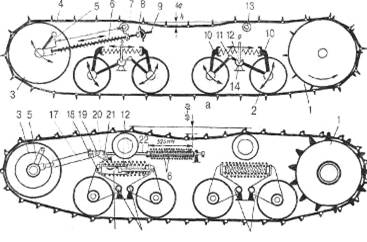
Реферат: Ремонт гусеничних тракторівРеферат: Ремонт гусеничних тракторівЗМІСТ 1. Гусеничний рушій 2. Ремонт кареток підвіски тракторів ДТ-75М і Т-74 3. Ремонт напрямних і ведучих коліс гусениці 4. Ремонт гусениць Перелік використаної літератури1. ГУСЕНИЧНИЙ РУШІЙ Гусеничні рушії бувають різних конструкцій (). Складаються з гусениці 4, ведучого колеса (зірочки) 1, напрямного колеса 3 з натяжним амортизаційним пристроєм, опорних котків 2 і підтримуючих роликів 13, встановлених на рамі трактора. Схема роботи гусеничного рушія. При рухові трактора ведуча зірочка 1 (рис. 12.7) перемотує замкнутий гусеничний ланцюг. Його ланки безперервно укладаються перед опорними котками. Грунт, що знаходиться під опорною поверхнею гусениці, «опирається» зсуву ланками ланцюга. Цей опір у вигляді штовхаючого зусилля передається остову трактора, примушуючи його переміщуватись. Ланки, по яких уже пройшли опорні котки, безперервно піднімаються з поверхні грунту і спрямовуються до підтримуючих роликів. Каретка складається із котків 2 і двох балансирів 10, з'єднаних шарніром 11. Зверху між балансирами затиснута розпірна пружина 12. Сила тяжіння С від остова трактора передається на котки каретки і через її балансири сприймається пружиною. При наїзді одного з котків на нерівність грунту тиск від котка через балансир також сприймається пружиною. Під дією таких поштовхів пружина постійно стискується і розтискується (як показано на рисунку). Напрямне колесо встановлене на колінчастій осі 5, з'єднаній з механізмом натягування і амортизації. Гусеничний ланцюг натягують обертанням гайки 8, повертаючи колінчасту вісь вперед. Колесо 3, наштовхуючись на перешкоду, стискує пружину 6 і відходить назад. Удари по колесу амортизуються пружиною, пружність якої регулюють гайкою 7. Підтримуючі ролики охороняють гусеничний ланцюг від значного провисання і поперечних коливань. Нормальний натяг її визначають за величиною Ь — провисанню середньої частини гусениці. Будову ходової частини розглянемо по складових одиницях. Гусениця 2 — основна частина рушія. Вона являє собою замкнуту металеву стрічку, яка складається з окремих ланок, з'єднаних між собою за допомогою пальців 9 (рис. 2.).
16 15 б 10 Рис. 1. Схема гусеничного рушія трактора: а — ДТ-75МВ; б — Т-150; 1 — ведуча зірочка; 2 — опорний каток; 3 — напрямне колесо; 4 — гусеничний ланцюг; 5 — колінчаста вісь; 6 — амортизаційна пружина; 7 — гайка пружини; 8 — гайка натягувального гвинта; 9 — натяжний гвинт; 10—балансири каретки; 11 — шарнір балансирів; 12 —пружина каретки; 13 —підтримуючий ролик; 14 — цапфа каретки; 15 — цапфи балансирів; 16 — гідроамортизатор; 17 — циліндр гідронатяжника; 18 — палець гідронатяжника; 19 — палець головки гідронатяжника; 20 — проміжна ланка; 21 — палець натяжного болта; 22 — натяжний болт; п — провисання ланцюга Ланки відливають з міцної, стійкої проти спрацювання, високо-марганцевої сталі. З одного боку ланка має три, з другого — чотири вушка з отворами, у які встановлюють пальці. Середнє вушко має потовщення і служить цівкою для зачеплення із зубцями ведучої зірочки. Під кожним вушком розміщено грунтозачепи. Частина грунтозачепів має вигин, що сприяє стійкості під час руху і кращому зчепленню, особливо по снігу. На внутрішній поверхні ланки мають напрямні реборди (гребені) і бігові доріжки. По доріжках під час руху трактора котяться опорні котки балансирних кареток. Реборди проходять поміж ободами напрямного колеса і утримують гусеницю, щоб вона не спадала під час руху трактора. Ланки гусениць по краях (знизу і зверху) мають