Реферат: Станы холодной прокаткиРеферат: Станы холодной прокаткиДонбасская государственная машиностроительная академия Кафедра – Автоматизированные металлургические машины и оборудование ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовой работе по дисциплине "Технологические линии и комплексы металлургических цехов" Выполнил студент группы МО-03-2 А.С. Селедцов Руководитель работы: Э.П. Грибков 2007 г.Краматорск Реферат Расчётно-пояснительная записка содержит стр., 2 таблицы,3 источника, 3 рисунка. Основная задача данной курсовой работы – выбор цеха холодной прокатки, прокатного стана и разработка технологического процесса для производства листа шириной 1400мм и толщиной 0,35мм из стали 08кп производительностью 800 тысяч тонн в год. В ходе выполнения работы были рассмотрены станы холодной прокатки различной конструкции и производительности (реверсивные и непрерывные). Для производства заданного проката был выбран Непрерывный стан 2030 Новолипецкого металлургического комбината. Описание его оборудования так же приводится в расчётно-пояснительной записке. Графическая часть курсовой работы содержит план расположения оборудования цеха непрерывного стана и графики загрузки клетей прокатного стана. цех холодная прокатка сталь производительность ПРОКАТНЫЙ СТАН. НЕПРЕРЫВНЫЙ ТРАВИЛЬНЫЙ АГРЕГАТ. ШЕСТЕРЁННАЯ КЛЕТЬ. ОБЖАТИЕ. СИЛА ПРОКАТКИ. МОЩНОСТЬ ПРОКАТКИ. ЛЕТУЧИЕ НОЖНИЦЫ. МОТАЛКА. ОЧАГ ДЕФОРМАЦИИ. РОЛЬГАНГ. Содержание Введение 1 Станы холодной прокатки 1.1 Непрерывный стан 2500 Магнитогорского металлургического комбината 1.2 Непрерывный стан 1700 Мариупольского металлургического комбината им. Ильича 2 Непрерывный стан 2030 Новолипецкого металлургического комбината 3 Расчет энергосиловых параметров холодной прокатки. Математическое обеспечение 4 Определение технологических режимов прокатки листа 0.35×1400 5 Расчет производительности стана 6 Рекомендации по совершенствованию технологии прокатки Заключение Перечень ссылок Приложение А – Графики распределения параметров прокатки по проходам Приложение Б –Программа для расчёта энергосиловых параметров процесса прокатки Введение Основная часть получаемой стали проходит через прокатные цеха и лишь незначительное количество через литейные и кузнечные цеха. Поэтому развитию прокатного производства уделено большое внимание. Курс «Технологические линии и комплексы металлургических цехов» является специальной дисциплиной, которая формирует у студентов профессиональные знания в области теории и технологии непрерывных металлургических линий и агрегатов. В результате выполнения курсовой работы должны быть выполнены следующие разделы: - разработать и описать технологические процессы в целом по участкам (агрегатам) и по отдельным операциям с проработкой вопросов непрерывности технологии; - осуществить выбор по заданной производительности и размерам поперечного сечения листового проката стана холодной листовой прокатки, из существующих конструкций; - произвести расчет распределения обжатий по проходам в клетях прокатного стана; - выполнить расчеты усилий прокатки в каждой клети прокатного стана и мощности электроприводов; - определить годовую производительность стана; Выполнить автоматизацию технологических режимов обжатий. В ходе выполнения курсовой работы закрепляются и расширяются знания, полученные при изучении курса «ТЛКМЦ», появляются навыки в выборе производственного оборудования, расчетах технологических режимов обжатий и энергосиловых параметров прокатки, использование при расчетах электронно-вычислительной техники. 1 Станы холодной прокатки Способом холодной прокатки получают ленты, листы и полосы наименьшей толщины и шириной до 4600...5000мм. Основными параметрами широкополосных станов является длина бочки рабочей клети (в непрерывных станах последней клети). Для производства листовой холоднокатаной стали применяют реверсивные одноклетевые и последовательные многоклетевые станы. По заданию наиболее подходящими являются 3 стана: [ 3 ]
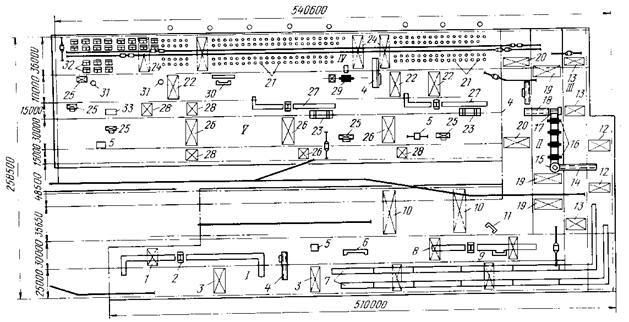
1.1 Непрерывный стан 2500 Магнитогорского металлургического комбината Цех введен в эксплуатацию в 1968 г. Оборудование стана расположено в семи пролетах (рисунок 1).
