делают четвёртый и пятый загибы первой и второй лапок; проверяют и выправляют по угольнику четвёртый и пятый загибы; снимают заусеницы на рёбрах скобы и опиливают концы лапок в размер. Гибка двойного угольника в тисках производится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер. По окончании гибки концы угольника опиливают в размер и снимают заусеницы с острых рёбер. Гибка хомутика. После расчёта длины заготовки и её разметки в местах изгиба зажимают в тисках оправку в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика. Окончательное формирование хомутика выполняют по той же оправке молотком, а затем на правильной плите. Гибка ушка круглогубцами. Ушко со стержнем из тонкой проволоки изго-товляют с помощью круглогубцев. Длина заготовки должна быть на 10... ..15мм больше, чем требуется по чертежу. После окончания работы лишний конец удаляют кусачками. Гибка втулки. Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку. Сначала определяют длину заготовки. Если наружный диаметр втулки равен 20мм, а внутренний - 16мм, то средний диаметр будет равен 18мм. Тогда общую длину заготовки определяют по формуле L=3,14х18=56,5мм. Правка и рихтовка. Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и тоже назначение, но отличаются приёмами выполнения и применяемыми инструментами и приспособлениями. Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от прогиба, размеров и материала изделия. Правка выполняется ручным способом на правильной плите или наковальне - машинным на вальцах или прессах. Правильные плиту изготавливают массивными из стали или чугуна размером 400 х 400, 750 х 1000, 1000 х 1500, 1500 х 2000, 2000 х 2000, 1500 х 3000мм. Рихтовальные бабки используются для правки (рихтовки) закалённых деталей; изготавливают их из стали и закаливают. Для правки применяют молотки с круглым гладким полированным бойком. Для правки закалённых деталей (рихтовки) применяют молотки с радиусным бойком; корпус молотка выполняют из стали У10; масса молотка равна 400...500 г. Молотки со вставными бойками из мягких металлов применяются при правке деталей с окончательно обработанной поверхностью. Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла. Правка металла Кривизну деталей проверяют на глаз или по зазору между плитой и деталью. При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне, правильной плите или надёжных подкладках, исключая возможность соскальзывания с них детали при ударе. Правка полосового металла осуществляется в следующем порядке. Полосу располагают на правильной плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят по выпуклым частям, регулируя их силу в зависимости от толщины полосы и величины кривизны; чем больше искривление и толще полоса, тем сильнее должны быть удары. Результат правки (прямолинейность заготовки) проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу. Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем пруток укладывают на плиту или наковальню так, чтобы изогнутая часть находилась выпуклостью вверх и наносят удары молотком. Правка листового металла более сложна, чем предыдущие операции. При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл. Правку начинают с ближайшего к выпучеине края, по которому наносят один ряд ударов молотком в пределах, указанных зачернёнными кружками. Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к выпучине. Тонкие листы правят лёгкими деревянными молотками - киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками. Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01...0,05мм. В зависимости от характера рихтовки применяют молотки с закалённым бойком или специальные рихтовальные молотки с закруглённой стороной бойка. Изделия толщиной не менее 5мм, если они закалены не насквозь, а только на глубину 1...2мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать, нанося удары по выпуклым местам. В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно - сначала по плоскости, а потом по ребру. Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках. Прямолинейность проверяют на глаз или по просвету между прутком и плитой. Правку валов (диаметром до 30мм) выполняют на ручных прессах с применением призмы. Правку наклёпом производят после укладки изогнутого вала на ровную плиту выпуклостью вниз, нанося небольшим молотком частые и лёгкие удары по поверхности вала, после возникновения на поверхности наклёпанного слоя просвет между валом и плитой исчезает - правку прекращают. Оборудование для правки В основном на предприятиях применяют машинную правку на правильных вальцах, прессах и специальных приспособлениях. Гибочные вальцы бывают ручными и приводными. На ручных и приводных трёхвалковых гибочных вальцах правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины. Листогибочная трёхвалковая машина имеет расположенные один над другим валки, которые регулируются в зависимости от толщины заготовки удаляясь