ребра. У зчленуваннях бігових доріжок передбачено перекриття опорних поверхонь. Перекриття забезпечують плавне безударне перекочування опорних котків. У тих випадках, коли гусениця робиться вузькою (200 мм), що необхідно для тракторів, які виконують роботи на вузьких міжряддях, питомий тиск на вушка гусениці і на пальці різко зростає. Тому у вушка ланок гусениці запресовують змінні гумові втулки (рис , б). Пальці, які з'єднують ланки гусениці, виготовляють з сталі або біметалевого прокату з поверхневим шаром із високостійкої сталі проти спрацювання; від осьового переміщення пальці утримуються шайбами із стопорними кільцями 12, гайками 19 або шплінтами. Гусениці виконують з відкритими (рис. 2, в), гумометалеви-ми (рис. 2, б) або закритими (рис. 12.8, г) шарнірами. Гусениця із гумометалевими шарнірами має ресурс більше 4000 мотогодин, проти 900... 1200 мотогодин у гусениць з відкритим шарніром. Ведуча зірочка 4 (рис. 2, а) являє собою зубчасте колесо. Обертаючись, зірочка зачеплюється своїми зубцями за цівки ланок гусениці, які надійно зчеплені з ґрунтом, перемотує гусеницю і перетворює крутний момент, що передається від двигуна через силову передачу, в тягове зусилля, необхідне для переміщення трактора з машинами або знаряддями. Ведучі зірочки хоч безпосередньо і не стикаються з ґрунтом, але працюють у надзвичайно важких умовах, тому їх виготовляють способом лиття із спеціальної вуглецевої сталі. Ведуча зірочка трактора Т-150 має 13 зубців. Крок зубців в два рази менший від кроку гусениці, тому при кожному оберті зубці працюють поперемінно, що зменшує їх спрацювання. Підвіска призначена для з'єднання остова трактора з гусеничними рушіями. Вона передає вагу трактора на опорні котки і гусениці і зменшує поштовхи та удари, які виникають під час його руху по нерівностях ґрунту або дороги. Підвіски гусеничних тракторів поділяють на еластичні і напівжорсткі.
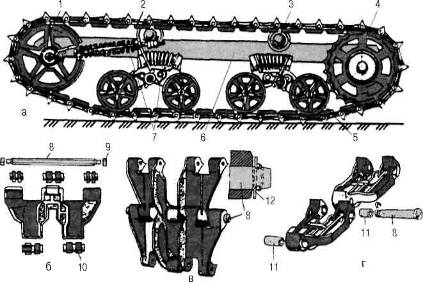
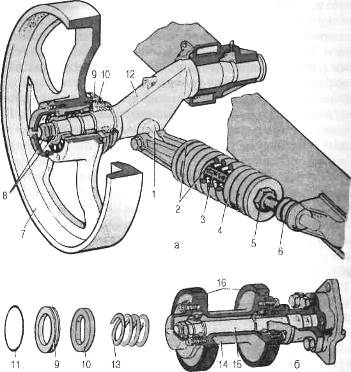
Рис. 2. Гусеничні рушії: а — еластична підвіска; б, в, г — типи гусениць; 1 — напрямне колесо; 2 — гусениця; 3 — підтримуючий ролик; 4 — ведуче колесо; 5 — опорний коток; 6 — рама; 7 — пружина (амортизатор); 8 — палець: 9 — гайка; 10 — гумометалева втулка (шарнір); 11 — металева втулка; 12 — стопорне кільце У напівжорстких підвісках осі опорних котків і напрямного колеса з амортизуючим пристроєм встановлюють на рамі гусениці, яка задньою частиною шарнірно закріплена на остові трактора, а спереду з'єднана з остовом за допомогою ресори або пружини. Вісь кочення рами гусениці відносно остова співпадає з віссю ведучих коліс або розміщується перед нею. Напівжорсткі підвіски застосовують на тракторах Т-100, Т-130, Т-4 та ін. В еластичних підвісках (рис. 2, а) осі опорних котків з'єднуються з остовом трактора за допомогою пружин і важелів. Еластичні підвіски поділяють на незалежні і балансирні. У незалежної підвіски кожний опорний коток має окремий пружний зв'язок з остовом, а у балансирної два або група опорних котків з'єднані з остовом за допомогою пружного зв'язку. Найпоширеніші на тракторах еластичні балансирні підвіски. У балансирних підвісках осі опорних котків з'єднані системою балансирів і пружин у каретки, кожна з яких з остовом трактора зв'язана шарнірно через осі. Такі підвіски застосовують на тракторах Т-150, ДТ-75 та інших. Еластична підвіска, порівняно з напівжорсткою, забезпечує кращу плавність ходу при русі трактора на підвищених швидкостях. Напрямне колесо, натяжний і амортизаційний пристрої. Напрямне колесо виготовлене із сталі і призначене для спрямування