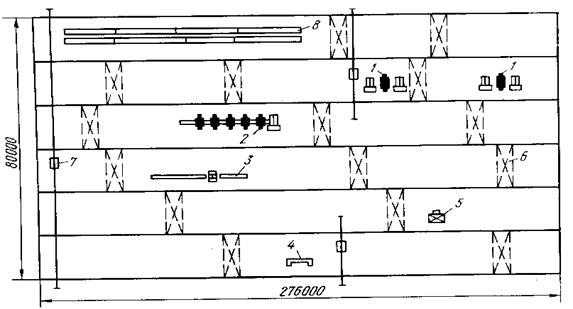
Рисунок 1. Схема основного технологического оборудования стана 2500 Магнитогорского металлургического комбината: I - пролет склада горячекатаных рулонов, II - пролет НТА, III - пролет стана, IV - пролет колпаковых печей; 1 - конвейер передаточный горячекатаных рулонов, 2 - мостовые краны, 3 - непрерывно-травильные агрегаты, 4 - агрегат поперечной резки горячекатаных рулонов, 5 - рабочая линия стана, 6 - дрессировочный стан, 7 - дрессировочный стан 1700, 8 и 9 - агрегаты продольной и поперечной резки, 10 - колпаковые печи. Стан предназначен для прокатки в холодном состоянии полос сечением (0,6-2,5) х (1250-2350) мм в 30-т рулон внутренним диаметром 800 мм, наружным 1950 мм из сталей 08Ю, 08кп, 08пс (ГОСТ 9045-80), сталей 08 - 25 всех степеней раскисления с химическим составом по ГОСТ 1050-74 и Ст0 - Ст3 кипящей, полуспокойной и спокойной (ГОСТ 380-71). 1.2 Непрерывный стан 1700 Мариупольского металлургического комбината им. Ильича Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2).
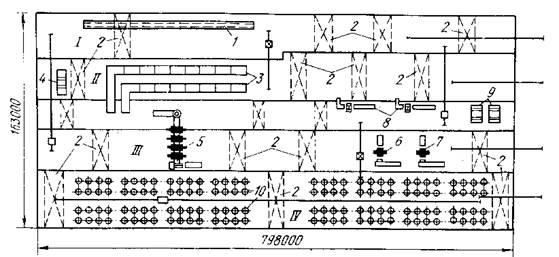
Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, V - склад готовой продукции; 1, 3, 8, 10, 12, 13, 19, 20, 22, 24, 26, 28 - мостовые краны, 2 - агрегат поперечной резки, 4 - конвейеры передаточные с кантователями, с5 - агрегаты упаковки пачек листов, 6 - ножницы, 7 - непрерывно-травильные агрегаты (НТА), 9 - комбинированный агрегат резки, 11 - гильотинные ножницы, 14 - конвейер подачи рулонов к стану, 15 - разматыватель, 16 - рабочая линия станов, 17 - моталка, 18 - конвейер отводящий, 21 - одностопные колпаковые печи, 23 - пакетирующие столы, 25 - весы, 27 - дрессировочные агрегаты, 29 - дрессировочная клеть, 30 - агрегат продольной резки, 31 - агрегаты упаковки рулонов, 32 - двухстопные колпаковые печи, 33 - пакетировочный пресс Стан предназначен для холодной прокатки полос сечением (0,4-2,0) х (700-1500) мм в рулонах из сталей углеродистых обыкновенного качества (кипящей, спокойной, полуспокойной): Ст1, Ст2, Ст3, Ст4, Ст5; углеродистых качественных конструкционных: 08кп, 08пс, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, 25, 30, 35, 40, 45; нестареющих 08Ю, 08Фкп; электротехнической стали. Кипящие и спокойные стали поставляются по ГОСТ: 16523-70, 9045-70, 3560-73, 17715-72, 14918-69, 19851-74 и техническим условиям с химическим составом по ГОСТ 380-71 и 1050-74. Электротехническая сталь поставляется по ГОСТ 210142-75. [ 2 ] 2 Непрерывный стан 2030 Новолипецкого металлургического комбината Из рассмотренных станов наиболее подходящим является Непрерывный стан 2030 Непрерывный пятиклетевой стан холодной прокатки 2030 предназначен для прокатки полос толщиной 0,35-2,0 мм при бесконечном режиме и 0,35-3,5 мм при порулонном из углеродистых и конструкционных сталей. При стане размещены: склад горячекатаных рулонов, травильное отделение, участок отделки горячекатаной продукции, термическое отделение и участки для отделки холоднокатаных листов и покрытий (рисунок 3).