друг от друга или сближаясь. Заготовку устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками до полного устранения выпучин и вмятин. Правка валов и угловой стали на винтовых прессах, применяется в тех случаях, когда правка молотком не обеспечивает должного результата. Некоторые особенности имеет правка угловой стали. Деформированный уголок устанавливают в призме на столе пресса, между полками уголка устанавливают закалённый стальной валик. При нажиме винтом пресса валик придаёт уголку соответствующую форму. Листы, полосы и ленты правят на листоправочных станках, горизонтальных правильно - растяжных машинах и пневматических молотах. Сварные соединения имеющие коробления подвергаются холодной правке. Вручную с помощью деревянных и стальных молотков на плитах, наковальнях и т. д. Холодную правку выполняют особенно осторожно. Безопасность труда. При правке и рихтовке металлов необходимо выполнять следующие требования безопасности: работать только исправным инструментом (правильно насаженные молотки, отсутствие трещин на рукоятках и отколов на молотках); 8.Опиливание. Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т.п. Припуски на опиливании оставляются небольшими - от 0,5 до 0,25мм. Точность обработки опиливанием составляет 0,2...0,05мм (в отдельных случаях - до 0,001мм). Напильники. Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготавливают из стали У10А, У13А, ШХ15, 13Х, после насекания подвергают термической обработке. Напильники подразделяют по размеру насечки, её форме, по длине и форме бруска. Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов с незначительным сопротивленим резанию, а также неметаллических материалов. Одинарная насечка наносится под углом 25 градусов к оси напильника. Напильники с двойной (перекрёстной) насечкой применяют для опиливания стали, чугуна и других твёрдых материалов с большим сопротивлением резанию. Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень мягких металлов и неметаллических материалов - кожи, резины и др. Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами. Напильники с дуговой насечкой применяют при обработке мягких металлов. Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Классификация напильников По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные. Напильники общего назначения предназначены для общеслесарных работ. По числу n насечек (зубьев), приходящихся на 10мм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5; первый класс с насечкой № 0 и 1 (n = 4...12), называют драчёвыми; второй класс с насечкой № 2 и 3 (n = 13...24) называют личными; третий, четвёртый и пятый класс с насечкой № 4 и 5 (n =24...28), называют бархатными. Напильники делятся следующие типы: А - плоские, Б - плоские остроносые напильники применяются для опиливания наружних или внутренних плоских поверхностей; В - квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий; Г - трёхгранные напильники служат для опиливания острых углов, равных 60 градусов и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках; Д - круглые напильники используются для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса; Е - полукруглые напильники с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); Ж - ромбические напильники применяют для опиливания зубчатых колёс, дисков и звёздочек; З - ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трёхгранных, квадратных и прямоугольных отверстиях. Плоские, квадратные, трёхгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченными и нарезанными зубьями. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4 и 5 длиной соответственно 100...250мм и 100... 315мм. Напильники специального назначения для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники для обработки бронзы, латуни и дюралюминия имеют двойную насечку - верхняя выполнена под углами 45, 30 и 50 градусов, а нижняя - соответственно под углами 60, 85 и 60 градусов. Маркируют напильники буквами ЦМ на хвостовике. А также бывают для обработки изделий из лёгких сплавов и неметаллических материалов, тарированные и алмазные напильники. Надфили - это небольшие напильники, применяются для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.). Изготовляют надфили из стали У13 или У13А (допускается У12 или У12А). Длина надфилей установлена равной 80, 120 и 160мм. В зависимости от количества насечек, приходящиеся на каждые 10мм длины, надфиля разделяются на пять типов - № 1, 2, 3, 4 и 5. Надфили имеют на рукоятке наносимые номера насечки: № 1 - 20...40; № 2 - 28...56; № 3, 4 и 5 - 40...112 насечек на 10мм длины. Алмазные надфили применяют для обработки твёрдосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твёрдосплавного инструмента. При обработке надфилями получают поверхности с шероховатостью Ra 0,32...0,16. Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны. В зависимости от профиля рашпили бывают тупоносые и остроносые, а также круглые и полукруглые с насечкой № 1 и 2 длиной 250...350мм. Виды опиливания Опиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом. При опиливании плоских поверхностей используют плоские напильники - драчёвый и личной. Опиливание ведут перекрёстными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания - поверочной линейкой в различных положениях (вдоль, поперёк, по диагонали). Лекальные линейки служат для проверки прямолинейности опиленных поверхностей на просвет и на краску. При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность и по размеру световой щели устанавливают, в каких местах имеются неровности. Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями. Опиливание конца стержня на квадрат начинают с опиливания грани, размер проверяют штангенциркулем. Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности: при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щёткой; строго запрещается сбрасывать стружку обнажёнными руками, сдувать её или удалять сжатым воздухом; при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками. Приведите эскиз детали: Какой применялся инструмент: Спиральные сверла, штангенциркуль, слесарные напильники, линейка метрическая, молоток, сверлильный станок, угольник, радиусомер, кернер, зубило, ножовка . Т.Б Рукоятка напильника должна быть прочно насажана. 9. Сборочно-разборочные операции. Общие правила разборки и сборки. Любой узел или агрегат автомобиля будет работать надежно только в том случае, если он правильно собран, с соблюдением всех необходимых условий и требований. Прежде всего, детали при сборке должны быте совершенно чистыми. Перед постановкой обязательно нужно внимательно осмотреть детали. Если на их сопрягаемых поверхностях имеются риски, заусенцы, царапины, их следует зачистить мелким (бархатным) напильником или мелкозернистым бруском. Особенно тщательно нужно прочистить резьбы, при необходимости их следует «прогнать» метчиком или леркой. Болт или гайка должны свободно, без заеданий свинчиваться с соответствующей детали. Однако последнее не относится к самоконтрящимся резьбовым соединениям, применяемым в некоторых узлах автомобиля. Все детали перед сборкой должны быть смазаны смазкой того сорта, которая применяется в данном узле. Все резьбы обязательно следует смазать, лучше пластичной смазкой (солидол, Литол-24). Если же резьбовое отверстие выходит в полость какого-либо агрегата и по резьбе может просачиваться масло, то в этом случае резьбу следует смазать герметиком или клеем (о применении клеев будет сказано ниже). Следует иметь в виду, что некоторые детали автомобиля являются невзаимозаменяемыми. При изготовлении они обрабатываются на станках в собранном виде вместе с сопряженной деталью. Например, отверстие в нижней (кривошипной) головке шатуна растачивается после того, как крышка головки поставлена на место и укреплена болтами с надлежащим усилием. Понятно, что такие детали при разборке-сборке нельзя менять местами, переворачивать другой стороной и т. д. К группе невзаимозаменяемых деталей относятся: крышки коренных подшипников коленчатого вала, крышки шатунов, крышки подшипников дифференциала, картер сцепления. Обычно на эти детали ставятся на заводе специальные метки, чтобы их нельзя было перепутать. Если таких меток нет, то при разборке нужно их нанести краской или кернением. Другие детали автомобиля принципиально взаимозаменяемы, но поскольку каждая из них уже приработалась с сопряженной деталью, то при сборке ее тоже следует ставить на прежнее место, иначе в дальнейшем неизбежен увеличенный износ. К таким деталям относятся, например, поршни в сборе с шатунами, клапаны, толкатели и другие. Отсюда вытекает общее важное правило: при сборке все детали должны ставиться на свои прежние места, для чего при разборке их следует метить. Болты и гайки, крепящие узлы и агрегаты, следует затягивать равномерно, в два или три приема и в рекомендуемой инструкцией последовательности. Наиболее ответственные болты затягивайте обязательно динамометрическим ключом с необходимым усилием (моментом). К ним относятся прежде всего гайки или болты крепления головки блока цилиндров. Если затянуть эти болты, например, сильнее, чем полагается, или же в ином, чем положено порядке, то блок и головка слегка деформируются, цилиндры теряют правильную геометрическую форму, что приводит к повышенному износу поршней и цилиндров. Возможно также появление течи охлаждающей жидкости, прогорание прокладки головки блока и др. При слабой затяжке не будет обеспечено надежное уплотнение. С определенным моментом должны затягиваться также болты крепления крышек шатунов и коренных подшипников коленчатого вала, а также болты и гайки в некоторых других соединениях автомобиля. Гаечные ключи должны обязательно соответствовать размерам болтов (гаек). Если грани болта (гайки) слегка попорчены (смяты), их нужно поправить напильником. Обратите внимание также на