руху гусеничного ланцюга, а також для регулювання його натягу під час експлуатації трактора (рис. 3). Завдяки вікнам між шлицями на колесі не налипає бруд і воно має полегшену конструкцію. Колесо обертається на роликових конічних підшипниках, зовнішні обойми яких запресовані в розточки маточини. Внутрішні обойми підшипників насаджені на шийки нижнього коліна осі і утримуються від бокового зміщення шайбою і двома гайками 8. Цими гайками регулюють зазор в конічних підшипниках. Підшипники змащуються маслом, яке заливається через отвір у кришці напрямного колеса. Щоб запобігти витіканню масла, під кришку кладуть картонну прокладку, а із зворотного боку колеса встановлюють ущільнювальний пристрій, який складається із корпуса ущільнення, двох кілець — рухомого 9 і нерухомого 10 і пружини 13. Шийки верхнього коліна осі 12 при роботі трактора і натягуванні гусениць можуть вільно повертатися в чавунних втулках, запресованих в опору, приварену до лонжеронів рами. Амортизатор застосовують для утримання напрямного колеса в передньому положенні та для його захисту, а також для захисту гусеничного ланцюга від перенавантаження. Основні деталі амортизатора — пружини 4, встановлені між упорами в затягнутому стані. Упор 2 має фасонну вилкувату форму і з'єднаний з вушком 1 колінчастої осі, яке встановлене в отвір і закріплене гайкою.
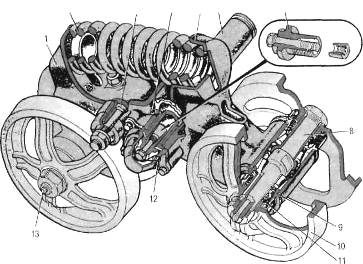
Рис. 3. Натяжний механізм (а) і підтримуючий ролик (б): 1 — вушко колінчастої осі; 2 — упор пружини: 3 — натяжний болт; 4 — пружина амортизатора; 5 — гайка натягу пружини; 6 — регулювальна гайка натягу гусениці; 7 — напрямне колесо; 8 — регулювальна і контрольна гайки; 9 — рухоме ущільнювальне кільце; 10 — нерухомі) ущільнювальне кільце; 11 — гумове кільце; 12 — колінчаста вісь; 13 — пружина; 14—підтримуючий ролик; 15—вісь ролика; 16—гумовий бандаж Натяжний болт 3 через яблуко сферичної опори спирається на кронштейни рами. При переїзді трактора через перешкоду натяг гусеничного ланцюга збільшується, і напрямне колесо відходить назад, а колінчаста вісь повертається у втулках рами трактора. Упор 2 переміщується назад — натяжний болт залишається нерухомим і пружини стискуються, пом'якшуючи поштовх, одержаний трактором. Подолавши перешкоди, пружини через упор і колінчасту вісі) повертають напрямне колесо у попереднє положення. Стискування пружин регулюють гайкою 5 на болті 3. Натяг гусеничного ланцюга регулюють гайкою 6. Гайка при скручуванні з натяжного болта, спираючись через сферичну опору в крон штейн рами, переміщує болт, а разом з ним напрямне колесо, вперед. Після регулювання натягу гусениці гайку 6 фіксують контргайкою. Підтримуючі ролики призначені для підтримування верхньої ланки гусениці, щоб вона не провисала, та для спрямування гусениці від зірочки до напрямного колеса, щоб вона не спадала. З кожного боку рами трактора встановлюють по два підтримуючі ролики, які виготовлені у вигляді пустотного чавунного відливка з двома ободами. На ободи одягаються змінні гумові бандажі. Ролик обертається на двох кулькових підшипниках, напресованих на вісь, яка в свою чергу запресована в кронштейн. Для мащення підшипників в отвір кришки заливають масло. Цей же отвір служить для зливу масла і контролю його рівня. При заливанні масла отвір повинен бути розміщений вище центра кришки, при контролі — на рівні осі ролика, а при зливі масла — повернутий вниз. Балансирні каретки відлиті із сталі і мають складну форму (рис. 12.10). Внутрішній, коротший балансир з одним вушком встановлюють при монтажі каретки ближче до середини трактора, між двома вушками