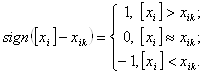
Рисунок 3. Схема основного технологического оборудования стана холодной прокатки 2030 Новолипецкого металлургического комбината: 1 - дрессировочные станы 2030; 2 - линия стана 2030; 3 - агрегат резки полосы; 4 - гильотинные ножницы; 5 - весы; 6 - мостовые краны; 7 - передаточная тележка; 8 - агрегаты непрерывного травления. Подготовка металла к прокатке Заготовкой для прокатки служат горячекатаные травленые полосы в рулонах, поступающие со стана 2000 горячей прокатки. Толщина полосы 1,8-6,0 мм, ширина 900-1850 мм. В цехе установлены два агрегата непрерывного травления для удаления механической ломкой и химическим растворением в растворах соляной кислоты окалины с поверхности горячекатаных полос из углеродистой стали, свернутых в рулон. Основные габариты агрегата: ширина 12 м, высота 10,95 м, длина 323 м, заглубление 9,6 м. Каждый агрегат включает: разматыватель рулонов, стыкосварочную машину, накопитель, ванны для травления, нейтрализации, промывки и очистки полос, сушильный агрегат, а также установку регенерации растворов. Горячекатаные рулоны мостовым краном подают в вертикальном положении на устройство для транспортировки, кантуют в горизонтальное положение и выдают на приемную часть разматывателя. В устройство для транспортировки рулонов входят: пластинчатый длиной 49,2 м транспортер с шагающими балками для 14 рулонов, измеритель ширины, кантователь грузоподъемностью 440 кН, транспортер с шагающей балкой для трех рулонов, машина для удаления обвязочной ленты, загрузочный цепной конвейер для пяти рулонов общей длиной 19,4 м (скорость транспортирования 9 м/мин), гидравлическая установка для обеспечения устройств транспортировки рулонов гидравлическим маслом с давлением 14 МПа. Входная часть предназначена для размотки рулонов, обрезки передних и задних концов, вырезки дефектов, сварки полос встык для получения непрерывной полосы перед травлением. Загрузочная тележка имеет привод подъема от двух гидроцилиндров 280/160 и 1200 мм, привод перемещения - от 12-кВт двигателя постоянного тока. Консольный четырехступенчатый разматыватель предназначен для размещения рулона, центрования по оси травильной линии и размотки полосы сверху. Отгибатель переднего конца полосы, тянущий и правильный агрегат служат для подачи переднего конца полосы от разматывателя до гильотинных ножниц, правки полосы и после обрезки подачи к сварочной машине. Толщина разрезаемого на ножницах металла 6,0 мм, ширина 1950 мм, максимальное усилие реза 625 МН, ход подвижного ножа 100 мм. Тип стыкосварочной машины SBS 80/1600/19Н со сварочным трансформатором мощностью 1,6 МВт, усилием осадки 780 кН при давлении 10 МПа. Максимальная ширина свариваемой полосы 1,9 м. Комплект натяжных роликов служит для разматывания полосы с разматывателей после сварки и для создания натяжения полосы в петлевом устройстве (четыре ролика диаметром 1,3 м, длиной бочки 2,1 м, три ролика имеют диаметр 254 мм, длину 600 м). Ролики облицованы полиуретаном. Входное петлевое устройство предназначено для создания запаса полосы, обеспечивающего непрерывную работу агрегата при переходе с одного разматывателя на другой, а также подготовки, сварки концов полос и обработки сварочного шва. Горизонтальные петли (6 ветвей) располагаются под травильными ваннами. Нижняя часть петли поддерживается рольгангами, а верхняя тележкой и роликами поворотных устройств. Петлевых тележек и направляющих роликов по три. Запас полосы 720 мм, скорость тележки 130 м/мин, натяжение, создаваемое приводами петлевых тележек 45,8-84,0 КН. Привод петлевого устройства от двух двигателей мощностью 0-530/530 кВт, число оборотов 0-750/775 в мин. Вспомогательная лебедка служит для заправки полосы и сведения концов в случае обрыва. Машина правки растяжением предназначена для предварительного