соответствие длины ключа размеру гайки. Дело в том, что если ключ слишком велик, то можно легко сорвать резьбу. Поэтому не рекомендуется каким-либо образом удлинять ключи или же для работы с небольшими гайками пользоваться длинным разводным ключом. Надо сказать, что чрезмерная затяжка резьбовых соединений вплоть до срыва резьбы — обычная «болезнь» недостаточно опытных автолюбителей. Во избежание этого рекомендуется, затягивая небольшие, 6..,8 мм, болты, держать и поворачивать гаечный ключ не всей кистью руки, а только одним-двумя пальцами, тем самым ограничивая прилагаемое усилие. Обоймы шариковых и роликовых подшипников запрессовывают на вал (или во втулку) при помощи специальных оправок усилием пресса или легкими ударами молотка. Оправки должны быть изготовлены с таким расчетом, чтобы усилие запрессовки не передавалось через шарики. Для отворачивания очень тугих болтов и гаек рекомендуются следующие приемы. Прежде всего попробуйте болт или гайку слегка сдвинуть в сторону завертывания. Бывает, что после этого они отворачиваются без особого труда. Далее, попытайтесь постучать по гайке молотком. Можно на конец болта на несколько часов положить тампон, обильно смоченный керосином (бензин не годится, так как он быстро испаряется). Этот способ обычно приводит к успеху. В крайнем случае нагрейте гайку большим паяльником и дайте ей остыть, повторив эту операцию 2 — 3 раза. Шпильки ввертывают в резьбовое гнездо и вывертывают специальным ключом с эксцентриковым зажимом. При отсутствии ключа на шпильку навертывают две гайки, затягивают их относительно друг друга и дальше пользуются обычным гаечным ключом. В некоторых узлах автомобиля используются крепежные детали с левой резьбой (например, гайки крепления ступицы переднего колеса «Жигулей», гайки рулевых тяг и пробка картера рулевого механизма у «Москвичей»). На ребрах таких гаек, для отличия их от обычных, делаются проточки (зарубки). Болты для ответственных соединений изготовляются из стали высокого качества и подвергаются термообработке. Для отличия такие болты имеют на головке знак «х». Эти болты нельзя заменять обыкновенными, тем более первыми попавшимися под руку, так как не будет обеспечена необходимая прочность. Такие болты применяются, например, для соединения фланцев карданных шарниров и в передней подвеске автомобиля. Особенности разборки и сборки некоторых узлов автомобиля. Карданные шарниры нельзя разбирать и собирать ударами молотка, так как при этом неизбежно нарушится соосность отверстий в вилках, что приведет к ускоренному износу подшипников и цапф крестовины. В качестве пресса для разборки и сборки используются достаточно мощные настольные тиски. Собирая карданные шарниры, подшипники и запорные кольца, следует ставить в те же отверстия вилок, из которых они были вынуты. Крестовина и вилки должны быть тоже установлены в прежнее положение относительно друг друга. Невыполнение этих требований вызовет неуравновешенность карданной передачи и, как следствие, вибрацию и шум при движении. Поэтому перед ее разборкой на все детали следует нанести метки краской. Шаровые пальцы тяг рулевого привода можно без труда извлечь из гнезд с помощью винтового съемника. При отсутствии последнего операция существенно затрудняется. Удары молотком по резьбовому концу пальца обычно не дают положительного результата, к тому же имеется риск испортить резьбу. Гораздо эффективнее следующий прием. Отверните гайку и обстукивайте со всех сторон молотком гнездо, в котором удерживается конический конец шарового пальца (по самому пальцу ударять не нужно). После нескольких ударов посадка пальца ослабнет и его можно будет извлечь. При сборке посадочную поверхность пальца смажьте маслом: это облегчит последующую разборку. Гайки стремянок рессор (автомобили «Москвич», «Волга») следует затягивать динамометрическим ключом с определенным моментом, оговоренным в заводской инструкции на автомобиль. При слабой затяжке может произойти сдвиг моста при наезде на дорожное препятствие. Если затяжка чересчур сильна, то это вызовет деформацию балки заднего моста и, как следствие, неправильную (с перекосом) работу подшипников полуосей. В результате подшипники преждевременно выйдут из строя, возможны и поломки полуосей. Гайки стремянок нужно подтягивать поочередно, а окончательную затяжку делать обязательно при нагруженных рессорах. Багажник автомобиля при этом загрузить настолько, чтобы рессоры полностью выпрямились. Невыполнение этого требования приведет к тому, что при эксплуатационной нагрузке автомобиля затяжка гаек стремянок окажется недостаточной. Резиновые втулки и резинометаллические шарниры (сайлент-блоки) передней и задней подвесок автомобиля рассчитаны так, чтобы качание рычагов подвески происходило только за счет деформации резины. Эти втулки не должны проворачиваться в обоймах и на пальцах. Чтобы при работе резиновые втулки закручивались приблизительно одинаково в