зовнішнього балансира. Балансири шарнірно з'єднані між собою пустотною віссю 3. На зовнішньому балансирі, на відміну від внутрішнього, є центральний отвір, в який запресовані стальні цементовані втулки. Цим отвором балансир вільно надітий на цапфу 6 поперечного бруса рами. Зовнішній балансир, а разом з ним і вся каретка утримуються від зміщення на цапфі рами упорною шайбою, притиснутою до торця цапфи цанговою гайкою 7. Поверхні тертя цапфи і втулок змащуються маслом, яке заливається в центральну порожнину зовнішнього балансира через отвір, закритий пробкою 4. Рівень масла перевіряють через контрольний отвір, який закривається пробкою 12. У верхній частині балансирів є два литих чашоподібних заглиблення, куди входять кінці спіральної пружини — ресори. Пружина прагне розвести верхні кінці балансирів навколо осі коливання і опустити опорні котки вниз, а маса трактора опускає вісь і стискає пружину. Таким способом вага трактора передається на котки і гусеницю через спіральну ресору, забезпечуючи еластичність підвіски трактора. 2 3 4 5 6 7
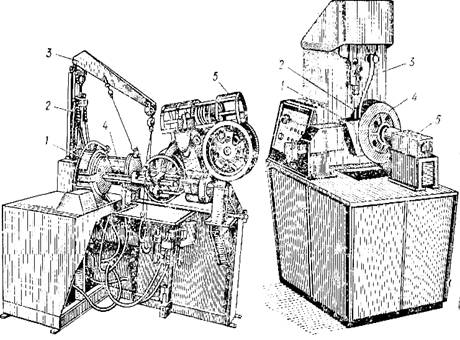
Рис. 4. Каретка: 1 — внутрішній балансир; 2 — пружина; 3 — вісь балансира; 4 — пробка маслозаливного отвору; 5 — зовнішній балансир; 6 — цапфа; 7 — цангова гайка; 8 — вісь котків; 9 — регулювальні прокладки; 10 —коток; 11 —ущільнювальний пристрій; 12 — пробка контрольного отвору рівня масла; 13 — пробка У нижній частині балансирів розміщені приливки з розточеними отворами, в яких на конічних роликових підшипниках встановлено осі 8 опорних котків. На кінці осей, які виступають, напресовано опорні котки із сталі. Осі обертаються в конічних підшипниках, зазор в яких регулюють прокладками 9, встановленими під фланцями корпусів ущільнення. Підшипники змащують маслом, яке нагнітається через канал в осі, вихідний отвір якого закрито пробкою 13. Коливання, які виникають під час руху трактора, пом'якшуються гідроамортизатором, установленим на передніх каретках у верхній частині балансирів. 2. Ремонт кареток підвіски тракторів ДТ-75М і Т-74 Основні дефекти: спрацювання опорних котків; втрата герметичності ущільнень мащення; спрацювання осей качання, втулок, підшипників і поломка ресорних пружин. Розбирання (складання) кареток — одна з трудомістких і складних операцій ремонту. У майстернях загального призначення каретки розбирають і складають на спеціальних стендах ОПР-1402М (рис. 2.1). На станині стенда встановлені електродвигун потужністю 7,5 кВт, масляний насос типу НШ-32, привод насоса та гайковерта 1 і розподільник з двома рукоятками: для керування гідроциліндром 2 підйомного пристрою 3 та для керування робочим циліндром 4. За допомогою підйомного пристрою піднімають каретку на стенд або знімають її із стенда і встановлюють робочий циліндр під потрібним кутом відносно стола стенда. Електродвигун оснащений реверсивним магнітним пускачем; натисканням його кнопок приводять у рух вал двигуна в ліву або в праву сторону. Стенд укомплектований набором різних пристроїв для механізації і закручування гайок котків, спресовування і напресовування опорних котків, випресовування і запресовування великих і малих втулок балансира; випресовування осі качання,спресовування і напресовування конічних роликопідшипників, зняття і встановлення пружин. Для розбирання каретку підйомним пристроєм встановлюють на стіл стенда і закріплюють у потрібному положенні. Гайки котків відкручують і закручують гайковертом, що являє собою черв'ячний редуктор. Обертання від електродвигуна до черв'ячного вала редуктора передається клинопасовою передачею і зубчастою півмуфтою. На висувному шліцьовому валу, з'єднаному з черв'ячним колесом редуктора, встановлено головку під гайки кареток. Головка гайковерта обертається з частотою 42 об/хв при частоті обертання вала електродвигуна 1440 об/хв. Реле максимального струму автоматично відключає двигун, чим запобігає перевантаженню його під час закручування гайок.