механического удаления окалины с полосы и создания необходимой планшетности. Число роликов - четыре, диаметр 1,3 м, длина бочки 2,1 м, твердость 15-мм полиуретанового покрытия HSh 95±3 ед. Количество рабочих валков - три, максимальный диаметр 76 мм, минимальный 67 мм. В одной кассете по оси I - 12 опорных роликов максимальным диаметром 134,5 мм, минимальным 125,5 мм, шириной 120 мм, по оси II - 11 роликов шириной 120 мм и два шириной 30 мм. При работе узлов тянущих и правильных роликов, сварочной машины и машины правки растяжением окалина, пыль и металлические частицы отсасываются воздушным потоком через рукавные фильтры вниз и при помощи шнека подаются в установленные рядом короба. Кислотная ванна состоит из пяти секций общей длиной 133,275 м, шириной 2,5 м и глубиной 0,9 м. Снаружи ванны - ребра жесткости из профильной стали, изнутри - 4-мм слой эбонита, стены футерованы кислотоупорным кирпичом и плитками из плавленого базальта. Между секциями ванны установлены гранитные блоки и гуммированные ролики отжима травильного раствора диаметром 345 мм, длиной бочки 2,3 м. Подъем и прижим роликов - от 12 пневмоцилиндров. Для травления металла применяют техническую синтетическую 32 % соляную кислоту. Состав травильного раствора - 200 г/л суммарной кислоты. Количество циркулирующего раствора - 250 м3. Максимальная скорость полосы, м/мин: во входной части 780, в травильной 360, а в выходной 500. Заправочная скорость 60 м/мин. При травлении 25-т рулона полосы сечением 2,3 х 1350 мм средняя производительность травильного агрегата 360 т/ч. Непрерывно-травильный агрегат № 2 по составу и характеристике оборудования выполнен аналогично непрерывно-травильному агрегату № 1. В состав его дополнительно включен участок пассивации длиной 5,0 м для нанесения раствора, предохраняющего металл от коррозии. Состав пассивирующего раствора, кг/м3: 42 соды (NaCO3), 42 тринатрийфосфата (Na3P04), 42 буры (Na2S2O3). На выходной стороне травильной ванны расположен двойной комплект управляющих отжимных роликов. Ванна промывки выполнена как пятиступенчатая каскадная промывка и состоит из пяти секций общей длиной 23,7 м. Комплект отжимных роликов за ванной аналогичен отжимным роликам за ванной травления. Выходная часть травильного агрегата оборудована двумя натяжными роликами диаметром 1300 мм, длиной бочки 2100 мм и двумя прижимными роликами диаметром 254 мм и длиной бочки 800 мм. Петлевое устройство на выходе предназначено для образования запаса полосы (450 м). Горизонтальные петли (четыре ветви) располагаются под травильными ваннами. Нижняя часть петли поддерживается рольгангами, а верхняя - тележкой и роликам поворотных устройств. Натяжных тележек две. Натяжение, создаваемое приводами петлевых тележек, 45-68 кН. Комплект натяжных роликов № 3 предназначен для образования натяжения полосы при скоростях < 60 м/мин. Боковые кромки на протравленной полосе обрезают на дисковых ножницах. В агрегате установлено двое дисковых ножниц, при работе одних настраивают другие, что уменьшает время на замену и кантовку ножей. Диаметр ножа до перешлифовки 400 мм, после 360 мм, толщина ножа до перешлифовки 40 мм, после 20 мм. Ножей в установке четыре. Максимальная ширина обрезаемой кромки на одну сторону 35 мм, минимальная 10 мм. Ножницы исполнены в виде протяжных, т.