обе стороны, крепежные гайки следует окончательно затягивать только тогда, когда подвеска нагружена массой автомобиля (то есть ненагруженный автомобиль стоит на колесах). Автомобиль «Жигули» из-за особенностей его конструкции следует при этом еще и полностью загрузить (4 взрослых человека и 40 кг багажа, то есть всего 320 кг). Заменяя резиновые втулки рессор, для лучшего прилипания рекомендуется окунуть их в бензин на 1 мин и, не давая просохнуть, быстро смонтировать в шарнир. Если вы снимали рулевую колонку, то устанавливать ее обратно и закреплять необходимо обязательно в следующем порядке. Сначала нужно наживить (не затягивая) болты крепления картера рулевого механизма к лонжерону рамы. Затем притянуть колонку к приборному щиту автомобиля, укрепить ее скобой и только после этого окончательно затянуть болты крепления картера. Если не соблюдать указанную последовательность, а вначале затянуть болты крепления картера к раме, то при подтяжке болтов верхней опоры рулевой колонки (к щиту приборов) сама колонка и рулевой вал могут слегка изогнуться, вследствие чего рулевое колесо будет вращаться туго. Кроме того, это приведет к усиленному износу подшипников рулевого механизма и может вызвать даже поломку рулевого вала. Надо сказать, что практически все случаи поломок вала, встречающиеся в эксплуатации, имеют причиной именно неправильную сборку. Выполняя работы по обслуживанию и ремонту тормозов, помните, что манжеты, уплотнительные кольца, гибкие шланги изготовлены из резины, которая не стойка к действию нефтепродуктов. Даже небольшие количества бензина или масла, попавшие в тормозную систему (например, из грязной посуды или даже с рук), могут вывести тормоза из строя. Промывать трубопроводы и детали тормозной системы можно только свежей тормозной жидкостью, соблюдая необходимую чистоту, а протирать — чистой тканью, не оставляющей волокон. Заменяя тормозные шланги передних колес, проследите, чтобы они не касались шин при наибольшем повороте рулевого колеса влево и вправо. Коленчатый вал двигателя балансируется на заводе совместно с маховиком и сцеплением. Поэтому снятый механизм сцепления устанавливайте обратно на маховик в соответствии с имеющимися метками. В противном случае может возникнуть неуравновешенность коленчатого вала, сильная тряска двигателя и различные неполадки в его работе. Болты или гайки крепления головки блока цилиндров следует затягивать в рекомендованной заводской инструкцией последовательности только на холодном двигателе. Если эту операцию произвести на прогретом двигателе, то после его охлаждения затяжка окажется недостаточной. Причина этого заключается в различном тепловом расширении стальных болтов и алюминиевой головки блока. Свечи зажигания затягивайте тоже только на холодном двигателе, так как свечу, завернутую в горячую головку, потом трудно вывернуть. Не затягивайте свечи с очень большим усилием; при этом чрезмерно сминается прокладка, и уплотняющее ее действие становится хуже. Гайки с барашками, применяемые на некоторых автомобилях для крепления аккумулятора и воздухоочистителя, рассчитаны на заворачивание только рукой. Пытаясь затянуть их туже, например пассатижами, легко повредить корпус аккумуляторной батареи или погнуть крышку воздухоочистителя. Применение клеев. В современном машиностроении широко используются синтетические клеи для упрощения и облегчения сборочных операций, а также для достижения герметичности в стыках между деталями и большей надежности резьбовых соединений. Ремонтируя автомобиль или выполняя его техническое обслуживание, вы можете в некоторых случаях воспользоваться клеем. Все крепежные шпильки можно «ставить на клей», смазав им резьбовой конец шпильки перед ввертыванием в гнездо. Благодаря этому увеличивается общая прочность соединения, достигается надежная контровка шпильки и полная герметичность резьбы. Последнее обстоятельство важно в тех случаях, когда отверстие под шпильку выходит в масляную полость (например, у двигателя УМЗ-412 отверстия для шпилек крепления впускного трубопровода выходят в клапанную коробку). Самый надежный клей для этих целей — эпоксидный; можно использовать также клей БФ-2 или бакелитовый лак. Крепежные болты в различных узлах автомобиля тоже можно «ставить на клей», если требуются надежное предохранение их от самоотвертывания и герметичность резьбы. Клеи употребляются те же, что и для шпилек, однако если узел периодически должен подвергаться разборке, то лучше применять клей БФ-2, так как эпоксидный довольно прочен и болт потом будет трудно отвернуть. Целесообразно «поставить на клей», например, болты крепления редуктора заднего моста, Прокладки и стыки между деталями в тех соединениях автомобиля, которые при эксплуатации никогда не подвергаются разборке или же разбираются очень редко, тоже рекомендуется «поставить на клей», благодаря чему будет достигнута полная герметичность стыка. Это относится, например, к