Рис. 2.1. Стенд ОПР-1402М для розбирання і складання кареток підвіски тракторів Т-74 і ДТ-75М: 1 — гайковерт; 2 — гідроциліндр; 3 — підйомнийпристрій; 4 — робочий циліндр; 5 — запобіжне огородження. Рис. 2.1. Установка ОКС-7755 для електрошлакового наплавлавлення ювання бігової доріжки опорного котка: 1— форма; 2 — дріт; 3 — живильник флюсу; 4 — мідний диск; 5 — пневматичний циліндр. Щоб зняти і встановити пружини, каретку розміщують так, як показано на рис. 2.1, і закривають пружини запобіжним огородженням. Піднімають робочий гідроциліндр і стискають пружину. Для відкру- і чування гайок, спресовування опорних котків і випресовування втулок каретку повертають на столі стенда на 90°. На спеціалізованих ремонтних підприємствах каретки розбирають на стаціонарних потокових лініях ОПР-1856, обладнаних гідропресами і необхідними механізмами. Два робітники одну каретку розбирають за 15...16 хв. Відновлення деталей. Опорні котки, які звичайно відлито із сталі 45Л-1, можуть мати такі дефекти: спрацювання бігової доріжки, тріщини в спицях, спрацювання отвору під вісь, спрацювання або пошкодження захисного ковпака і поверхні лисок під ущільнювальне кільце. Бігові доріжки опорних котків наплавляють автоматичним наплав-люванням під шаром флюсу АН-348А або в середовищі водяної пари пружинним дротом II класу до номінального розміру і без наступної обробки. Щоб підвищити продуктивність, застосовують оправку, яка дає змогу закріплювати відразу кілька котків. Іноді котки успішно відновлюють напресовуванням стальних кілець з наступним приварюванням з обох сторін і приточуванням їх під номінальний розмір. Бігові доріжки котків відновлюють також заливанням розплавленим металом. Найперспективнішим є електрошлакове наплавлювання бігових доріжок опорних котків при централізованому ремонті їх на спеціалізованих підприємствах. Спосіб електрошлакового иаплавлювання грунтується на використанні тепла, яке виділяється під час проходження електричного струму через розплавлений шлак. Установка ОКС-7755* (рис. 2.2.) для відновлення котків цим способом складається із зварної станини, механізму обертання шпинделя, механізму подачі дроту, дозатора флюсу і пульта керування. Відновлюваний коток затискують пневмоциліндром 5 між двома мідними дисками 4. Один диск встановлений на шпинделі верстата, другий — на штоку пневмоциліндра 5. Діаметр дисків дорівнює номінальному розміру котка. Щільно до дисків встановлено мідну охолоджувану форму 1. У форму заливають розплавлений флюс і одночасно включають установку. У зварювальну ванну форми / подається дріт 2 марки Св-08 і по живильнику 3 із дозатора — легуюча суміш, що складається з флюсу, сормайту, сталініту і чавунної стружки. Установка дає змогу наплавляти бігову доріжку до номінального розміру за один оберт котка при будь-якій товщині і формі спрацювання її. Стійкість проти спрацювання наплавленого шару майже в 2 рази вища, ніж у нового котка, витрата флюсу в 10 раз менша, ніж при автоматичному наплав-люванні. Продуктивність установки — ЗО котків за зміну. Тріщини в спицях опорного колеса заварюють електрозварюванням, використовуючи електроди типу 9-42. Спрацьований отвір у маточині обтискують під пресом і прошивають оправкою під номінальний розмір осі. Перед