е. с неприводными ножевыми валами. В агрегате - двое кромкокрошительных ножниц. Для натяжения 10,8-108 кН полосы перед моталкой установлены натяжные и прижимные ролики. Промасливающая машина предназначена для смазки полосы антикоррозионным защитным маслом или эмульсией из 12 распылительных сопел, наносимыми в зависимости от скорости и ширины непосредственно или через войлочный ролик. Лишнее масло отжимается парой гуммированных роликов диаметром 200 мм, длиной бочки 2,1 м. Техническая характеристика механических ножниц поперечной резки сварных швов, вырезки проб и уборочного устройства от них аналогична ножницам поперечной резки входной части. После порезки полосу при помощи комплектов отклоняющих роликов № 1 и № 2 подают в барабан моталок плавающего типа с электрогидравлической следящей системой. Моталки приводятся от 0-810/810-кВт двигателя (10-450/1350 об/мин). Максимально допустимая масса рулона 45 т, натяжение полосы 105 кН. С барабана моталки рулоны снимателем передают на горбунковый цепной транспортер, состоящий из тележки перемещения и съемной вилки, и устройством для транспортировки - на склад травленых рулонов. Устройство для транспортировки состоит из разгрузочного двухцепного 40-м транспортера для 11 рулонов, мульдовой шагающей балки для трех рулонов, горбунковой шагающей 14-м балки для четырех рулонов и двухцепного 185-м транспортера для 26 рулонов. Скорость транспортировки 9-12,5 м/мин. На складе рулоны маркируют, обвязывают одной или двумя металлическими лентами, взвешивают на 50-т весах с фотоэлектрическим ощупывающим устройством и дистанционным печатающим устройством. Линия непрерывного травления автоматизирована. В результате автоматизации с использованием УВМ осуществляется управление механизмами агрегата входной, центральной и выходной частей, последовательностью операций по транспортировке полос, выбор и управление технологическим режимом обработки полосы, слежение за материалом с момента подачи рулона к разматывателю и до маркировки его с передачей данных на УВМ стана по машинной связи. [ 1 ] 3 Расчет энергосиловых параметров холодной прокатки. Математическое обеспечение Оптимизация технологических режимов обжатий при холодной прокатки лент, листов и полос относится к важнейшим факторам, обеспечивающим повышения технико-экономических показателей процесса прокатного производства в целом. При этом значение оптимальных технологических режимов обжатий и соответствующим им энергосиловых параметров процесса прокатки является необходимым с точки зрения повышения научной обоснованности проектно-конструкторских решений, используемых как при создании новых, так и при модернизации действующих прокатных станов. Непосредственно в качестве целевых функций при оптимизации технологических режимов обжатий были использованы математические модели процесса холодной прокатки, организованные на выполнение критериев полной загрузки механического оборудования. Программное обеспечение решения поставленной задачи оптимизации было осуществлено на основе алгоритмического метода целенаправленного перебора вариантов. Аналитическое описание данного метода может быть представлено в виде:
где
Учитывая изложенное выше и исходя из логики функциональных связей между величиной абсолютного обжатия и энергосиловыми параметрами процесса горячей прокатки, решение задачи оптимизации по условию полной загрузки механического оборудования можно представить в виде последовательных пошаговых приращений:
в случае одновременного
выполнения каждого из условий: В случае же невыполнения хотя бы одного из этих условий, изменяем величину шагового приращения:
где Таким образом, может быть определено абсолютное обжатие, соответствующее условию обеспечения максимально допустимой загрузки и, как следствие, условию достижения максимальной производительности механического оборудования конкретных прокатных станов.[ 4 ] 4 Определение технологических режимов прокатки листа 0.35×1400 Выбираем в качестве заготовки для производства листа 0.35×1400 (материал ‑ сталь 08кп) полоса толщиной 1,8 мм, шириной 1400мм и длиной 1500мм. Определим энергосиловые параметры прокатки в черновой клети. Расчет проведем по инженерной методике. Начальная толщина раската h0=1,319мм, абсолютное обжатие ∆h=0,939мм, ширина проката 1400мм, радиус валков R=300мм, скорость прокатки 43,8 м/с.