прокладкам масляного картера двигателя, фланца редуктора заднего моста, боковых крышек блока цилиндров, фланцев бензоприемной трубки и датчика уровня топлива в баке. При последующей разборке клеевого соединения прокладка, конечно, будет разрушена. Имейте в виду, что перед нанесением клея поверхности детали и прокладки обязательно должны быть очищены и обезжирены, иначе соединение не будет надежным. Для этого склеиваемые поверхности следует промыть бензином, протереть чистой тканью, смоченной в ацетоне, а затем просушить. Работа по ремонту и обслуживанию автомобиля может быть успешной только при наличии необходимых инструментов и приспособлений. Комплект инструментов, прилагаемый к автомобилю, рассчитан главным образом на устранение незначительных неполадок, возникающих в пути. Поэтому автолюбитель, желающий самостоятельно проводить на автомобиле более или менее сложные операции по техническому обслуживанию и ремонту, должен обзавестись еще некоторыми приспособлениями и инструментом. Слесарно-монтажный инструмент. Гаечные открытые ключи желательно иметь в полном ассортименте, причем лучше в двух экземплярах. Комбинированные и разводные ключи, специальные клещи для гаек использовать не рекомендуется, так как они неудобны в работе, обычно не позволяют создать большое усилие при завертывании или отвертывании гайки или болта и портят названные детали Обязательно нужно приобрести набор торцевых ключей (головок) с воротком и удлинителем. Головки бывают 6 и 12-гранные. Последние позволяют переставлять ключ в исходное положение после поворота на небольшой угол и этим облегчают работу в стесненных условиях. Кроме того, они надежно удерживают головку болта или гайку даже в том случае, если ее грани слегка испорчены. Почти у каждого автомобиля имеются такие неудобные болты или гайки, на которые не удается надеть головку торцевого ключа: мешают соседние, близко расположенные детали. Головки, предназначенные для таких болтов или гаек, рекомендуется проточить снаружи на токарном станке, чтобы несколько уменьшить их диаметр. Ответственные резьбовые соединения необходимо затягивать определенным усилием (крутящим моментом). Поэтому автолюбителю крайне желательно иметь динамометрический ключ. Такие ключи имеются в продаже. Отверток должно быть несколько, с разной шириной лезвия и различной длины. Для подтягивания туго затянутых винтов необходимы особо мощные, прочные отвертки. Лучше всего их изготовить в виде набора сменных лезвий различной ширины, которые могли бы вставляться в патрон коловорота. Лезвие отвертки должно быть правильно заточено. Неправильно заточенная отвертка не дает возможности приложить необходимое усилие к винту и портит его головку. Кернер представляет собой стержень из твердой стали с заостренным концом. Он служит для нанесения на металлы и пластмассы углубленных точек. Им намечают места сверлений, наносят различные метки и т. п. Хороший кернер можно изготовить из обломка сверла или старого метчика, заточив их на точильном станке. В набор инструмента должны входить, как минимум, два молотка — один массой 200 г, второй потяжелее, граммов на 500. При сборке и разборке механизмов автомобиля во многих случаях нужны выколотки — цилиндрические стержни из мягкого металла (латунь, дюралюминий). Желательно иметь выколотки диаметром 6...8 и 14...16 мм, длиной 150...200 мм. Пробойники необходимы для изготовления правильных круглых отверстий в прокладках из бумаги, картона, резины и других материалов. Пробойник представляет собой металлическую трубку с заостренным концом. Материал-заготовку кладут на торцевую поверхность деревянного бруска, устанавливают пробойник и сильным ударом молотка просекают отверстие. Необходим и резьбонарезной, инструмент — метчики и лерки. В автолюбительской практике их чаще всего используют для прогонки (прочистки) резьбы перед сборкой. В первую очередь автомобилисту нужны метчики и лерки следующих размеров: М5Х0.8; М6Х1; М8Х1; М8Х1.25; М10Х1; М10Х1,25; М10Х1,5. Специальный инструмент и приспособления значительно облегчают работу по ремонту и обслуживанию автомобиля. Подтягивать хомутики на резиновых шлангах гораздо удобнее специальным ключом, нежели плоскогубцами, как это обычно делают многие. Ключ представляет собой стальной стержень диаметром S...4 мм и длиной 50 — 60 мм, конец которого длиной 10 мм загнут под углом 45 °. Отличная заготовка для такого ключа — обломок сверла подходящих размеров. Чтобы извлечь сальник из ступицы переднего колеса, рекомендуется изготовить из полоски стали специальную лопатку. Лопатку вставляют загнутым концом в щель между наружным кольцом подшипника и сальником и, наклоняя ее с некоторым усилием в обе стороны, постепенно выпрессовывают последний. Иногда резьба в отверстии для свечи загрязняется частицами нагара. Прочистить ее лучше всего метчиком, но приобрести такой метчик с резьбой СПМ14Х1.25 нелегко. Поэтому из старой свечи с длинной резьбой можно сделать заменяющий его инструмент. Удалите из свечи изолятор, выбив его узким зубилом, распилите резьбовую часть ножовкой крест-накрест и слегка опилите резьбу, чтобы получились четыре режущие грани, как у метчика. Отличный инструмент для прочистки резьбы готов. Для выпрессовки обойм подшипников, для извлечения шаровых пальцев рулевого привода из посадочных гнезд и во многих других случаях необходимы специальные съемники. Съемники можно приобрести или изготовить самостоятельно. 