обтисканням маточину нагрівають в електроін-дукторі. Пошкоджений або спрацьований ковпак зрубують, зачищають поверхню лисок і приварюють новий ковпак електродом типу 3-34. , Вісь котка, виготовлена із сталі ЗОХГТ, як правило, має спрацьовані посадочні місця під підшипники і опорні котки, спрацьовані шпонкові канавки і різьбу. Вибраковують вісь при всіх дефектах одночасно, а також при наявності тріщин і зломів. Посадочні місця відновлюють плазмовим наплавлюванням або нанесенням плівки еластомеру ГЗН-150(В) з наступною обробкою під нормальний розмір. Шпонкові канавки фрезерують під збільшений розмір, а якщо посадочні місця наплавляли, то канавки обробляють під нормальний розмір. Різьбу відновлюють нарізуванням різьби меншого розміру або наплавляють і нарізують різьбу нормального розміру. Балансири, відлиті звичайно із сталі 45Л-1, можуть мати такі дефекти: тріщини на стінках, спрацювання втулок, посадочних місць під підшипники, отворів під вісь качання, спрацювання і пошкодження різьбових отворів. Балансири вибраковують при зломах, наскрізних поперечних тріщинах і тріщинах, що проходять через посадочні місця під підшипники та втулки. Тріщини на стінках балансирів заварюють електрозварюванням, застосовуючи електроди ОЗС-6. Тріщини попередньо зачищають, знімають фаски з обох кромок під кутом ЗО...40°, а кінці засвердлюють.
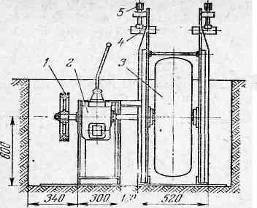
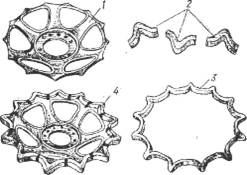
3 — прогумоване колесо; 4 — призма; 5 — притискний гвинт Спрацьовані "втулки під вісь качання і цапфу зовнішнього балансира замінюють новими. Отвір під вісь качання внутрішнього балансира відновлюють вставлянням втулки. Посадочні місця під підшипники обох балансирів відновлюють віброду-говим наплавлюванням, наплав-люванням у середовищі вуглекислого газу або вставлянням ' втулок, а при незначному спрацюванні — формуванням отвору епоксидною сумішшю, яка складається з 120 частин (за масою) залізного порошку, 100 —епоксидної смоли, 60 — портландцементу і ЗО частин олігоаміду Л19. Після нанесення суміші формують співвісні отвори притягуванням оправки, змащеної солідолом, встановлюють балансир у шафу 1 дають затвердіти нанесеній суміші в такому режимі: витримка 1 год при температурі 50°С, 2 год при 100°С, 1 год при 150°С. Складання і обкатка кареток. Каретки підвіски складають, на тих самих стендах, на яких розбирали їх. Встановлюючи стопорний клин осі качання, стежать, щоб він щільно входив в отвір внутрішнього балансира, а його плоска поверхня повністю контактувала з плоскою поверхнею вирізу (лискою) осі качання. Конічні підшипники осей під час складання регулюють так. У торці балансира встановлюють два корпуси ущільнення і закріплюють кожний двома болтами так, щоб зазори між корпусами і балансирами були однакові з обох боків і однакові по всій окружності корпусів. Вісь опорного котка повинна обертатися від руки з помітним опором, але без осьового зазора. Різниця між зазорами має становити не більш як 0,5 мм. За розміром зазорів підбирають кількість прокладок і в кожний комплект добавляють ще по одній прокладці завтовшки 0,2 мм. Товщина набору прокладок з обох боків осі не повинна відрізнятися більш як на 0,5 мм. При правильно відрегульованому зазорі в підшипниках вісь туго обертається від руки. Перед остаточним встановленням ущільнень і котків перевіряють робочу поверхню малого ущільнювального кільця. Шліфована поверхня цього кільця повинна щільно прилягати до поверхні перевірочної плити. Допускається неприлягання до поверхні по кільцевій площі шириною не більш як 3 мм і концентрична відносно отвору. Остаточно склавши і відрегулювавши, каретку обкатують на спеціальних стендах (рис. 2.3.), встановлюючи її на гумове колесо 3, яко приводиться в обертальний рух від екектродвигуна через шків 1 і коробку передач 2. Навантаження на каретку створюють гвинтами .1. Після обкатки каретки усувають виявлені несправності. 