Удвоенное сопротивление
сдвигу: Т.к. переднее и заднее натяжения отсутствуют, то ξ0=ξ1=1 d=2f l / Dh= 2∙0,09∙4.54/0.069=11.84
рСР=ns 2KC=0,043∙610=26.72 МПа
Тогда
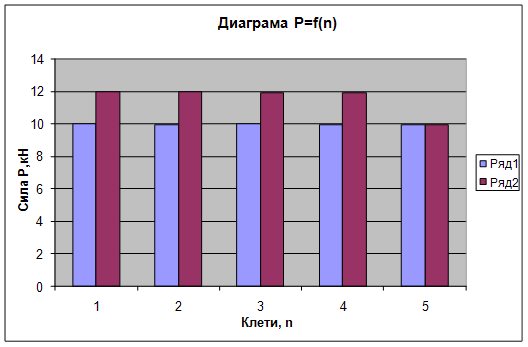
N = M w = M V / R=85,3∙43,8/0,3=0,932 кВт При выбранном режиме прокатки энергосиловые параметры в клети не превышают предельных значений. Дальнейший расчет производим на ЭВМ. Результаты расчета приведены в таблице 4.1. Таблица 4.1 – Результаты расчета энергосиловых параметров.
Таблица 4.2 – Результаты расчета энергосиловых параметров.
Энергосиловые параметры не превышают допустимых значений в клетях. Следовательно, данный режим загрузки стана является наиболее оптимальным и рациональным. [ 4 ] 5 Расчет производительности стана Часовая производительность стана:
где
Ритм прокатки Т определяется по формуле:
где tм – машинное время прокатки в i-ом проходе;
tп – время пауз, tп=14 с;
Подставим значение:
Определим годовую производительность:
где Тср=7100 – среднее количество рабочих часов стана в году; Кг=0,85 – коэффициент выхода годного проката.
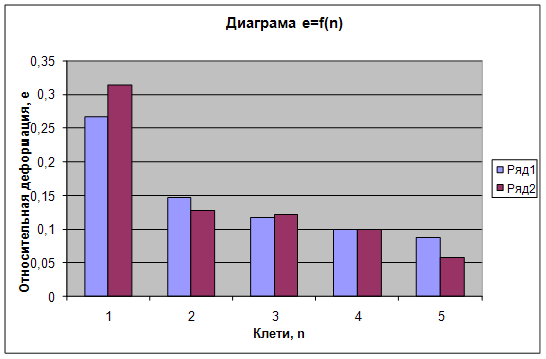
По рассчитанной годовой производительности, можно сделать вывод, что стан обеспечит заданную производительность. 6 Рекомендации по совершенствованию технологии прокатки Для получения высоких качественных показателей прокатки тонких листов необходимо обеспечить контроль качества, начиная от выплавки стали и заканчивая отделочными операциями после холодной прокатки. Основными вопросами является увеличение выхода годного проката, что возможно добиться, при использовании ряда технологических операций: уменьшение продольной и поперечной разнотолщиности и непланшетности листа (коробоватости, серповидности, волнистости), используя системы активного контроля обжатий, системы управления профилем, использование правильной машины, т.д. Заключение В процессе выполнения курсовой работы были рассмотрены различное оборудование для холодной прокатки листов. При этом наиболее рациональным для производства листов 0.35×1400 является использование Непрерывного стана 2030. Выполнены автоматизированные оптимизации технологических режимов обжатий, а так же рассчитаны энергосиловые параметры. По результатам этих расчетов можно сделать вывод, что стан загружен оптимально. Это является следствием правильного выбора режимов обжатий. Расчет производительности стана показывает, что выбранный режим работы стана обеспечивает заданную производительность 0.8 млн. т/год. Перечень ссылок 1. «Современное развитие прокатных станов». Целиков А.И., Зюзин В.И. – М.: Металлургия. 