10. Токарные работы. Основой всех разновидностей процессов резания является точение, а основное средство обработки металлов – токарный резец. Для осуществления процесса резания необходимо иметь два движения – главное (рабочее) и движение подачи. Главное движение при точении - это вращательное движение обрабатываемой заготовки. Поступательное движение резца в продольном или поперечном направлении является движением подачи при точении. У некоторых станков (например, токарных автоматов продольно-фасонного точения) движения подачи имеет заготовка. Резцы являются простейшими и наиболее часто используемыми инструментами. Резец состоит из головки (рабочей части) и державки. Державка служит для закрепления резца в суппорте станка. Различают проходные, отрезные, подрезные, расточные, резьбовые и фасонные резцы. Проходные резцы (прямые и отогнутые) используют для точения наружных поверхностей, снятия фасок. Подрезные – для подрезания торцов заготовки, резьбовые – для нарезания наружных и внутренних резьб, отрезные – для отрезания заготовки. Для растачивания сквозных и глухих отверстий используют расточные резцы. Различают черновое и чистовое точение. При черновом точении обработку проводят с максимально допустимыми по условиям обработки глубиной резания и подачей резца. Чистовым точением получают детали с окончательными размерами и поверхностью высокого класса шероховатости. 11. Фрезерные работы. Фреза - многолезвийный режущий инструмент, как правило, в виде диска с зубьями по окружности, с вращательным движением, предназначенными для обработки поверхности. Фрезерная обработка - метод обработки металлов, при котором главным движением является вращение фрезы, а движением подачи является поступательное перемещение обрабатываемой заготовки в продольном, поперечном или вертикальном направлениях. Фрезерование осуществляется режущим инструментом, называемым фрезой. Режущие зубья могут быть расположены как на цилиндрической поверхности, так и на торце. Каждый зуб фрезы представляет собой простейший инструмент – резец. Фрезы, как правило, - многозубый инструмент, но иногда применяют однозубые фрезы. Основные виды фрез: дисковые, цилиндрические, торцевые, шпоночные, угловые, концевые, прорезные (отрезные), фасонные. Конструктивно делятся на цельные, со сменными зубьями и сборные. На горизонтально-фрезерных
станках ось вращения фрезы расположена горизонтально, а на
вертикально-фрезерных – вертикально, но может поворачиваться на угол +/- 45° в
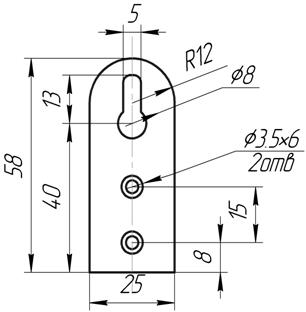
вертикальной плоскости. 12.Шлифовальные работы. Шлифованием называют процесс обработки резанием абразивными кругами. При круглом и плоском шлифовании главное движение всегда вращательное; оно выполняется инструментом (шлифовальным кругом). При круглом шлифовании заготовка вращается, чем обеспечивается окружная подача. Однако круг в ряде случаев не перекрывает всей длины заготовки, поэтому нужна еще и продольная подача, которая выполняется заготовкой или кругом. При плоском шлифовании продольную подачу имеет чаще всего заготовка, а поперечную - круг или заготовка. Абразивные зерна в круге располагаются беспорядочно и удерживаются связующим материалом. С заготовки срезается очень большое количество тонких стружек (до 100 млн. в мин). Шлифовальные круги работают с очень большими скоростями резания: до 30 м/с и более. С помощью шлифования производится чистовая и отделочная обработка деталей с высокой точностью. Режущей составляющей абразивного инструмента являются зерна абразивных материалов: окиси алюминия, карбида кремния, алмаза, кубического нитрида бора. Связка абразивного материала в инструменте может быть керамическая, бакелитовая, вулканитовая, глифталевая и поливинилформалевая. Важной характеристикой абразивного инструмента является его твердость, т.е. сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием сил резания. Чем тверже круг, тем большая сила необходима, чтобы вырвать зерно из связки, но в то же время в большей степени проявляется склонность инструмента к "засаливанию" (забиванию пор стружкой) особенно при шлифовании вязких материалов. 13.