3. Ремонт напрямних і ведучих коліс гусениці Основні дефекти напрямних коліс, виготовлених із сталі 45Л-1: спрацювання зовнішньої поверхні обода, посадочних місць під підшипники, тріщини в спицях і ободі, злом бурта обода. Напрямне колесо вибраковують, якщо виявлені злом бурта обода на довжині більш як 200 мм, тріщини в двох і більше спицях, а також тріщини на одній спиці та в двох і більше місцях на ободі. У ведучому колесі спрацьовуються зуби по товщині і висоті, отвори під установочні шпильки та болти кріплення до маточини. Якщо є тріщини та-двоСто-роннє спрацювання зубів і якщо їх уже відновлювали, то ведуче колесо вибраковують. Відновлення коліс. Бігові доріжки зовнішньої поверхні ободів напрямного колеса наплавляють до номінального розміру автоматичним наплавлюванням під шаром флюсу АН-348А або в середовищі захисного газу дротом із сталі Нп-30, а торцеву поверхню буртів обода — дротом із сталі У7 або У8. Посадочні місця під підшипники в маточині напрямних коліс відновлюють кількома способами: наплавляють автоматичним зварюванням під шаром флюсу АН-348А, застосовуючи дріт Св-0,8, і розточують під номінальний розмір; насталюють із застосуванням місцевої ванни або формують отвори такими самими епоксидними сумішами, як і при відновленні посадочних місць під підшипники в балансирах каретки, і в такому самому режимі дають затвердіти нанесеній суміші. Тріщини на спицях зачищають до блиску, з кромок тріщини знімають фаски під кутом 45° на глибину 4 мм і заварюють електродом ОЗС-6. Злом бурта на довжині менш як 200 мм відновлюють вставлянням стальної" латки завтовшки 5...6 мм і приварюванням її (без обробки кромок) електродом ОЗС-6. Ведучі колеса при односторонньому спрацюванні зубів по товщині переставляють з однієї сторони трактора на іншу. При дальшому нерівномірному двосторонньому спрацюванні зубів змінюється крок колеса, порушується нормальне зачеплення з полотном гусениці, в результаті підвищується спрацювання зубів по товщині і висоті, а також ланок гусениці та інших деталей ходової частини. Відновлення спрацьованих зубів ведучих коліс — надзвичайно трудомістка операція, бо при двосторонньому спрацюванні маса втраченого металу досягає 10 кг і більше. У невеликих майстернях, при крайній потребі, спрацьовані зуби коліс наплавляють ручним зварюванням електродами Т-590 по шаблону або приварюють до зубів (також вручну) спеціально виготовлені накладки. При централізованому відновленні на спеціалізованих підприємствах зуби ведучих' коліс відновлюють заливанням рідким металом. Спрацьоване колесо вкладають у спеціально підготовлену кокільну форму і заливають розплавленим металом відповідної марки. Попереднє підігрівання кокілю і колеса, а також заливання перегрітим металом створюють надійне сплавлення. Перспективний для спеціалізованих підприємств і такий спосіб*. Зуби коліс, які надходять у