1972. – 399 с. 2. «Механическое оборудование прокатных цехов черной и цветной металлургии». Королев А.А. – М.: Металлургия. 1976. – 543 с. 3. Машины и агрегаты металлургических заводов. В 3-х томах. Т .3. Машины и агрегаты для производства и отделки проката. Учебник для вузов/ Целиков А.И., Полухин П.И., Гребенник В.М. и др. 2-е изд., перераб. и доп. – М.: Металлургия, 1988. – 680 с. 4. Булатов С.И. Методы алгоритмизации процессов прокатного производства. - М.: Металлургия, 1979. - 192 с. (Сер. "Автоматизация и металлургия"). 5. Василев Я.Д. Производство полосовой и листовой стали: Учебная металлург, вузов и факультетов. - Киев: Вища. шк., 1976. - 191 с. 6. Вишневская Т.А., Либерт В.Ф., Попов Д.И. Повышение эффективности работы листовых станов. - М.: Металлургия, 1981. - 75 с. 7. Диомидов В.В., Литовченко Н.В. Технология прокатного производства: Учеб. пособие для вузов. - М.: Металлургия, 1979. -488 с. 10.Зайцев B.C. Основы технологического проектирования прокатных цехов: Учеб. для вузов. - М.: Металлургия, 1987. - 336 с. 11.Коновалов СВ., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки: Справочник. - М.: Металлургия, 1986. -429 с. 12.Коновалов СВ. и др. Справочник прокатчика. - М.: Металлургии. 1977. - 311 с. 13.Контролируемая прокатка /В.И.Погоржельский, Д.А. Литвиненко. Ю. И. Матросов, А.В.Иваницкий. - М.: Металлургия, 1979. - 183 с. 15. Королев Л. А. Конструкция и расчёт машин и механизмов прокатных станов: Учеб. пособие для вузов. - 2-е изд., перераб. и доп. -М.: Металлургия, 1985. - 376 с. 16. Лентопрокатные станы и адъюстажное оборудование: Каталог. -М.: ЦНИИТЭИтяжмаш, 1980. - 81 с. 17. Литовченко Н.В. Станы и технология прокатки листовой стали. - М.: Металлургия, 1979. - 271 с. 18. Мазур В.Д., Добронравов А.И., Чернов П.И. Предупреждение дефектов листового проката. - Киев: Техн1ка, 1986. - 141 с. Приложение А – Графики распределения параметров прокатки по проходам Относительное обжатие
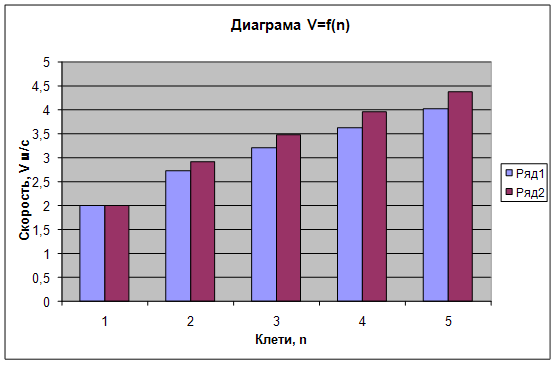
Скорость прокатки
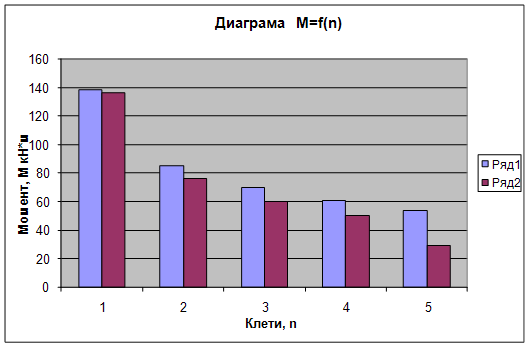
Момент прокатки
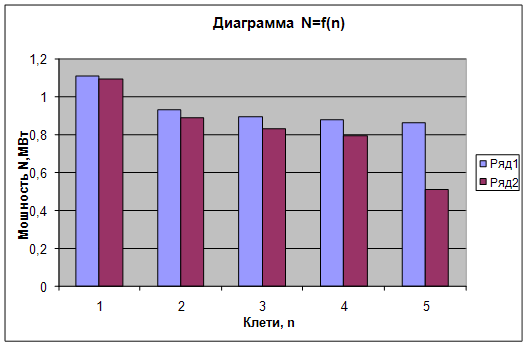
Мощность прокатки
– Программа для расчёта энергосиловых параметров процесса прокатки CLS 'Программа для расчета режимов обжатий на НСХП 'ТЛКМЦ курсовой 'INPUT "Количество клетей в непрерывной группе стана"; N 'INPUT "a0="; a0: INPUT "a1="; a1: INPUT "a2="; a2: INPUT "a3="; a3 'INPUT "R="; R 'INPUT "f="; f 'INPUT "V0="; V 'INPUT "b="; b 'INPUT "Исходная толщина металла в отоженном состоянии"; Hh0 'INPUT "Исходная толщина металла перед пропуском"; h0 'INPUT "Допустимое значение силы прокатки .....(МН) [P]="; Pd: Pd = Pd * 1000000! 