Строгальные работы. Процесс, при котором производится обработка однолезвийным инструментом, который совершает возвратно-поступательные движения - строгание. При данном виде обработки на продольно-строгальных станках главное движение сообщается заготовке, а движение подачи - инструменту (резцу). При строгании на поперечно-строгальных станках и обработке заготовок на долбежных станках главное движение сообщается инструменту (резцу), а движение подачи - заготовке или резцу. Для более полного использования мощности станка применяется многорезцовое строгание. Высокопроизводительное чистовое строгание осуществляется широкими строгальными резцами, оснащенными пластинками из твёрдых сплавов: процесс ведётся при больших подачах - до 20 мм/дв. ход и более. Рациональный режим резания при строгании определяют по той же методике, что и при точении, с учётом соответствующих поправочных коэффициентов. Основные недостатки строгания: удар инструмента (резца) в начале каждого рабочего хода и наличие холостого хода, что снижает стойкость инструмента и производительность обработки. 14.Сверлильные работы. Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента - сверла. Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы, зенкирование и развёртыва-ния. Сверление применяется: для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.; для получения отверстий под нарезание резьбы, развёртывания и зенкерование. Сверление можно получить отверстие с точностью по 10-му, в отдельных случаях - по 11-му квалитету и шероховатостью поверхности Rz 320...80. Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов. Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18...30 градусов, для сверления лёгких и вязких металлов - 40...45 градусов, при обработки алюминия, дюралюминия и электрона - 45 градусов. Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6...80мм. Эти хвостовики образуются конусом Морзе. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части. Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще - из быстрорежущей стали Р6М5. Заточка спиральных свёрл. Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающей жидкостью . Просверливаемый Рекомендуемая охлаждающая материал жидкость , Сталь Мыльная эмульсия или смесь минерального и жирных масел, Чугун Мыльная эмульсия или обработка всухую, Медь Мыльная эмульсия или сурепное масло, Алюминий Мыльная эмульсия или обработка всухую, Дюралюминий Мыльная эмульсия, керосин с касторовым или сурепным маслом Силумин Мыльная эмульсия или смесь спирта со скипидаром Резина, эбонит, фибра Обработка всухую Заточку выполняют в защитных очках (если на станке нет прозрачного экрана). Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки. Особенности сверления труднообрабатываемых сплавов и пластмасс Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия. Сверление лёгких сплавов требует особого внимания. Свёрла для обработки магниевых сплавов имеют большие передние углы; малые углы при вершине (24...90 градусов); большие задние углы (15 градусов). Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65...70 градусов), угол наклона винтовых канавок (35...45 градусов), задний угол равен 8...10 градусов. Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору. Сверление пластмасс выполняется только остронаточенными резцами. Приведите эскиз детали:
Какой применялся инструмент: спиральные сверла, штангенциркуль, слесарные напильники, линейка метрическая, молоток, сверлильный станок, угольник, радиусомер, кернер, зубило ,чертилка, сверлильный станок НС-КС. Безопасность труда. При работе на сверлильном станке необходимо соблюдать следующие требования безопасности: правильно установить, надёжно закрепить заготовку на столе станка и не удерживать их руками в процессе обработки; не оставлять ключа в сверлильном станке после смены режущего инструмента; пуск станка производить только при твёрдой уверенности в безопасности работы ; не браться за вращающийся режущий инструмент и шпиндель; не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями; для удаления сверлильного патрона, сверла или переходной втулки из шпинделя пользоваться специальным ключом либо клином; не передавать и не принимать каких-либо предметов через работающий станок ; не работать на станке в рукавицах ; не опираться на станок во время его работы. 15. Вывод: В ходе данной практической работы я научился пользоваться измерительными инструментами; научился правильно производить разметку деталей; правильно производить рубку метала; резку метала; производить правку и гибку металла; ручное опиливание металла ; сверление, зенкование, развёртку; разборку-сборку поршневой группы снегохода “Буран”. 16. Используемая литература. 1.Макиенко Н. И. Слесарное дело с основами материаловедения 1976г, 2.Покровский Б.С., Скакун В.А. Слесарное дело. 2004г, 3.Катаев А.М.Слесарное дело. Учебное пособие, 4.Гладилин А.В. Курс производственного обучения в машиностроительных техникумах .часть 1-2.1987г, 5.Вишневецкий Ю.Т.Слесарь по ремонту автомобилей: Устройство, техническое обслуживание и ремонт автомобилей. 2006г, 6.Бруштейн Б.Я., Дементьев В.Л.Токарное дело 1998г, 7.Аврутин С.В. Фрезерное дело.1984г. |