ремонт, спрацьовані неоднаково, тому, щоб вирівняти спрацювання, їх обрізують по спеціальному копіру на автоматі газокисневого різання АСШ-70. Колесо 1 рис. 3.1.) з обрізаними спрацьованими зубами З вкладають у шаблон і замість видалених зубів автоматичним наплавлюванням під шаром флюсу АН-348А по точно такому самому копіру приварюють сектори 2, виготовлені штампуванням або литтям. Відновлене таким способом колесо 4 за якістю не поступається перед новим, а за вартістю більш як у 2 рази дешевше. Продуктивність установки — 35...40 ведучих-коліс за зміну. Приварюють сектори 2 тільки з однієї сторони. 4. Ремонт гусениць Основні дефекти гусениць: спрацювання пальців, втулок, отворів' під болти кріплення башмаків, спрацювання грунтозачепів, отворін вушок і бігової доріжки ланок. Пальці вибраковують при спрацюванні, що виходить за межі до-пустішого.. Ланки вибраковують, якщо виявлено тріщини і зломи. Відновлення деталей гусениць. Ланки гусениць більшості тракторів виготовляють із високомарганцевистої сталі Г13, високозносостійГ кої, але яка погано піддається зварюванню. Це і визначає вибір способу відновлення ланок. Спрацьовані отвори вушок ланок гусениць тракторів класу 3 тс (ЗО кН) успішно відновлюють заливанням рідким металом на спеціальних установках. На спеціа-1лізованих підприємствах вушка відновлюють обтисканням багатосск-ційними пуансонами. Попередньо ланку нагрівають у спеціальному розчині солей до кувальної температури. Відновлювати отвори вушок ланок без спеціального обладнання практично недоцільно. Для відновлення спрацьованих вушок електронаплавлюваннмм рекомендується універсальна установка У-203. Спеціальний лежачий електрод АНН-4 вставляють через усі отвори однієї сторони ланки гусениці,'закріпленої в кантувачі установки, і вкладають на спрацьо»' вану частину отворів. Збуджують дугу, і розплавлений метал електрода заповнює спрацьовану частину отворів. В установці передбачс но автоматичне переміщення електрода від одного вушка до другого аж до кінця наплавлювання всіх вушок однієї сторони. Потім ланку повертають на 180° і наплавляють вушка другої сторони. При цьому наплавляється однаковий шар металу в усіх вушках, а оскільки ступінь спрацювання отворів у ланках різний, то утруднюється наступне складання полотна гусениці. Тому перед наплавлюванням треба посортувати ланки за розміром спрацювань отворів вушок. Незважаючи на простоту, цей спосіб не набув широкого застосування, бо навіть при сортуванні ланок не досягається достатня співвісність отворів вушок, а обробляти їх через високу міцність наплавленого шару не можна. Спрацьовану бігову доріжку і грунтозачепи ланки наплавляють вручну або автоматичним наплавлюванням під шаром флюсу на спеціальних пристроях. Спрацьовані отвори під пальці і втулки гусениць тракторів типу Т-100М відновлюють осадженням ланок ковальським способом у спеціальних пристроях і потім розточують під розмір, який забезпечує потрібний натяг при запресовуванні пальців і втулок. Втулки і пальці при односторонньому спрацюванні повертають на 180°, а при двосторонньому вибраковують. Отвори в ланках і башмаках під болти кріплення заварюють, і по кондуктору свердлять нові отвори. Спрацьовані грунтозачепи башмаків наплавляють під шаром флюсу в спеціальних пристроях. Щоб досягти потрібної міцності, застосовують флюс АНК-18 або легований дріт і флюс АН-348Н. ПЕРЕЛІК ВИКОРИСТАНОЇ ЛІТЕРАТУРИ1. Костів Б. Ф. Експлуатація автомобільного транспорту: Підручник. - Львів: Світ, 2004. – 496 с.; іл 2. Лауш П.В. Техническое обслуживание и ремонт машин. – К.: Высшая школа, 1989. – 350с. 3. Полянський С.К. Будівельно-дорожні та вантажопідіймальні машини. – К.: Техніка, 2001. – 624с. 4. Строков О.В. Технічне обслуговування та ремонт вантажних і легкових автомобілів, автобусів. – К.: Грамота, 2005 5. Родичев В.А., Родичева Г.И. Тракторы и автомобили – М.: Высш. школа, 1982. – 320с. 6. Токаренко В.М. Практикум по устройству, техническому обслуживанию и ремонту автотранспорта. – К.: Урожай, 1989. – 350с.
|