'INPUT "Допустимое значение момента прокатки (кНм) [M]="; Md: Md = Md * 1000000! 'INPUT "Допустимое значение мощности прокатки (МВт) [N]="; Nd: Nd = Nd * 1000000! OPEN "cold.txt" FOR OUTPUT AS 1 a0 = 240: a1 = 1130.6: a2 = -1138.9: a3 = 555.6 N = 5 h0 = 1.8 Hh0 = h0 b = 1400 R = 300 f = .09 S0 = .1: S1 = .1 V = 2 Pd = 2E+07 Md = 400000000 Nd = 3500000 PRINT " РЕЗУЛЬТАТЫ РАСЧЕТА ОБЖАТИЙ НА НЕПРЕРЫВНОМ СТАНЕ Х.ПР." PRINT "┌──┬────┬─────┬─────┬─────┬────┬──────┬──────┬──────┬─────┐" PRINT "│i │ H0 │ h0 │ h1 │ e │K2c │ P │ M │ N │ V │ " PRINT "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" PRINT "│ │ мм │ мм │ мм │ │МПа │ МН │ кНм │ МВт │ м/с │ " PRINT "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" PRINT #1, " РЕЗУЛЬТАТЫ РАСЧЕТА ОБЖАТИЙ НА НЕПРЕРЫВНОМ СТАНЕ Х.ПР." PRINT #1, "┌──┬────┬─────┬─────┬─────┬────┬──────┬──────┬──────┬─────┐" PRINT #1, "│i │ H0 │ h0 │ h1 │ e │K2c │ P │ M │ N │ V │ " PRINT #1, "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" PRINT #1, "│ │ мм │ мм │ мм │ │МПа │ МН │ кНм │ МВт │ м/с │ " PRINT #1, "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤" FOR i = 1 TO N h1 = .6 * h0 10 : IF h1 > h0 THEN INPUT "h0>h1"; asd$ dh = h0 - h1 e = dh / h0 e0 = (Hh0 - h0) / Hh0 x1 = a0 + a1 * e0 + a2 * e0 ^ 2 + a3 * e0 ^ 3 x2 = 2 / 3 * (a1 + 2 * a2 * e0 + 3 * a3 * e0 ^ 2) * e x3 = 8 / 15 * (1 - e0) ^ 2 * (a2 + 3 * a3 * e0) * e ^ 2 x4 = 16 / 35 * (1 - e0) ^ 3 * a3 * e ^ 3 K2c = 1.15 * (x1 + x2 + x3 + x4) L = SQR(R * dh) ksi0 = 1 - S0: ksi1 = 1 - S1 DO delta = 2 * f * L / dh: IF delta = 2 THEN delta = 2.1 Hn = (ksi0 / ksi1 * h0 ^ (delta - 1) * h1 ^ (delta + 1)) ^ (1 / 2 / delta) IF Hn = 0 OR h1 = 0 THEN INPUT "h=0"; ads$ y1 = (h0 / Hn) ^ (delta - 2) - 1 y1 = y1 * ksi0 * h0 / (delta - 2) y2 = (Hn / h1) ^ (delta + 2) - 1 y2 = y2 * ksi1 * h1 / (delta + 2) nG = (y1 + y2) / dh Pcp = K2c * nG x2 = 8 * Pcp * R * 2 * (1 - .3 ^ 2) / 3.14 / 210000! Lc = SQR(R * dh + x2 ^ 2) + x2 dL = ABS(Lc - L) / L * 100 L = Lc LOOP UNTIL dL > 5 P = Pcp * b * L M = 2 * K2c * (y1 - y2) * R * f / dh * b * L Nw = M * V / R IF P > Pd OR M > Md OR Nw > Nd THEN h1 = h1 + .001: GOTO 10 PRINT USING "│##│#.##│#.###│#.###│#.###│####│###.##│####.#│##.###│##.##│"; i; Hh0; h0; h1; e; K2c; P / 1000000!; M / 1000000; Nw / 1000000; V PRINT #1, USING "│##│#.##│#.###│#.###│#.###│####│###.##│####.#│##.###│##.##│"; i; Hh0; h0; h1; e; K2c; P / 1000000!; M / 1000000; Nw / 1000000; V V = V * h0 / h1: h0 = h1 NEXT PRINT "└──┴────┴─────┴─────┴─────┴────┴──────┴──────┴──────┴─────┘" PRINT #1, "└──┴────┴─────┴─────┴─────┴────┴──────┴──────┴──────┴─────┘" CLOSE 1 PLAY "acd" END |


 ,
,